Изобретение относится к области режущих инструментов, в частности к кольцевым сверлам для кольцевого сверления, и может найти применение при формировании узкопрофильного глубокого кольцевого паза большого диаметра более 400 мм в элементах стальных конструкций атомного машиностроения.
Проблема гашения вибраций режущих инструментов рассмотрена в широком круге публикаций.
В том числе известна конструкция устройства для снижения вибраций нежесткой заготовки, обрабатываемой фрезерованием (патент РФ №128545, МПК: B23Q 3/00, дата публикации 27.05.2013 г.).
Недостатком устройства является недостаточное устранение вибраций, что диктует необходимость специальной настройки демпфирующих элементов для конкретной заготовки и для конкретных условий работы.
Известна конструкция подвижного элемента и система демпфирования (патент США № US 20160305503, МПК: F16F 7/10, F16F 7/108, B23Q 11/00, дата публикации 20.10.2016 г.).
Недостатком устройства является вибрация сверла, что требует установки специальной проставки - демпфирующего элемента между шпинделем станка и кольцевым сверлом, что увеличит вылет кольцевого сверла, и может привести к увеличению амплитуды начальных колебаний инструмента от сил резания.
Наиболее близким по технической сущности и достигаемому результату является кольцевое сверло для формирования кольцевых пазов большого диаметра, содержащее соединенный с хвостовиком цельный корпус, выполненный в виде основания и двух лопастей, в торце которых установлены резцы (патент РФ №180388, МПК: В23 В 51/04, дата публикации 09.06.2018).
Недостатком конструкции известного кольцевого сверла, предназначенного для сверления отверстий большого диаметра, является малая устойчивость лопастей в их торцевой части, вызывающих колебания, а также невозможность внутреннего подвода смазочно-охлаждающей жидкости, невозможность использования сменных многогранных неперетачиваемых пластин, а также необходимость оснастить конструкцию кольцевого сверла собственной системой демпфирования колебаний, состоящей из набора демпфирующих стержней в лопастях кольцевого сверла и демпфирующего опорного кольца между поверхностью цельного корпуса кольцевого сверла и шпинделем станка.
Однако демпфирующие свойства указанного набора демпфирующих стержней в лопастях кольцевого сверла и демпфирующего опорного кольца зависят от условий эксплуатации: качества деталей и узлов станка, габаритов и массы заготовки, качества приспособлений.
Задачей настоящего изобретения и техническим результатом является создание кольцевого сверла с повышенной устойчивостью к вибрациям при сверлении узкопрофильных глубоких кольцевых пазов большого диаметра.
Поставленная задача решается за счет того, что в кольцевом демпфирующем сверле для узкопрофильных глубоких кольцевых пазов большого диаметра, содержащем соединенный с хвостовиком цельный корпус с лопастями и с внутренним подводом смазочно-охлаждающей жидкости, и резцы со сменными неперетачиваемыми твердосплавными пластинами, установленными в торце корпуса, при этом в торцах лопастей выполнены отверстия, в которых установлены демпфирующие стержни, а на задней поверхности корпуса закреплено болтами демпфирующее опорное кольцо, выполненное из сплава 01Ю5Т, при этом демпфирующие стержни состоят из внешней оболочки, выполненной из сплавов на основе железа и внутреннего вкладыша, выполненного из материала с удельным весом больше удельного веса материала указанной внешней оболочки, диаметры внутреннего вкладыша демпфирующего стержня и внешней оболочки выполнены в соотношении как 0,55:1, сверло содержит от 8 до 12 демпфирующих стержней.
Выполнение отверстий в торцах лопастей с установленными в них демпфирующими стержнями позволяет решить проблему демпфирования, возникающего при резании поперечных колебаний лопастей.
Закрепление на задней поверхности корпуса болтами демпфирующего опорного кольца, выполненного из демпфирующего материала, позволяет устранить продольные колебания кольцевого сверла.
Выполнение демпфирующих стержней из сплава на основе железа позволяет ослаблять поперечные вибрации, возникающие при резании за счет того, что внутренний вкладыш выполнен из материала, который тяжелее стали, колеблется в противофазе по отношению к лопасти корпуса.
Соотношение диаметров внутреннего вкладыша демпфирующего стержня и внешней оболочки 0,55:1 позволяет создать необходимую массу в центре демпфирующего стержня и дополнительно сформировать вокруг нее внешнюю оболочку из демпфирующего материала.
Количество демпфирующих стержней от 8 до 12 зависит от диаметра кольцевого сверла и подбирается максимально возможным, но исключает перекрытие внутренних каналов подачи смазочно-охлаждающей жидкости.
Изобретение иллюстрируется чертежами:
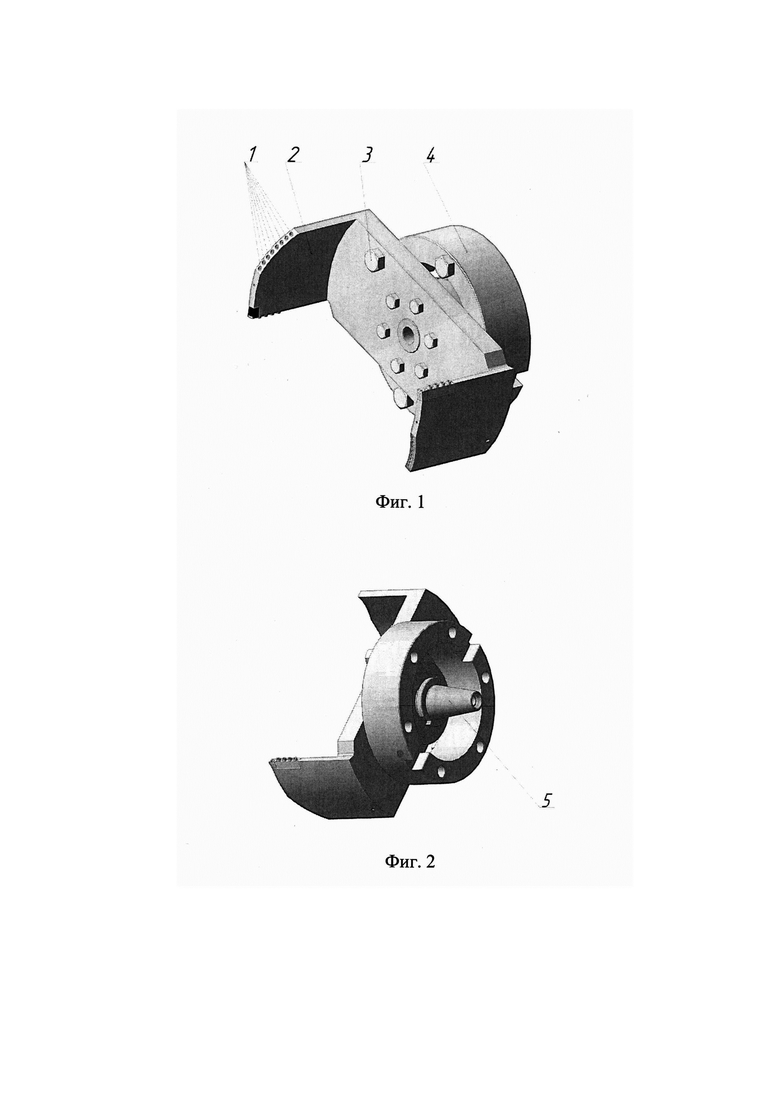
На фиг. 1 схематически представлены расположения демпфирующих элементов кольцевого демпфирующего сверла для узкопрофильных глубоких кольцевых пазов большого диаметра.
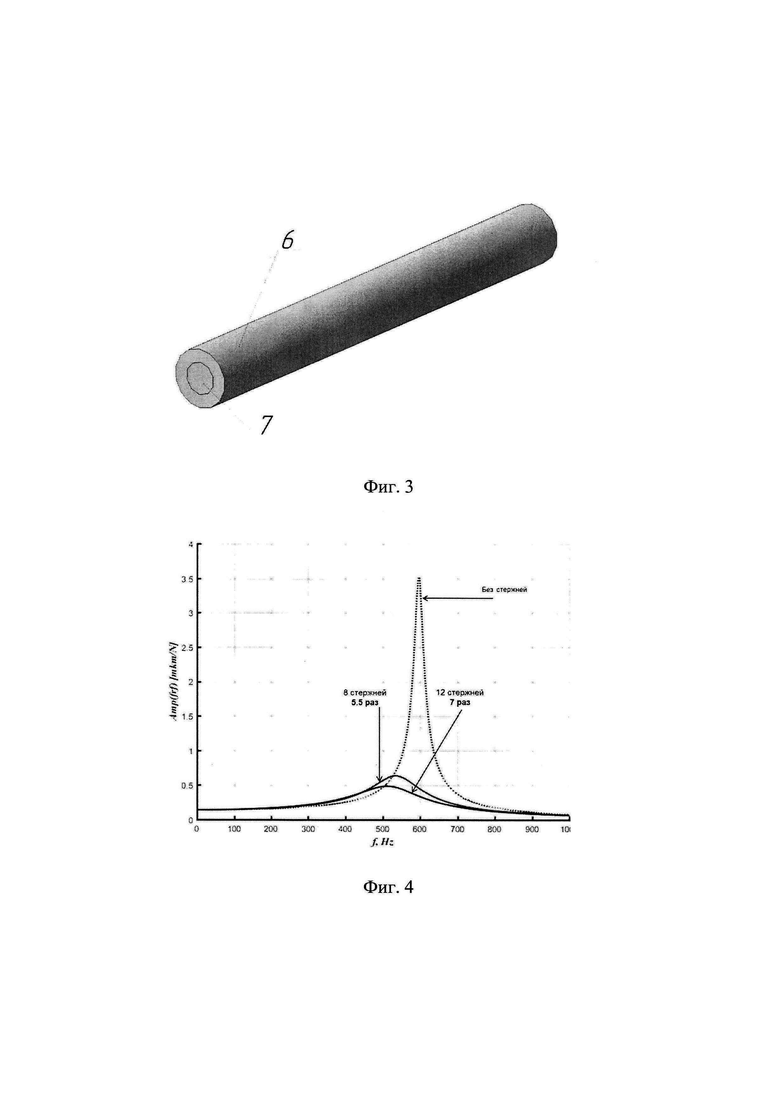
На фиг. 2 схематически представлено расположение съемного инструментального хвостовика кольцевого демпфирующего сверла для узкопрофильных глубоких кольцевых пазов большого диаметра.
На фиг. 3 схематически представлен демпфирующий стержень, состоящий из внешней оболочки и внутреннего вкладыша с соотношением диаметров 0,55:1.
В лопасти кольцевого сверла 2 (фиг. 1) устанавливаются и закрепляются демпфирующие стержни 1, а на задней поверхности корпуса закреплено болтами 3 демпфирующее опорное кольцо 4, выполненное из демпфирующей стали, собранное кольцевое демпфирующее сверло закрепляется на шпинделе станка через съемный инструментальный хвостовик 5 (фиг. 2).
Каждый демпфирующий стержень 1 (фиг. 3) образован внешней оболочкой 6, выполненной из демпфирующего материала, в которой установлен внутренний вкладыш 7 из материала тяжелее стали и удерживаемый на месте внешней оболочкой 6, контактирующей с лопастями корпуса кольцевого сверла. Функция внутреннего вкладыша 7 состоит в том, чтобы колебаться в противофазе по отношению к лопасти корпуса кольцевого сверла 2 и тем самым ослаблять поперечные вибрации, возникающие при резании, и сопротивление, с которым сталкивается режущий инструмент. Таким образом происходит явление гашения резонансных колебаний, возникающих по отношению центральной оси сверла. Демпфирующие стержни 1 располагаются в лопастях кольцевого сверла 2, оси демпфирующих стержней параллельны оси вращения шпинделя станка. Внешняя оболочка 6 из демпфирующего материала также обеспечивает демпфирование колебательных движений внутреннего вкладыша 7 относительно корпуса кольцевого сверла в вертикальном направлении от оси.
Устройство работает следующим образом.
Собранное кольцевое демпфирующее сверло закрепляется на шпинделе станка через съемный инструментальный хвостовик 5, включаются заданные частота вращения и осевая подача, подается смазочно-охлаждающая жидкость, начинается процесс резания. Если заготовка массивная или диаметр кольцевого паза более 400 мм, то колебания, возникающие в процессе резания на лопастях кольцевого сверла 2, гасятся за счет предлагаемых демпфирующих элементов: демпфирующих стержней 1, состоящих из внешней оболочки 6, выполненной из демпфирующей стали, выбранной из сплавов на основе железа и внутреннего вкладыша 7 из сплава свинца С1 ГОСТ 3778-98, и демпфирующего опорного кольца 4 из демпфирующей стали марки 01Ю5Т, которое крепится к корпусу сверла с помощью болтов 3.
Данное кольцевое демпфирующее сверло можно использовать на расточных станках тяжелой серии для обработки глубоких узкопрофильных кольцевых пазов в массивных заготовках. Кольцевое демпфирующее сверло не требует специальной настройки под конкретные режимы резания и под конкретную заготовку. Применяемый станок не требует специальной настройки. Процесс резания происходит плавно, с нормальной эвакуацией стружки.
Проведены натурные измерения амплитуды колебаний системы станок – приспособление – инструмент - заготовка в производственных условиях. Результаты измерений, приведенные на фиг. 4, показывают, что с применением на сверле демпфирующих стержней и демпфирующего опорного кольца амплитуда колебаний кольцевого сверла уменьшается в 5,5-7 раз.
В результате применения данного сверла благодаря демпфирующей системе получаются узкопрофильные глубокие кольцевые пазы большого диаметра, процесс обработки осуществляется с заданными параметрами при значительном гашении вибраций и исключении резонансных вибраций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ УЗКОПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ПАЗОВ | 2017 |
|
RU2650443C1 |
| Удлинитель виброгасящий инструмента для глубокого сверления | 2020 |
|
RU2746729C1 |
| Кольцевое сверло | 1978 |
|
SU844161A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Устройство для подачи сверла при глубоком сверлении | 1983 |
|
SU1142232A1 |
| Алмазное кольцевое сверло | 1981 |
|
SU965791A1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| Кольцевое сверло | 1979 |
|
SU889296A1 |
| Алмазное кольцевое сверло | 1979 |
|
SU823148A1 |
Изобретение относится к области режущих инструментов, в частности к кольцевым сверлам для кольцевого сверления, и может быть использовано при формировании узкопрофильного глубокого кольцевого паза большого диаметра более 400 мм в элементах стальных конструкций атомного машиностроения. Кольцевое демпфирующее сверло содержит соединенный с хвостовиком цельный корпус с лопастями и с внутренним подводом смазочно-охлаждающей жидкости и резцы со сменными неперетачиваемыми твердосплавными пластинами, установленные в торце корпуса. В торцах лопастей выполнены отверстия, в которых установлены демпфирующие стержни. На задней поверхности корпуса закреплено болтами демпфирующее опорное кольцо из сплава 01Ю5Т. Демпфирующие стержни состоят из внешней оболочки, выполненной из сплавов на основе железа, и внутреннего вкладыша, выполненного из материала с удельным весом больше удельного веса материала указанной внешней оболочки. Повышается устойчивость к вибрациям при сверлении. 2 з.п. ф-лы, 3 ил.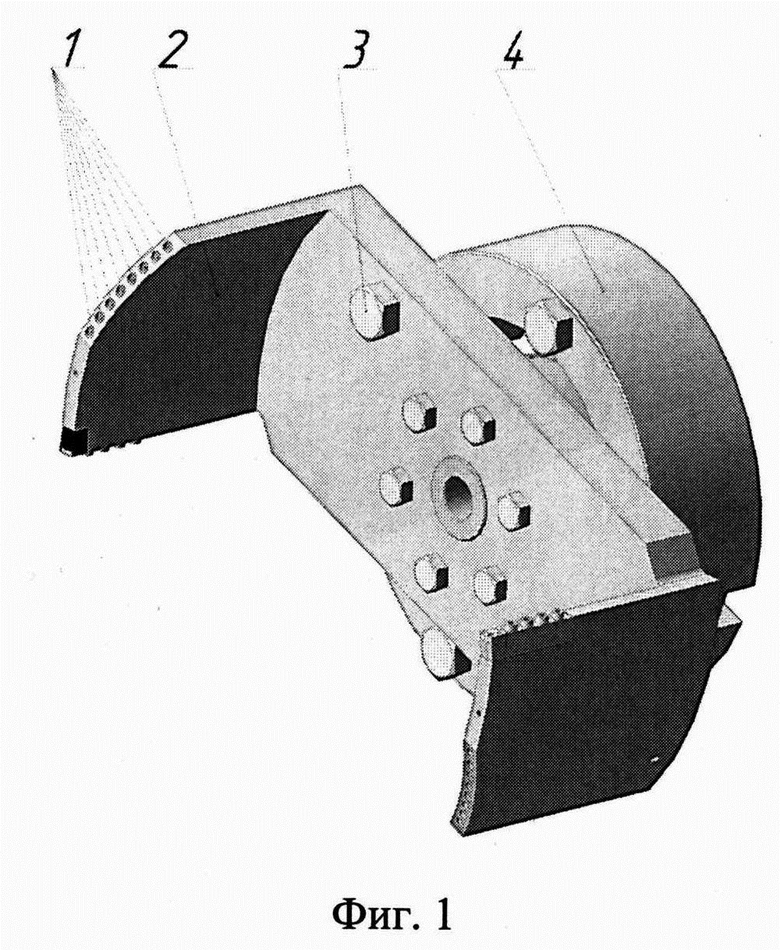
1. Кольцевое демпфирующее сверло для узкопрофильных глубоких кольцевых пазов большого диаметра, содержащее соединенный с хвостовиком цельный корпус с лопастями и с внутренним подводом смазочно-охлаждающей жидкости и резцы со сменными неперетачиваемыми твердосплавными пластинами, установленные в торце корпуса, отличающееся тем, что в торцах лопастей выполнены отверстия, в которых установлены демпфирующие стержни, а на задней поверхности корпуса закреплено болтами демпфирующее опорное кольцо, выполненное из сплава 01Ю5Т, при этом демпфирующие стержни состоят из внешней оболочки, выполненной из сплавов на основе железа и внутреннего вкладыша, выполненного из материала с удельным весом больше удельного веса материала указанной внешней оболочки.
2. Сверло по п. 1, отличающееся тем, что диаметры внутреннего вкладыша демпфирующего стержня и внешней оболочки выполнены в соотношении 0,55:1.
3. Сверло по п. 1, отличающееся тем, что оно содержит от 8 до 12 демпфирующих стержней.
| УСТАНОВКА ДЛЯ | 0 |
|
SU180388A1 |
| КОЛЬЦЕВОЕ СВЕРЛО | 0 |
|
SU343781A1 |
| US 20160305503 A1, 20.10.2016 | |||
| WO 2016102539 A1, 30.06.2016. | |||

