ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области полимерной пленки, в частности к композитной пленке на основе пропиленового полимера, к способу ее приготовления и ее применению, а также к упаковочному материалу, содержащему эту композитную пленку.
УРОВЕНЬ ТЕХНИКИ
Полипропиленовая пленка обычно может быть получена такими способами, как литье и двухосное растяжение, но полипропиленовая пленка, полученная из гомополипропиленового сырья, обычно имеет относительно низкую ударную вязкость. Полипропиленовая пленка часто используется для упаковки, что требует от пленки относительно высокой ударопрочности. В то же время для визуализации и эстетичности содержимого желательно, чтобы пленка также обладала хорошими оптическими свойствами.
Для того, чтобы улучшить ударопрочность полипропиленовой пленки, для ее изготовления можно использовать ударопрочный полипропилен или к полипропилену можно добавить полиолефиновый эластомер, но пленка, полученная вышеуказанными способами, обычно имеет высокую мутность и плохие оптические свойства, такие как как прозрачность. Также возможно одновременное добавление в пленку зародышеобразователя для уменьшения мутности пленки путем измельчения кристаллов в пленке, но этот способ приведет к снижению ударопрочности.
Для того, чтобы улучшить ударопрочность и ударную вязкость пленки, для приготовления пленки также можно использовать метод многослойной совместной экструзии, например, в патентном документе CN 101913279 А используется метод трехслойной совместной экструзии для получения композитной пленки, причем слой в пленке содержит эластомер и полипропилен, смешанные в соотношении 1:10-1:3, а эластомер обеспечивает хорошую ударопрочность. Однако у этого метода есть проблема, заключающаяся в том, что трудно получить однородную дисперсию в случае высокого содержания эластомера, а эластомер обычно имеет плохую текучесть, что вызывает такие проблемы, как неоднородная поверхность пленки и большая разница толщины вдоль машинного направления (MD) и поперечного направления (TD), и поэтому трудно получить пленку с хорошими оптическими свойствами. Более того, существует определенное ограничение на количество добавляемого эластомера. Это связано с тем, что когда количество добавки достигает определенного уровня, возникает проблема разделения фаз, что ограничивает дальнейшее улучшение ударопрочности. В дополнение к этому, во время процесса многослойной совместной экструзии эластомер также будет приводить к сильно различающимся свойствам текучести основного и поверхностных слоев, что еще больше усугубит проблему неоднородной поверхности пленки и, возможно, приведет к неоднородности свойств в различных точках пленки; различные реологические свойства сырья между слоями также влияют на однородность пленки и на оптические и механические свойства пленки.
Существующей пленке на основе пропиленового полимера сложно одновременно иметь хорошие оптические свойства и ударопрочность. В дополнение к этому, когда пропиленовая полимерная пленка используется в упаковочных целях, обычно желательно иметь относительно хорошие свойства термосваривания при относительно низкой температуре термосварки, а пропиленовая полимерная пленка предшествующего уровня техники не может удовлетворять таким требованиям. Кроме того, современные композитные пленки имеют плохую однородность по толщине и свойствам.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
СУЩНОСТБ ИЗОБРЕТЕНИЯ
Принимая во внимание описанный выше предшествующий уровень техники, задачей настоящего изобретения является предложить пленку на основе пропиленового полимера, имеющую низкую мутность и высокую ударопрочность, а также способ ее изготовления. Такая пленка может одновременно обладать хорошей ударопрочностью и оптическими свойствами.
Другой задачей настоящего изобретения является предложить описанную выше пленку, которая может дополнительно обладать хорошими механическими свойствами (такими как способность к растяжению) и/или хорошей термосвариваемостью при относительно низкой температуре термосварки.
Другой задачей настоящего изобретения является предложить прозрачную и ударопрочную композитную пленку на основе пропиленового полимера, которая одновременно обладает хорошей ударопрочностью и оптическими свойствами и имеет хорошую однородность по толщине и свойствам пленки.
Другой задачей настоящего изобретения является предложить способ изготовления композитной пленки, который характеризуется стабильным процессом приготовления и хорошей однородностью получаемой пленки.
В соответствии с настоящим изобретением было обнаружено, что при использовании содержащего определенную эластичную часть пропиленового ударопрочного сополимера в качестве исходного материала по меньшей мере в одном слое композитной пленки, путем экструзионного литья можно получить композитную пленку, содержащую конкретную микроструктуру с однородно диспергированными в форме лент резиновыми фазами, решив тем самым упомянутую задачу.
Таким образом, в соответствии с первым аспектом настоящее изобретение предлагает композитную пленку на основе пропиленового полимера, содержащую по меньшей мере два различных слоя: слой а и слой b;
причем слой а и слой b содержат по меньшей мере один пропиленовый полимер; и
по меньшей мере один из слоя а и слоя b содержит ударопрочный сополимер пропилена;
причем ударопрочный сополимер пропилена содержит эластичную часть, которая образует в композитной пленке диспергированные лентообразные резиновые фазы.
В соответствии со вторым аспектом настоящее изобретение предлагает способ изготовления композитной пленки по настоящему изобретению, содержащий экструзионное литье композиции сырья для формования каждого слоя для формирования композитной пленки.
В соответствии с третьим аспектом настоящее изобретение предлагает использование композитной пленки по настоящему изобретению в области упаковочных материалов.
В соответствии с четвертым аспектом настоящее изобретение предлагает упаковочный материал, содержащий композитную пленку по настоящему изобретению.
Другие аспекты и полезные эффекты настоящего изобретения станут очевидными из следующего подробного описания настоящего изобретения и описания Примеров вместе с чертежами.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Примерные варианты осуществления настоящего изобретения будут более подробно описаны ниже со ссылками на чертежи.
Фиг.1a и Фиг. 1b представляют собой схематические диаграммы для выбора точек отбора проб для пленки по настоящему изобретению.
Фиг. 2 представляет собой полученную с помощью сканирующего электронного микроскопа (SEM) фотографию поперечного сечения образца исходного ударопрочного сополимера пропилена, используемого в Примере А1 в соответствии с настоящим изобретением.
Фиг. 3 представляет собой полученную с помощью атомного силового микроскопа фотографию поперечного сечения пленки примера А1 в соответствии с настоящим изобретением.
Фиг. 4 представляет собой полученную с помощью атомного силового микроскопа фотографию поперечного сечения пленки Сравнительного примера A3 не соответствующего настоящему изобретению.
Фиг. 5 представляет собой полученную с помощью атомного силового микроскопа фотографию поперечного сечения пленки Примера С1 в соответствии с настоящим изобретением.
Фиг. 6а представляет собой полученную с помощью SEM фотографию поперечного сечения образца исходного ударопрочного сополимера пропилена, используемого в Примере Е1 в соответствии с настоящим изобретением.
Фиг. 6b представляет собой полученную с помощью SEM фотографию поперечного сечения образца исходного ударопрочного сополимера пропилена, используемого в Сравнительном примере Е1 не соответствующего настоящему изобретению.
Фиг. 7 представляет собой полученную с помощью атомного силового микроскопа фотографию поперечного сечения пленки Примера Е1 в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящее изобретение предлагает композитную пленку на основе пропиленового полимера, содержащую по меньшей мере два различных слоя: слой а и слой b;
причем слой а и слой b содержат по меньшей мере один пропиленовый полимер; и
по меньшей мере один из слоя а и слоя b содержит ударопрочный сополимер пропилена;
причем ударопрочный сополимер пропилена содержит эластичную часть, которая образует в композитной пленке диспергированные лентообразные резиновые фазы.
Использующийся в настоящем документе термин «диспергированная» означает, что резиновая фаза не распределена непрерывно в композитной пленке. Резиновую фазу можно увидеть, наблюдая через атомный силовой микроскоп (AFM) поперечное сечение композитной пленки, вырезанное в поперечном направлении (TD), как показано черными частями на Фиг. 3, 5 и 7, где резиновая фаза однородно диспергирована в форме множества лент в матрице пленки.
В настоящем документе термин «лента» относится к форме, имеющей соотношение сторон, обычно превышающее 2.
В настоящем документе соотношение сторон (аспектное отношение) относится к отношению продольной оси объекта к его поперечной оси. Продольная ось относится к самому длинному размеру объекта (здесь резиновой фазы), то есть к расстоянию между двумя самыми дальними точками на контуре объекта. Поперечная ось относится к наибольшей длине между точками пересечения с контуром объекта прямой линии, пересекающей контур объекта перпендикулярно продольной оси.
В композитной пленке настоящего изобретения средний размер поперечной оси резиновой фазы может составлять 20-200 нм, более предпочтительно 20-150 нм. Среднее значение соотношения сторон резиновой фазы может составлять 5-20, предпочтительно 5-15.
Размер поперечной оси и соотношение сторон измеряются путем наблюдения с помощью силового атомного микроскопа поперечного сечения композитной пленки, вырезанного вдоль поперечного направления (TD). На основе 200 точек отбора образцов вычисляются средний размер поперечной оси резиновой фазы и среднее значение соотношения сторон резиновой фазы.
Машинное направление (MD) относится к направлению, в котором осуществляется обработка. Поперечное направление (TD) относится к направлению, перпендикулярному к машинному направлению.
В композитной пленке по настоящему изобретению упомянутые резиновые фазы предпочтительно располагаются параллельно друг другу.
В настоящем документе термин «параллельное расположение» означает, что поперечные сечения резиновых фаз располагаются параллельно друг другу вдоль некоторого направления. Небольшое количество частиц резиновой фазы, расположенных в разных направлениях в локальных областях, которые несовместимы с общим направлением расположения частиц резиновой фазы во всей композитной пленке из-за процесса приготовления, а также частицы резиновой фазы, которые не могут быть четко наблюдены из-за процесса приготовления или способа AFM, здесь исключаются.
В настоящем документе «параллельное расположение» включает в себя по существу параллельную ситуацию. Поперечные сечения резиновой фазы имеют угол не более 10 градусов по отношению друг к другу, предпочтительно менее 5 градусов.
Слой а и слой b в настоящем изобретении оба содержат по меньшей мере один пропиленовый полимер и оба состоят из композиции на основе пропилена, но они различаются по конкретной конституции и/или толщине. Вся композитная пленка представляет собой композитную пленку на основе пропиленового полимера, и может также называться полипропиленовой композитной пленкой.
В настоящем изобретении слой а предназначен для использования в качестве основного слоя композитной пленки, то есть слоя, который располагается относительно далеко от среды, с которой композитная пленка должна находиться в контакте во время ее использования. Слой b предназначен для использования в качестве поверхностного слоя композитной пленки, то есть слоя, который располагается близко к среде, с которой композитная пленка должна находиться в контакте во время ее использования, где среда является, например, электролитом, с которым контактирует упаковочный материал батареи.
В соответствии с настоящим изобретением по меньшей мере один из слоя а и слоя b содержит упомянутый ударопрочный сополимер пропилена, имеющий конкретную эластичную часть, так что вся композитная пленка содержит конкретную диспергированную резиновую фазу.
Эластичная часть может выглядеть как сферическая или почти сферическая резиновая фаза на полученной с помощью сканирующего электронного микроскопа микрофотографии образца для ударного испытания ударопрочного сополимера пропилена.
Ударопрочный сополимер пропилена предпочтительно
представляет собой ударопрочный пропиленовый сополимер, содержащий звенья этилена, в котором эластичная часть представляет собой сополимеризованную часть, содержащую звенья этилена, предпочтительно выбираемую из группы, состоящей из пропилен-этиленовой сополимеризованной части и этилен-бутиленовой сополимеризованной части.
Предпочтительно, упомянутый ударопрочный сополимер пропилена содержит гомополимеризованную пропиленовую часть и упомянутую содержащую звенья этилена сополимеризованную часть. Пропиленовая гомополимеризованная часть может содержать изотактическую полимеризованную структуру.
Количество содержащей звенья этилена сополимеризованной части в ударопрочном сополимере пропилена предпочтительно составляет 3-15 мас. %, более предпочтительно 7-12 мас. %, и определяется с помощью 13С NMR.
Количество звеньев этилена в ударопрочном сополимере пропилена предпочтительно составляет 1-14 мас. %, предпочтительно 3-12 мас. % по общей массе ударопрочного сополимера пропилена. В растворимых в ксилоле при комнатной температуре веществах ударопрочного сополимера пропилена содержание звенья этилена предпочтительно составляет не более 40 мас. %. Содержание последовательностей звеньев этилена [ЕЕЕ] предпочтительно составляет не более 20 мас. % и определяется с помощью 13С NMR.
Ударопрочный сополимер пропилена может иметь блочную структуру или содержать блок-сополимер пропилена.
Скорость течения расплава (MFR) ударопрочного сополимера пропилена при 230°С и нагрузке 2,16 кг может составлять 1-10 г/10 мин, предпочтительно 1-8 г/10 мин, и определяется в соответствии со стандартом GB/T 3682-2000.
Пригодные ударопрочные сополимеры пропилена являются коммерчески доступными, как, например, ударопрочный сополимер пропилена производства компании SINOPEC SABIC Petrochemical Со. с торговым названием ЕР200К, ударопрочные сополимеры пропилена производства компании Shanghai Petrochemical Со. с торговыми названиями F200R и M180R, ударопрочный сополимер пропилена производства компании Maoming Petrochemical Со. с торговым названием PPB-M02D и ударопрочный сополимер пропилена производства компании Korean Hyosung с торговым названием J410F.
Ударопрочный сополимер пропилена также может быть приготовлен путем непрерывной полимеризации в присутствии катализатора Циглера-Натта, имеющего высокую стереоселективность. Способ непрерывной полимеризации означает, что процесс приготовления содержит по меньшей мере две стадии, выполняемые последовательно, причем эластичная часть и неэластичная часть готовятся на отдельных стадиях, и, за исключением первой стадии, последняя стадия проводится в присутствии полимера, сформированного на предыдущей стадии, и катализатора, использованного на предыдущей стадии.
Слой а может содержать гомополипропилен и/или статистический сополимер пропилена.
Скорость течения расплава гомополипропилена при 230°С и нагрузке 2,16 кг предпочтительно составляет 2-15 г/10 мин и определяется в соответствии со стандартом GB/T 3682-2000. Гомополипропилен предпочтительно имеет изотактичность более 97% и определяется с помощью 13С NMR. Гомополипропилен предпочтительно имеет молекулярно массовое распределение Mw/Mn от 4,5 до 7,0, которое определяется с помощью гель-проникающей хроматографии (GPC). Пригодные гомополипропилены являются коммерчески доступными, как, например, гомополипропилен производства компании Qingdao Refining & Chemical Со. с торговым названием PPH-FA03, гомополипропилен производства компании Zhongyuan Petrochemical Со. с торговым названием PPH-FA03 и гомополипропилен производства компании Shanghai Petrochemical Со. с торговым названием FC801; либо они могут быть приготовлены обычным для данной области техники способом.
Статистический сополимер пропилена может быть сополимером пропилена и этилена и/или бутена, таким как тройной статистический сополимер этилена, пропилена и бутена, двойной статистический сополимер пропилена и этилена, а также двойной статистический сополимер пропилена и бутена. Скорость течения расплава статистического сополимера пропилена при 230°С и нагрузке 2,16 кг может составлять 2-15 г/10 мин, предпочтительно 2-10 г/10 мин, и определяется в соответствии со стандартом GB/T 3682-2000. Статистический сополимер предпочтительно имеет молекулярно массовое распределение Mw/Mn от 4,5 до 7,0, которое определяется с помощью GPC. Пригодные статистические полимеры пропилена являются коммерчески доступными, как, например, статистический сополимер пропилена производства компании Yanshan Petrochemical Со. с торговым названием F5006 и статистический сополимер пропилена производства компании Shanghai Petrochemical Со. с торговым названием F500EPS, F800EDF или F800EPS; либо они могут быть приготовлены обычным для данной области техники способом.
Слой b может содержать статистический сополимер пропилена. Этот статистический сополимер пропилена был описан выше. Статистический сополимер пропилена в слое b и статистический сополимер пропилена в слое а могут быть одинаковыми или различающимися. Например, слой b может содержать 60-100 мас. % статистического сополимера пропилена.
В одном предпочтительном варианте осуществления по меньшей мере один из слоя а и слоя b может содержать полиолефиновый эластомер для выгодного дополнительного улучшения ударной прочности композитной пленки.
Полиолефиновый эластомер может быть эластомерным сополимером альфа-олефина и этилена. Альфа-олефин предпочтительно представляет собой альфа-олефин С3-С12, более предпочтительно по меньшей мере один, выбираемый из группы, состоящей из пропилена, 1-бутена, 1-гексена и 1-октена. Пригодные полиолефиновые эластомеры являются коммерчески доступными, например полиолефиновый эластомер производства компании Dow с торговой маркой 8200, полиолефиновый эластомер производства компании Dow с торговой маркой 8411, полиолефиновый эластомер производства компании Mitsui с торговой маркой DF640 или DF840, и полиолефиновый эластомер производства компании Exxon с торговой маркой 6102, VM3980 или ЕХАСТ3139; либо они могут быть приготовлены обычным для данной области техники способом.
Когда полиолефиновый эластомер используется в композитной пленке, эластичная часть в ударопрочном сополимере пропилена и полиолефиновый эластомер формируют диспергированную резиновую фазу в композитной пленке, которая имеет форму лент, располагающихся параллельно друг другу. Средний размер поперечной оси такой резиновой фазы также может составлять 20-200 нм, предпочтительно 20-150 нм. Среднее значение соотношения сторон резиновой фазы может составлять 5-20, предпочтительно 5-15. Упомянутые размеры определяются с помощью AFM, как было описано выше.
Присутствие полиолефинового эластомера может выгодно компенсировать возможную проблему неоднородного распределения резиновой фазы в ударопрочном сополимере пропилена, улучшая тем самым однородность различных точек пленки с точки зрения ударопрочности.
В одном предпочтительном варианте осуществления полиолефиновый эластомер имеет соотношение вязкости сдвига η160/η640, равное 1,2-3, предпочтительно 1,7-2,3 при 230°С и скоростях сдвига 160r-1 и 640r-1. Полиолефиновый эластомер имеет вязкость сдвига η640 предпочтительно 100-500 Па⋅с, более предпочтительно 140-400 Па⋅с при 230°С и скорости сдвига 640r-1. Вязкости сдвига η160 и η640 определяются с помощью капиллярного реометра в соответствии со стандартом ISOI1443:2014.
Скорость течения расплава материала, составляющего слой а, (композиции пропиленового полимера) при 230°С и нагрузке 2,16 кг может составлять 2-10 г/10 мин, предпочтительно 2-8 г/10 мин, более предпочтительно 3-7 г/10 мин, и определяется в соответствии со стандартом GB/T 3682-2000.
Скорость течения расплава материала, составляющего слой b (композиции пропиленового полимера) при 230°С и нагрузке 2,16 кг может составлять 2-10 г/10 мин, предпочтительно 3-10 г/10 мин, более предпочтительно 3-9 г/10 мин, более предпочтительно 4-8 г/10 мин, и определяется в соответствии со стандартом GB/T 3682-2000.
Такая скорость течения расплава может выгодно сделать процесс приготовления пленки более устойчивым, чтобы пленка имела лучшую однородность, механические свойства и оптические свойства.
Оба слоя а и b могут содержать упомянутый ударопрочный сополимер пропилена, причем ударопрочный сополимер пропилена в слое а и ударопрочный сополимер пропилена в слое b могут быть одинаковыми или различающимися. Также возможно, чтобы только один слой из слоя а и слоя b содержал упомянутый ударопрочный сополимер пропилена.
Оба слоя а и b могут также содержать упомянутый полиолефиновый эластомер, причем полиолефиновый эластомер в слое а и полиолефиновый эластомер в слое b могут быть одинаковыми или различающимися. Предпочтительно массовое отношение полиолефинового эластомера в слое а к полиолефиновому эластомеру в слое b составляет 6:1-1:6. Также возможно, чтобы только один слой из слоя а и слоя b содержал упомянутый полиолефиновый эластомер.
Оба слоя а и b могут также содержать упомянутый ударопрочный сополимер пропилена и упомянутый полиолефиновый эластомер, причем ударопрочный сополимер пропилена в слое а и ударопрочный сополимер пропилена в слое b могут быть одинаковыми или различающимися, и полиолефиновый эластомер в слое а и полиолефиновый эластомер в слое b могут быть одинаковыми или различающимися.
Также возможно, чтобы только один слой из слоя а и слоя b содержал упомянутый ударопрочный сополимер пропилена, и один или два слоя из слоя а и слоя b содержали упомянутый полиолефиновый эластомер; или чтобы только один слой из слоя а и слоя b содержал упомянутый полиолефиновый эластомер, и один или два слоя из слоя а и слоя b содержали упомянутый ударопрочный сополимер пропилена.
В одном варианте осуществления слой а содержит упомянутый гомополипропилен, упомянутый ударопрочный сополимер пропилена и упомянутый полиолефиновый эластомер, а слой b содержит упомянутый статистический сополимер пропилена и упомянутый полиолефиновый эластомер.
В этом варианте осуществления предпочтительно, чтобы массовое отношение полиолефинового эластомера в слое а к полиолефиновому эластомеру в слое b составляло 2:1-1:4, например 1,5:1, 1:1, 1:1,5, 1:2, 1:2,5, 1:3, 1:3,5, а также любое значение между ними, более предпочтительно 1:1-1:2. При выполнении совместной экструзии двухслойной или многослойной пленки вышеупомянутое массовое отношение полиолефинового эластомера в слое а к полиолефиновому эластомеру в слое b может дополнительно улучшить ударную прочность и оптические свойства композитной пленки, одновременно сделав процесс экструдирования более устойчивым.
В частности, в этом варианте осуществления слой а может содержать 40-90 мас. %, предпочтительно 50-90 мас. %, более предпочтительно 55-75 мас. % упомянутого гомополипропилена, 5-40 мас. %, предпочтительно 10-30 мас. % упомянутого ударопрочного сополимера пропилена и 2-30 мас. %, предпочтительно 5-20 мас. % упомянутого полиолефинового эластомера по общей массе слоя а. Слой b может содержать 40-95 мас. %, предпочтительно 60-95 мас. %, более предпочтительно 75-90 мас. % упомянутого статистического сополимера пропилена и 5-60 мас. %, предпочтительно 5-40 мас. %, более предпочтительно 10-25 мас. % упомянутого полиолефинового эластомера по общей массе слоя b.
Композитная пленка, содержащая такой поверхностный слой и основной слой, может обладать не только превосходными оптическими свойствами, но и повышенной прочностью термосварки.
В таком варианте осуществления однородность толщины и однородность свойств пленки могут быть значительно улучшены, когда оба полиолефиновых эластомера в слое а и в слое b удовлетворяют следующим условиям: отношение вязкости сдвига η160/η640 равно 1,2-3, предпочтительно 1,7-2,3 при 230°С и скоростях сдвига 160r-1 и 640r-1, а вязкость сдвига η640 при 230°С и скорости сдвига 640r-1 равна 100-500 Па⋅с, предпочтительно 140-400 Па⋅с.
В дополнение к этому, предпочтительно, чтобы разница в вязкости сдвига (ηA160-ηB160) при 230°С и скорости сдвига 160r-1 композиции пропиленового полимера, составляющей слой а, и композиции пропиленового полимера, составляющей слой b, и разница в вязкости сдвига (ηA640-ηВ640) при 230°С и скорости сдвига 640r-1 поддерживались на уровнях ≥0, а их отношение (ηА160-ηВ160) / (ηА640-ηВ640) было равно 1-2,6, предпочтительно 1,4-2,5, более предпочтительно 1,5-2,2, так, чтобы однородность пленки по толщине и свойствам могла быть дополнительно улучшена путем регулировки степени соответствия сырья различных слоев по текучести.
В другом варианте осуществления слой а содержит полимер пропилена и упомянутый полиолефиновый эластомер, а слой b содержат упомянутый статистический сополимер пропилена, упомянутый полиолефиновый эластомер и упомянутый ударопрочный сополимер пропилена. Полимер пропилена в слое а может быть выбран из гомополипропилена и/или упомянутого ударопрочного сополимера пропилена. Например, слой а может содержать 70-100 мас. % полимера пропилена.
В этом варианте осуществления предпочтительно, чтобы массовое отношение полиолефинового эластомера в слое а к полиолефиновому эластомеру в слое b составляло 10:1-1:6, предпочтительно 6:1-1:4, более предпочтительно 4:1-1:4, например 3,5:1, 3:1, 2,5:1, 2:1, 1,5:1, 1:1, 1:1,5, 1:2, 1:2,5, 1:3, 1:3,5, а также любое значение между ними. При выполнении совместной экструзии двухслойной или многослойной пленки вышеупомянутое массовое отношение полиолефинового эластомера в слое а к полиолефиновому эластомеру в слое b может дополнительно улучшить ударную прочность и оптические свойства композитной пленки, одновременно сделав процесс экструдирования более устойчивым.
В частности, в таком варианте осуществления слой а может содержать 50-95 мас. %, предпочтительно 70-95 мас. %, более предпочтительно 80-95 мас. % упомянутого полимера пропилена и 5-50 мас. %, предпочтительно 5-30 мас. %, более предпочтительно 5-20 мас. % упомянутого полиолефинового эластомера по общей массе слоя а; слой b может содержать 40-90 мас. %, предпочтительно 50-90 мас. %, более предпочтительно 60-85 мас. % упомянутого статистического сополимера пропилена, 5-40 мас. %,
предпочтительно 5-30 мас. %, более предпочтительно 5-20 мас. % упомянутого полиолефинового эластомера и 2-30 мас. %, предпочтительно 5-20 мас. % упомянутого ударопрочного сополимера пропилена по общей массе слоя b.
Композитная пленка, содержащая такой поверхностный слой и основной слой, может не только иметь улучшенную ударопрочность и улучшенные оптические и механические свойства, но также может и эффективно улучшать прочность термосварки, уменьшая температуру термосварки благодаря синергетическому эффекту между ударопрочным сополимером пропилена, содержащим конкретную резиновую фазу, и другими компонентами в поверхностном слое (слое термосварки).
В другом варианте осуществления слой а содержит упомянутый полиолефиновый эластомер, упомянутый ударопрочный сополимер пропилена и другой тип пропиленового полимера, причем упомянутые другие виды пропиленовых полимеров могут быть выбраны из упомянутого гомополипропилена и/или статистического сополимера пропилена; ка слой b содержит упомянутый статистический сополимер пропилена и упомянутый полиолефиновый эластомер.
В частности, в таком варианте осуществления слой а может содержать 40-90 мас. % ударопрочного сополимера пропилена, 5-40 мас. % других видов пропиленовых полимеров и 2-30 мас. % полиолефинового эластомера, предпочтительно 55-75 мас. % ударопрочного сополимера пропилена, 10-30 мас. % других видов пропиленовых полимеров и 5-20 мас. % полиолефинового эластомера по общей массе слоя а; а слой b может содержать 40-95 мас. % статистического сополимера пропилена и 5-60 мас. % полиолефинового эластомера, предпочтительно 75-90 мас. % статистического сополимера пропилена и 10-25 мас. % полиолефинового эластомера по общей массе слоя b.
Такая композитная пленка может одновременно иметь хорошую ударную прочность, оптические свойства и свойства растяжения, а также может иметь хорошую прочность термосварки при более низких температурах термосварки.
В настоящем документе сумма массовых процентов всех компонентов каждого слоя равна 100 мас. %.
Добавки
Слой а и/или слой b могут дополнительно содержать добавки, традиционно используемые в полимерных пленках, например по меньшей мере одну, выбираемую из группы, состоящей из антиоксидантов, смазок, поглотителей галогенов, светостабилизаторов, термостабилизаторов, красителей, наполнителей, агентов скольжения, поверхностных клейких веществ, экранирующих электромагнитное излучение агентов, антипиренов, изоляционных добавок, средств уменьшения липкости, антистатиков и т.п.
Например, антиоксидант может быть использован для улучшения устойчивости композитной пленки к окислению во время обработки. Антиоксидант может быть обычно используемым в данной области техники, например может выбираться из группы, состоящей из антиоксиданта 1076, антиоксиданта 1010, антиоксиданта 168, тиоэфирных антиоксидантов (таких как DLTP, DSTP) и т.п.Содержание антиоксиданта может составлять 0,1-0,8 м.ч., предпочтительно 0,2-0,4 м.ч. на 100 м.ч. общей массы слоя.
Для того, чтобы улучшить другие свойства композитной пленки или обеспечить композитную пленку другими свойствами (такими как трение, стабильность, цвет, антистатическое свойство, прочность, электрическая проводимость, изоляция, свойство скольжения, поверхностная адгезия, электромагнитное экранирование, свойство антипирена, антиблокирующий эффект и т.д.), композитная пленка может дополнительно содержать другие добавки, традиционно используемые в этой области техники, например по меньшей мере одну, выбираемую из группы, состоящей из смазок, поглотителей галогенов, светостабилизаторов, термостабилизаторов, красителей, наполнителей, агентов скольжения, поверхностных клейких веществ, экранирующих электромагнитное излучение агентов, антипиренов, изоляционных добавок, средств уменьшения липкости и антистатиков. Эти добавки могут использоваться в обычном количестве, например на 100 м.ч. Общей массы слоя соответствующее содержание других добавок может составлять 0,01-0,5 м.ч., предпочтительно 0,05-0,3 м.ч., более предпочтительно 0,05-0,15 м.ч., если явно не указано иное.
Например, к композитной пленке может быть добавлена смазка. Смазка может быть смазкой PEG и/или моноглицеридной смазкой. На 100 м.ч. общей массы слоя содержание смазки может составлять 0,01-0,5 м.ч., предпочтительно 0,05-0,2 м.ч.
Модифицированный полярным мономером полипропилен может быть добавлен как поверхностное клейкое вещество к композитной пленке по настоящему изобретению, улучшая тем самым связывание на границе между композитной пленкой и другим материалом и обеспечивая высокоадгезивную ударопрочную пропиленовую полимерную композитную пленку. Упомянутый модифицированный полярным мономером полипропилен в частности добавляется к слою b.
В одном предпочтительном варианте осуществления по своей общей массе слой а может содержать 40-90 мас. %, предпочтительно 50-85 мас. % гомополипропилена, 5-45 мас. %, предпочтительно 10-30 мас. % ударопрочного сополимера пропилена и 2-40 мас. %, предпочтительно 5-20 мас. % полиолефинового эластомера; а слой b по своей массе содержит 40-99 мас. %, предпочтительно 70-90 мас. % статистического сополимера пропилена, 0-30 мас. %, предпочтительно 5-15 мас. % полиолефинового эластомера и 1-30 мас. %, предпочтительно 5-15 мас. % модифицированного полярным мономером полипропилена.
В другом предпочтительном варианте осуществления по своей общей массе слой а может содержать 50-100 мас. %, предпочтительно 75-95 мас. % полипропилена и 0-50 мас. %, предпочтительно 5-25 мас. % полиолефинового эластомера; а слой b по своей массе может содержать 30-90 мас. %, предпочтительно 60-85 мас. % статистического сополимера пропилена, 5-40 мас. %, предпочтительно 5-20 мас. % полиолефинового эластомера, 2,5-20 мас. %, предпочтительно 5-10 мас. % ударопрочного сополимера пропилена и 2,5-20 мас. %, предпочтительно 5-10 мас. % модифицированного полярным мономером полипропилена.
Полярный мономер в модифицированном полярным мономером полипропилене может быть по меньшей мере одним, выбираемым из группы, состоящей из содержащих гидроксильную группу сомономеров, содержащих цианогруппу сомономеров и ангидридных мономеров. Содержащий гидроксильную группу сомономер предпочтительно представляет собой гидроксикислоту и/или виниловый спирт. Содержащий цианогруппу сомономер предпочтительно представляет собой цианоакрилат. Ангидридный мономер предпочтительно представляет собой малеиновый ангидрид и/или итаконовый ангидрид, более предпочтительно малеиновый ангидрид. Полипропилен с привитым малеиновым ангидридом (РР-g-МАН) имеет как полярные группы, так и олефиновые неполярные сегменты, и обладает основными физическими свойствами исходного полипропилена, такими как высокая кристалличность, высокая прочность, высокая ударопрочность и т.д., а также повышенной адгезией к другим материалам.
Модифицированный полярным мономером полипропилен является коммерчески доступным, например, модифицированный малеиновым ангидридом полипропилен производства компании Mitsui с торговой маркой QF551A, модифицированный малеиновым ангидридом полипропилен производства компании Bio-master с торговой маркой CMG9801, и модифицированный малеиновым ангидридом полипропилен производства компании Exxon с торговой маркой РО1015.
В композитную пленку по настоящему изобретению может быть дополнительно добавлен проводящий наполнитель, улучшая тем самым антистатические свойства композитной пленки. Проводящий наполнитель предпочтительно добавляется к слою b. На 100 м.ч. матричного полимера в слое b проводящий наполнитель может быть добавлен в количестве 0,1-10 м.ч., предпочтительно 0,5-4,5 м.ч.
Проводящий наполнитель может быть, например, по меньшей мере одним, выбираемым из группы, состоящей из сажи, графита, углеродных нанотрубок, углеродных волокон, проводящих металлических частиц, проводящих металлических волокон и оксидов металлов. Проводящий наполнитель из сажи включает в себя, не ограничиваясь этим, по меньшей мере одно, выбираемое из группы, состоящей из ацетиленовой сажи, суперпроводящей сажи и экстрапроводящей сажи. Графитовый проводящий наполнитель включает в себя, не ограничиваясь этим, по меньшей мере одно, выбираемое из группы, состоящей из природного графита, расширяемого графита, расширенного графита и графена. Проводящий наполнитель из углеродных нанотрубок включает в себя, не ограничиваясь этим, однослойные углеродные нанотрубки с немодифицированной поверхностью или с модифицированной поверхностью и/или многослойные углеродные нанотрубки. Проводящий металл в проводящих металлических частицах и проводящих металлических волокнах может независимо представлять собой по меньшей мере один металл, выбираемый из группы, состоящей из серебра, алюминия, меди, железа, никеля и нержавеющей стали. Проводящий наполнитель с металлическим покрытием может быть по меньшей мере одним, выбираемым из группы, состоящей из покрытых свинцом, никелированных, посеребренных стеклянных шариков, стеклянных волокон и чешуек слюды. Оксид металла включает в себя, не ограничиваясь этим, по меньшей мере один, выбираемый из группы, состоящей из оксида титана, оксида цинка, оксида олова, оксида индия и оксида кадмия. Антистатическая пропиленовая полимерная пленка может быть получена путем добавления проводящего наполнителя, и ее поверхностное удельное сопротивление может составлять 102-108 Ом, предпочтительно 102-104 Ом при определении электрометром Keithley 6517 В. Антистатические свойства пленки является долговременными и менее подвержены влиянию влажности окружающей среды.
В дополнение к этому, к композитной пленке может быть добавлен электромагнитный экранирующий агент для получения электромагнитной экранирующей пленки. Электромагнитный экранирующий агент предпочтительно добавляется к слою b. Электромагнитный экранирующий агент может быть проводящим металлическим наполнителем и/или углеродным материалом. Проводящий металлический наполнитель предпочтительно представляет собой проводящие металлические частицы и/или проводящие металлические волокна. Металл в проводящих металлических частицах и проводящих металлических волокнах может независимо представлять собой по меньшей мере один металл, выбираемый из группы, состоящей из серебра, алюминия, меди, железа, никеля и нержавеющей стали. Углеродный материал предпочтительно представляет собой одно или более из углеродной сажи, графита, графена и углеродных нанотрубок. Количество добавляемого электромагнитного экранирующего агента может составлять 5-30 м.ч., предпочтительно 15-25 м.ч. на 100 м.ч. матричного полимера в слое b. Эффективность электромагнитного экранирования полученной композитной пленкой может достигать ≥25 дБ, предпочтительно ≥28 дБ при определении с помощью испытательного оборудования для коаксиальных фланцев в соответствии со стандартом SJ20524, где диапазон частот электромагнитных волн составляет от 50 МГц до 1 ГГц.
Электромагнитный экранирующий агент также может использоваться в комбинации со связующим веществом. Связующее вещество может улучшить совместимость между матричным полимерным компонентом (компонентом смолы) пропиленовой полимерной композиции и электромагнитным экранирующим агентом, и его тип, использование и количество могут быть выбраны обычным образом в данной области техники, например связующее вещество может быть выбрано из титанатных связующих агентов, выбираемых из группы, состоящей из моноалкоксититаната, моноалкилпирофосфатного титаната, координационного титаната и хелатного титаната; предпочтительно титанатный связующий агент выбирается из тетрабутилтитаната и/или тетраизопропилтитаната. Содержание связующего вещества может составлять 1-6 м.ч., предпочтительно 4-6 м.ч на 100 м.ч. матричного полимерного компонента.
Антипирен может быть дополнительно добавлен к композитной пленке для улучшения свойств огнестойкости. Например, он может быть добавлен к слоям а и/или b, а также может быть добавлен к дополнительному слою с, и в этом случае слой с является огнестойким функциональным слоем. Например, слой с может содержать 30-80 мас. %, предпочтительно 40-70 мас. %, предпочтительно 40-90 мас. % а пропиленового полимера и м мас. %, предпочтительно 30-60 мас. % антипирена по общей массе слоя с. Это может обеспечить кислородный индекс ≥21%, предпочтительно ≥23%, определяемый в соответствии с методом стандарта GB/T 2406-2008.
Антипирен может быть по меньшей мере одним, выбираемым из группы, состоящей из гидроксидов металлов или неметаллов и/или гидратов оксидов, антипиренов на основе фосфора, антипиренов на основе бора, антипиренов на основе сурьмы и вспучивающихся антипиренов. Металлический или неметаллический гидроксид и/или гидрат оксида может быть по меньшей мере одним, выбираемым из группы, состоящей из гидроксидов алюминия, магния, бора и цинка и слоистых двойных гидроксидов металлов; фосфорный антипирен может быть по меньшей мере одним, выбираемым из группы, состоящей из красного фосфора, фосфатных солей, полифосфатных солей и сложных эфиров фосфорной кислоты; борный антипирен может представлять собой борную кислоту и/или боратную соль, а боратная соль предпочтительно представляет собой борат аммония и/или борат цинка; антипирен на основе сурьмы может быть по меньшей мере одним, выбираемым из группы, состоящей из трехокиси сурьмы, пятиокиси сурьмы и антимоната натрия; вспучивающийся антипирен представляет собой по меньшей мере два, выбираемых из группы, состоящей из серной кислоты, пентаэритрита или его димера или тримера, бутантетраола, циклогексан-гексаола, сорбита, глюкозы, мальтозы, крахмала, резорцина, полифосфата аммония, дициандиамида, меламина, мочевины, меламина, глицина, расширяемого графита и углеродных нанотрубок. В одном варианте осуществления антипирен представляет собой вспучивающийся антипирен, предпочтительно смесь полифосфата аммония и пентаэритрита, в частности с массовым отношением полифосфата аммония к пентаэритриту 0,5-5:1. В другом варианте осуществления антипирен представляет собой смесь гидроксида магния и гидроксида алюминия, в частности с массовым отношением гидроксида магния к гидроксиду алюминия 0,5-2:1. Огнезащитная полипропиленовая пленка, полученная путем добавления антипирена, имеет преимущества, заключающиеся в простоте обработки, хороших свойствах и т.п.
Для того, чтобы придать композитной пленке окрашенный вид, в нее может быть добавлен краситель. Краситель может быть обычным для данной области техники, включая, но не ограничиваясь этим, по меньшей мере один из азопигментов, фталоцианиновых пигментов, гетероциклических пигментов, лаковых пигментов, красителей, флуоресцентных отбеливающих агентов и флуоресцентных пигментов. Все вышеупомянутые красители являются коммерчески доступными. Краситель предпочтительно добавляется к слою а. Содержание красителя может составлять 0,1-1 м.ч., предпочтительно 0,3-0,8 м.ч. на 100 м.ч. матричного полимера в слое а. Слой а также может содержать диспергирующий агент.Диспергирующий агент может улучшить обрабатываемость и однородность между матричным полимерным компонентом и красителем слоя а, и его тип, использование и количество могут быть выбраны обычным для данной области техники образом. Например, диспергирующий агент может представлять собой низкомолекулярный полиэтиленовый воск, а его содержание может составлять 20-30 мас. % по массе красителя.
К композитной пленке по настоящему изобретению может быть дополнительно добавлен агент, повышающий скольжение. Агент, повышающий скольжение, может быть амидным агентом, повышающим скольжение, предпочтительно по меньшей мере одним из эрукамида, олеамида, стеарамида, бегенамида, стеарилэрукамида и этиленбисстеарамида. Альтернативно повышающий скольжение агент может представлять собой смесь амидного скользящего вещества и устойчивого к миграции скользящего вещества, где амидное скользящее вещество предпочтительно представляет собой по меньшей мере одно из эрукамида, олеамида, стеарамида, бегенамида, стеарилэрукамида и этиленбисстеарамида. Стойкий к миграции скользящий агент предпочтительно представляет собой по меньшей мере одно из микрочастиц политетрафторэтилена, микрочастиц полиимида, микрочастиц полиамида, микрочастиц поликарбоната, силикона, нанокарбоната кальция, слюды и нанокремнезема. Предпочтительно массовое отношение амидного скользящего агента к устойчивому к миграции скользящему агенту составляет 1:20-1:1, предпочтительно 1:10-1:2. Размер частиц устойчивого к миграции скользящего агента, содержащегося в скользящем агенте, может находиться в диапазоне 0,1-5 мкм, предпочтительно 0,3-2 мкм.
Скользящий агент может быть добавлен к слою а и/или слою b в количестве 0,01-1,5 мас. %, предпочтительно 0,08-0,6 мас. % по общей массе соответствующего слоя.
Предпочтительно скользящий агент добавляется и к слою а, и к слою b.
Молекулярная масса амидного скользящего агента в скользящем агенте в слое b предпочтительно не меньше, чем молекулярная масса амидного скользящего агента в скользящем агенте в слое а.
Особенно предпочтительно к слою а добавлять амидный скользящий агент, а к слою b добавлять смесь амидного скользящего агента и устойчивого к миграции скользящего агента.
При добавлении композитного скользящего агента в поверхностный слой улучшается начальное свойство скольжения пленки, а устойчивая к миграции часть скользящего агента в композитном скользящем агенте может обеспечить часть свойства скольжения без потребности в процессе осаждения, и регулируя диапазон размеров частиц, можно гарантировать, что свойство термосваривания и оптические свойства пленки не будут изменяться. В дополнение к этому, амидный скользящий агент в поверхностном слое также может обеспечивать некоторое свойство скольжения, дополнительно уменьшать коэффициент трения пленки и улучшать начальное свойство скольжения пленки. С другой стороны, использование композитного агента скольжения и соответствие между скользящими агентами во внутренних и поверхностных слоях обеспечивают хорошее скольжение при высоких температурах и сохранение свойства термосварки.
Полученная композитная пленка может иметь коэффициент поверхностного трения<0,3, предпочтительно ≤0,23; и после нагревания при 60°С в течение 24 ч изменение коэффициента поверхностного трения пленки составляет ≤0,02, предпочтительно ≤0,01.
Кроме того, к композитной пленке по настоящему изобретению может быть добавлена изолирующая добавка, так что можно улучшить электроизоляционные свойства полимерной пропиленовой композитной пленки. Предпочтительно в качестве изолирующей добавки можно использовать привитой пропиленовый полимер.
Привитой пропиленовый полимер может быть добавлен к слою а и/или слою b. Привитой пропиленовый полимер может быть добавлен в количестве 5-45 мас. % по общей массе соответствующего слоя.
В одном предпочтительном варианте осуществления слой а по своей общей массе содержит 50-90 мас. %, предпочтительно 55-75 мас. % гомополипропилена, 5-45 мас. %, предпочтительно 10-30 мас. % привитого пропиленового полимера и 2-40 мас. %, предпочтительно 5-20 мас. % полиолефинового эластомера; а слой b по своей общей массе содержит 40-100 мас. %, предпочтительно 70-90 мас. % статистического сополимера пропилена и 0-60 мас. %, предпочтительно 10-30 мас. % полиолефинового эластомера.
В другом варианте осуществления слой а по своей общей массе содержит 50-100 мас. %, предпочтительно 75-95 мас. % м и 0-50 мас. %, предпочтительно 5-25 мас. % полиолефинового эластомера; а слой b по своей общей массе содержит 50-90 мас. %, предпочтительно 60-85 мас. % статистического сополимера пропилена, 5-40 мас. %, предпочтительно 5-20 мас. % полиолефинового эластомера и 2-40 мас. %, предпочтительно 5-20 мас. % привитого пропиленового полимера.
Привитой пропиленовый полимер может содержать структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из прививочных и привитых мономеров.
Прививочные мономеры могут быть выбраны из группы, состоящей из акрилатов; акрилов; стиролов; алкенилсодержащих силанов; алкенилсодержащих гетероциклических мономеров и комбинаций ангидридов, содержащих по меньшей мере один олефиновый ненасыщенный и алкенилсодержащий полимеризующиеся мономеры.
Привитой пропиленовый полимер может иметь скорость течения расплава при 230°С и нагрузке 2,16 кг, равную 0,01-30 г/10 мин, предпочтительно 0,05-20 г/10 мин, еще более предпочтительно 0,1-10 г/10 мин, и еще более предпочтительно 0,2-8 г/10 мин.
Сополипропилен может представлять собой сополимер пропилена, содержащий этилен или высший а-олефин, или их смесь. В частности, сомономер сополипропилена представляет собой по меньшей мере один сомономер, выбираемый из группы, состоящей из этилена и α-олефинов С4-С8. α-олефин С4-С8 включает в себя, не ограничиваясь этим, по меньшей мере одно из 1-бутена, 1-пентена, 4-метил-1-пентена, 1-гексена, 1-гептена и 1-октена. Сомономер предпочтительно представляет собой этилен и/или 1-бутен, более предпочтительно сополипропилен состоит из пропилена и этилена.
В дополнение к вышеперечисленным композиционным особенностям сополипропилен имеет по меньшей мере одну из следующих особенностей: содержание сомономера 0,5-30 мол. %, предпочтительно 4-25 мол. %; содержание растворимых в ксилоле веществ 2-80 мас. %, предпочтительно 18-75 мас. %, еще более предпочтительно 30-70 мас. %; содержание сомономера в растворимых веществах 10-70 мас. %, предпочтительно 10-50 мас. %, еще более предпочтительно 20-35 мас. %; отношение характеристической вязкости растворимых веществ к полипропилену 0,3-5, предпочтительно 0,5-3, более предпочтительно 0,8-1,3; скорость течения расплава при 230°С и нагрузке 2,16 кг 0,01-60 г/10 мин, предпочтительно 0,05-35 г/10 мин, еще более предпочтительно 0,5-15 г/10 мин; температура плавления (Tm) выше 100°С, предпочтительно 110-180°С, еще более предпочтительно 120-170°С; и среднемассовая молекулярная масса 20×104-60×104 г/моль.
Сополипропилен может представлять собой любой коммерчески доступный полипропиленовый порошок, а также может быть получен с помощью обычного процесса полимеризации, описанного в литературе. Например, его можно получить в соответствии со способами, описанными в патентных документах CN 101679557 А и CN 101058654 А.
В одном варианте осуществления привитой пропиленовый полимер может содержать структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из акрилатных мономеров и опционально акриловых мономеров и привитых к ним. В расчете на массу привитого пропиленового полимера содержание привитых структурных звеньев, полученных из акрилатных мономеров и необязательных акриловых мономеров, может составлять 0,3-7 мас. %, предпочтительно 0,8-5 мас. %. В привитом пропиленовом полимере молярное отношение структурных звеньев, полученных из акрилатных мономеров, к структурным звеньям, полученным из акриловых мономеров, может составлять 1:0-2, предпочтительно 1: 0,125-1.
Акрилатный мономер в качестве привитого мономера может быть любым мономерным акрилатным соединением, способным к свободнорадикальной полимеризации, и может быть по меньшей мере одним из мономеров, имеющих структуру, представленную формулой I;

где каждый из R1, R2 и R3 независимо выбирается из Н, алкилов с прямой цепью C1-C6 и разветвленных алкилов C3-C6; R4 выбирается из следующих замещенных или незамещенных групп: алкилы с прямой цепью С1-С20, разветвленные алкилы С3-С12, циклоалкилы С3-С12, алкиленоксидные группы С3-С12 и алкил еноксидные алкилы С3-С12, а заместителя представляет собой по меньшей мере одно из галогена, аминогруппы и гидроксильной группы.
Предпочтительно акрилатный мономер представляет собой по меньшей мере один мономер, выбираемый из группы, состоящей из метил(мет)акрилата, втор-бутил(мет)акрилата, этил(мет)акрилата, н-бутил(мет)акрилата, изобутил(мет)акрилата, трет-бутил(мет)акрилата, изооктил(мет)акрилата, лаурил(мет)акрилата, кокоолеат(мет)акрилата, октадецил(мет)акрилата,
диметиламиноэтил(мет)акрилата, диэтиламиноэтил(мет)акрилата, диметиламинопропил(мет)акрилата и глицидил(мет)акрилата.
Акриловый мономер может представлять собой любое мономерное акриловое соединение, способное к свободнорадикальной
полимеризации, и может быть по меньшей мере одним из мономеров, имеющих структуру, представленную формулой II;

где каждый из R1, R2 и R3 независимо выбирается из Н, алкилов с прямой цепью C1-C6 и разветвленных алкилов С3-С6.
Предпочтительно акриловый мономер представляет собой по меньшей мере один мономер, выбираемый из группы, состоящей из акриловой кислоты, метакриловой кислоты и 2-этилакриловой кислоты.
Алкилалкиленоксид С3-С12 в настоящем изобретении относится к замещенной алкиленоксидной группой алкильной группе, имеющей 3-12 атомов углерода, например оксиранилметилу.
Б настоящем изобретении структурные звенья, полученные из акриловых мономеров, могут отсутствовать, и могут также присутствовать вместе со структурными звеньями, полученными из акрилатных мономеров. Предпочтительно молярное отношение структурных звеньев, полученных из акрилатных мономеров, к структурным звеньям, полученным из акриловых мономеров, составляет1:0-2, предпочтительно 1:0, 125-1.
Отношение общей массы акрилатных мономеров и необязательных акриловых мономеров к массе сополипропилена составляет 0,1-10:100, предпочтительно 0,5-8:100, и более предпочтительно 0,8-7:100. Полярное отношение акрилатных мономеров к акриловым мономерам составляет 1:0-2, предпочтительно 1:0,125-1.
Б другом варианте осуществления привитой пропиленовый полимер может содержать структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из мономеров стирола. Б расчете на массу привитого пропиленового полимера содержание привитых структурных звеньев, полученных из мономеров стирола, в привитом пропиленовом полимере может составлять 0,5-14 мас. %, предпочтительно 1-7,5 мас. %, и более предпочтительно 1, 5-5 мас. %.
Мономер стирола в качестве привитого мономера может представлять собой любое мономерное соединение стирола, способное к свободнорадикальной полимеризации, и может быть по меньшей мере одним соединением, выбираемым из группы, состоящей из мономеров, имеющих структуру формулы III, мономеров, имеющих структуру формулы IV и мономеров, имеющих структуру формулы V;

где каждый из R1, R2, R3 независимо выбирается из Ни замещенного или незамещенного алкила C1-C6; каждый из R4-R2 независимо выбирается из Н, галогена, гидроксида, аминогруппы, группы фосфорной кислоты, группы су ль фоновой кислоты, замещенного или незамещенного алкила С1-С12, замещенного или незамещенного циклоалкила С3-С12, замещенного или незамещенного алкокси С1-С12, замещенной или незамещенной сложноэфирной группы C1-C12 и замещенной или незамещенной аминогруппы С1-С12, а группа заместителя выбирается из галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфоновой кислоты, алкила C1-С12, циклоалкила C3-C12, алкоксигруппы C1-C12, сложноэфирной группы C1-C12; и аминогруппы С1-С12; предпочтительно каждый из R1, R2, R3 независимо выбирается из Н и замещенного или незамещенного алкила C1-C3, каждый из R4-R8 независимо выбирается из H, галогена, гидроксила, аминогруппы, замещенного или незамещенного алкила C1-C6 и замещенной или незамещенной алкоксигруппы C1-C6;

где каждый из R1, R2, R3 независимо выбирается из Н, замещенного или незамещенного алкила C1-C6; каждый из R4-R10 независимо выбирается из Н, галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфоновой кислоты, замещенного или незамещенного алкила С1-С12, замещенного или незамещенного циклоалкила C3-C12, замещенного или незамещенного алкокси С1-С12, замещенной или незамещенной сложноэфирной группы C1-C12 и замещенной или незамещенной аминогруппы С1-С12, а группа заместителя выбирается из галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфоновой кислоты, алкила C1-С12, циклоалкила C3-C12, алкокси C1-C12, сложноэфирной группы С1-С12 и аминогруппы C1-C12; предпочтительно каждый из R1, R2, R3 независимо выбирается из Н, замещенного или незамещенного алкила C1-C3, каждый из R4-R10 независимо выбирается из Н, галогена, гидроксила, аминогруппы, замещенного или незамещенного алкила C1-С6 и замещенного или незамещенного алкокси C1-C6, а группа заместителя выбирается из галогена, гидроксила, аминогруппы, алкила C1-C6 и алкокси C1-C6;

где каждый из R1', R2', R3(независимо выбирается из Н, замещенного или незамещенного алкила C1-C6; каждый из R4'-R10(независимо выбирается из Н, галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфоновой кислоты, замещенного или незамещенного алкила С1-С12, замещенного или незамещенного циклоалкила С3-С12, замещенного или незамещенного алкокси С1-С12, замещенной или незамещенной сложноэфирной группы С1-С12 и замещенной или незамещенной аминогруппы С1-С12, а группа заместителя выбирается из галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфоновой кислоты, алкила С1-С12, циклоалкила С3-С12, алкокси С1-С12, сложноэфирной группы С1-С12 и аминогруппы C1-C12; предпочтительно каждый из R1', R2', R3(независимо выбирается из Н, замещенного или незамещенного алкила С1-С3, каждый из R4'-R10(независимо выбирается из Н, галогена, гидроксила, аминогруппы, замещенного или незамещенного алкила C1-С6 и замещенного или незамещенного алкокси C1-C6, и группа заместителя выбирается из галогена, гидроксила, аминогруппы, алкила C1-C6 и алкокси C1-C6.
Предпочтительно мономер стирола может быть по меньшей мере одним из группы, состоящей из стирола, α-метилстирола, 1-винилнафталина, 2-винилнафталина, монозамещенного или полизамещенного стирола, монозамещенного или полизамещенного α-метилстирола, монозамещенного или полизамещенного 1-винилнафталина и монозамещенного или полизамещенного 2-винилнафталина; заместитель предпочтительно представляет собой по меньшей мере одно, выбираемое из галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфоновой кислоты, линейного алкила C1-C8, разветвленного алкила или циклоалкила С3-С8, линейного алкокси C1-C6, разветвленного алкокси или циклоалкокси С3-С8, линейной сложноэфирной группы С1-С8, разветвленной сложноэфирной группы или циклической сложноэфирной группы С3-С8, линейной аминогруппы С1-C8 и разветвленной аминогруппы или циклической аминогруппы С3-С8.
Более предпочтительно мономер стирола представляет собой по меньшей мере один мономер, выбираемый из группы, состоящей из стирола, α-метилстирола, 2-метилстирола, 3-метилстирола и 4-метилстирола.
Массовое отношение стирольного мономера к сополипропилену может составлять 0,5-16:100, предпочтительно 1-12:100, и еще более предпочтительно 2-10:100.
В другом варианте осуществления привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из алкенилсодержащих силановых мономеров. В расчете на массу привитого пропиленового полимера содержание в привитом пропиленовом полимере b привитых структурных звеньев, полученных из алкенилсодержащих силановых мономеров, может составлять 0,2-6 мас. %, предпочтительно 0,2-2,5 мас. %.
Ал кенилсодержащий силановый мономер в качестве привитого мономера может представлять собой любое мономерное силановое соединение, способное к свободнорадикальной полимеризации, а алкенилсодержащий силановый мономер может быть по меньшей мере одним из мономеров, имеющих структуру формулы VI,

где R1 представляет собой алкенил С2-С12, предпочтительно мононенасыщенный алкенил; каждый из R2, R3 и R4 независимо выбирается из замещенного или незамещенного линейного алкила С1-C12, замещенного или незамещенного разветвленного алкила С3-С12, замещенного или незамещенного алкокси С1-С12 и замещенного или незамещенного ацилокси C1-C12; предпочтительно R1 представляет собой алкенил C2-C6, предпочтительно мононенасыщенный алкенил; каждый из R2, R3 и R4 независимо выбирается из замещенного или незамещенного линейного алкила C1-C6, замещенного или незамещенного разветвленного алкила С3-С6, замещенного или незамещенного алкокси С1-С6, замещенного или незамещенного ацилокси C1-C6.
Более предпочтительно алкенилсодержащий силановый мономер представляет собой по меньшей мере одно вещество, выбираемое из группы, состоящей из винилтриэтоксисилана, винилтриметоксисилана, винилтриизопропоксисилана, винилтри-трет-бутоксисилана, винилтриацетоксисилана, метилвинилдиметоксисилана, этилвинилдиэтоксисилана, аллилтриэтоксисилана, аллилтриметоксисилана, аллилтриизопропоксисилана, винилтрис(β-метоксиэтокси)силана, аллилтрис(β-метоксиэтокси)силана, аллилтри-трет-бутоксисилана, аллилтриацетоксисилана, метилаллилдиметоксисилана и этилаллилдиэтоксисилана.
Массовое отношение алкенилсодержащего силанового мономера к сополипропилену может составлять 0,5-12:100, предпочтительно 0,8-9:100, и еще более предпочтительно 1-6:100.
В другом варианте осуществления привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, структурные звенья, полученные из ангидридных мономеров, и структурные звенья, полученные из алкенилсодержащих полимеризующихся мономеров. Алкенилсодержащий полимеризующийся мономер может быть по меньшей мере одним, выбираемым из группы, состоящей из винилацетата, стирола, α-метилстирола, (мет)акрилата, винилалкилового эфира, винилпирролидона, винилпиридина, винилимидазола и акрилонитрила. Ангидрид предпочтительно выбирается из малеинового ангидрида и/или итаконового ангидрида. Содержание привитых структурных звеньев, полученных из ангидридных мономеров и алкенилсодержащих полимеризующихся мономеров, может составлять 0,1-5 мас. %, предпочтительно 0,4-3 мас. %. Содержание привитых структурных звеньев, полученных из ангидридных мономеров, может составлять 0,05-2 мас. %, предпочтительно 0,2-0,7 мас. %. Молярное отношение структурных звеньев, полученных из ангидридных мономеров, к структурным звеньям, полученным из алкенилсодержащих полимеризующихся мономеров, может составлять 1:1-20, предпочтительно 1:1-10. Алкенилсодержащий полимеризующийся мономер в качестве привитого мономера предпочтительно представляет собой по меньшей мере один из мономеров, имеющих структуру Формулы 1,

где каждый из R1, R2 и R3 независимо выбирается из Н и замещенного или незамещенного алкила; R4 выбирается из замещенного или незамещенного алкила, замещенного или незамещенного алкокси, замещенного или незамещенного арила, замещенной или незамещенной сложноэфирной группы, замещенного или незамещенного карбоксила, замещенного или незамещенного циклоалкила или гетероциклической группы, и цианогруппы.
Предпочтительно каждый из R1, R2 и R3 независимо выбирается из Н и замещенного или незамещенного алкила C1-C6; предпочтительно каждый из R1, R2 и R3 независимо выбирается из Н и замещенного или незамещенного алкила C1-C3; R4 выбирается из замещенного или незамещенного алкила C1-C20, замещенного или незамещенного алкокси С1-С20, замещенного или незамещенного арила C6-C20, замещенной или незамещенной сложноэфирной группы C1-C20 замещенного или незамещенного карбоксила C1-С20, замещенного или незамещенного циклоалкила или гетероциклической группы С3-С20 и цианогруппы; группа заместителя представляет собой галоген, гидроксил, аминогуппу, алкил С1-C6, циклоалкил С3-С6; предпочтительно R4 выбирается из замещенного или незамещенного алкила С1-С12, замещенного или незамещенного алкокси С1-С12, замещенного или незамещенного арила C6-C12, замещенной или незамещенной сложноэфирной группы С1-С12, замещенного или незамещенного карбоксила С1-С12, замещенного или незамещенного циклоалкила или гетероциклической группы С3-С12 и цианогруппы, а группа заместителя представляет собой галоген, алкил C1-C6 и циклоалкил C3-C6; более предпочтительно R4 выбирается из замещенного или незамещенного алкила C1-C6, замещенного или незамещенного алкокси С1-С12, замещенного или незамещенного арила C6-C8, замещенной или незамещенной сложноэфирной группы С1-С6, замещенного или незамещенного карбоксила C1-C6, замещенного или незамещенного циклоалкила или гетероциклической группы C3-C6 и цианогруппы. Особенно предпочтительно гетероциклическая группа выбирается из имицазолила, пиразолила, карбазолила, пирролидиноновой группы, пирицила, пиперидинила, капролактамовой группы, пиразинила, тиазолила, пуринила, морфолинила и океазолинила.
Более предпочтительно каждый из R1, R2 и R3 независимо выбирается из Н и замещенного или незамещенного алкила С1-С6;
R4 выбирается из группы, представленной формулой 2, группы, представленной формулой 3, группы, представленной формулой 4, группы, представленной формулой 5, комбинации группы, представленной формулой 5 и группы, представленной формулой 6, и гетероциклической группы;

где каждый из R4-R2 независимо выбирается из Н, галогена, гидроксида, аминогруппы, группы фосфорной кислоты, группы сульфокислоты, замещенного или незамещенного алкила С1-С12, замещенного или незамещенного циклоалкила С3-С12, замещенного или незамещенного алкокси C1-C12, замещенной или незамещенной сложноэфирной группы С1-С12 и замещенной или незамещенной аминогруппы С1-С12, а группа заместителя избирается из галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфо кислоты, алкила С1-С12, циклоалкила С3-С12, алкокси С1-С12, сложноэфирной группы С1-С12 и аминогруппы С1-С12; предпочтительно каждый из R4-R2 независимо выбирается из Н, галогена, гидроксила, аминогруппы, замещенного или незамещенного алкила С1-С6 и замещенного или незамещенного алкокси С1-С6;
где каждый из R4-R10 независимо выбирается из Н, галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфо кислоты, замещенного или незамещенного алкила С1-С12, замещенного или незамещенного циклоалкила С3-С12, замещенного или незамещенного алкокси С1-С12, замещенной или незамещенной сложноэфирной группы С1-С12 и замещенной или незамещенной аминогруппы С1-С12, а группа заместителя выбирается из галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфо кислоты, алкила С1-С12, циклоалкила С3-С12, алкокси С1-С12, сложноэфирной группы С1-С12 и аминогруппы С1-С12; предпочтительно каждый из R4-R10 независимо выбирается из Н, галогена, гидроксила, аминогруппы, замещенного или незамещенного алкила С1-C6 и замещенного или незамещенного алкокси C1-C6, а группа заместителя выбирается из галогена, гидроксила, аминогруппы, алкила C1-C6 и алкокси С1-С6;

где каждый из R4'-R10(независимо выбирается из Н, галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфо кислоты, замещенного или незамещенного алкила С1-С12, замещенного или незамещенного циклоалкила С4-С12, замещенного или незамещенного алкокси С1-С12, замещенной или незамещенной сложноэфирной группы С1-С12 и замещенной или незамещенной аминогруппы C1-C12, а группа заместителя выбирается из галогена, гидроксила, аминогруппы, группы фосфорной кислоты, группы сульфокислоты, алкила C1-C12, циклоалкила С3-С12, алкокси С1-С12, сложноэфирной группы С1-С12 и аминогруппы С1-С12; предпочтительно каждый из R4'-R10(независимо выбирается из Н, галогена, гидроксила, аминогруппы, замещенного или незамещенного алкила С1-С6 и замещенного или незамещенного алкокси C1-C6, а группа заместителя выбирается из галогена, гидроксила, аминогруппы, алкила С1-С6 и алкокси C1-C6;

В Формуле 5 Rm выбирается из следующих замещенных или незамещенных групп: Линейные алкилы С1-С20, разветвленные алкилы С3-С20, циклоалкилы С3-С12, алкиленоксидные группы С3-С12 и алкиленоксидные алкилы С3-С12, а заместитель представляет собой по меньшей мере одно из галогена, аминогруппы и гидроксильной группы.
Еще более предпочтительно алкенилсодержащий полимеризующийся мономер представляет собой по меньшей мере одно вещество, выбираемое из винилацетата, стирола, α-метилстирола, (мет)акрилата, винилалкилового эфира, винилпирролидона, винилпиридина, винилимидазола и акрилонитрила; (мет)акрилат предпочтительно представляет собой по меньшей мере одно вещество, выбираемое из метил(мет)акрилата, этил(мет)акрилата и глицидил(мет)акрилата. Предпочтительно алкенилсодержащий полимеризующийся мономер выбирается из винилацетата, стирола и α-метилстирола. Еще более предпочтительно алкенилсодержащий полимеризующийся мономер представляет собой стирол.
Молярное отношение структурных звеньев, полученных из (малеиновых) ангидридных мономеров, к структурным звеньям, полученным из алкенилсодержащих полимеризующихся мономеров, в привитом пропиленовом полимере, содержащем группы ангидрида, может составлять 1:1-20, предпочтительно 1:1-10.
Ангидрид может быть выбран из ангидридов, имеющих по меньшей мере одну олефиновую ненасыщенность; более предпочтительно ангидрид выбирается из малеинового ангидрида и/или итаконового ангидрида; и еще более предпочтительно ангидрид представляет собой малеиновый ангидрид.
Отношение общей массы ангидридных мономеров и алкенилсодержащих полимеризующихся мономеров к массе сополипропилена может составлять 0,1-8:100, предпочтительно 0,3-5:100. Массовое количество ангидридных мономеров может составлять 5-100 мас. %, предпочтительно 10-100 мас. % от массового количества алкенилсодержащих полимеризующихся мономеров.
В другом варианте осуществления привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из алкенилсодержащих гетероциклических мономеров. В расчете на массу привитого пропиленового полимера содержание привитых структурных звеньев, полученных из алкенилсодержащих гетероциклических мономеров, может составлять 0,5-6 мас. %, предпочтительно 0,5-4 мас. %.
Алкенилсодержащий гетероциклический мономер в качестве привитого мономера может быть любым алкенилсодержащий гетероциклическим соединением, способным к свободнорадикальной полимеризации, и может представлять собой по меньшей мере один мономер, выбираемый из алкенилсодержащих имидазолов, алкенилсодержащих пиразолов, алкенилсодержащих карбазолов, алкенилсодержащих пирролидонов, алкенилсодержащих пиридинов или солей пиридиния, алкенилсодержащих пиперидинов, алкенилсодержащих капролактамов, алкенилсодержащих пиразинов, алкенилсодержащих тиазолов, алкенилсодержащих пуринов, алкенилсодержащих морфолинов и алкенилсодержащих оксазолинов; предпочтительно алкенилсодержащий гетероциклический мономер представляет собой моноалкенилсодержащий гетероциклический мономер.
В частности, алкенилсодержащий гетероциклический мономер может представлять собой по меньшей мере один мономер, выбираемый из группы, состоящей из: 1-винилимидазола, 2-метил-1-винилимидазола, N-аллилимидазола, 1-винилпиразола, 3-метил-1-винилпиразола, винилкарбазола, N-винилпирролидона, 2-винилпиридина, 3-винилпиридина, 4-винилпиридина, 2-метил-5-винилпиридина, винилпиридин-N-оксида, соли винилпиридиния, винилпиперидина, N-винилкапролактама, 2-винилпиразина, N-винилпиперазина, 4-метил-5-винилтиазола, N-винилпурина, винилморфолина и винилоксазолина.
Массовое отношение алкенилсодержащих гетероциклических мономеров к сополипропилену может составлять 0,3-12:100, предпочтительно 0,5-10:100.
Описанная в настоящем документе реакция прививки представляет собой реакцию свободнорадикальной полимеризации. В результате свободнорадикальной полимеризации привитые мономеры образуют ковалентную связь (прививку) с сополипропиленом.
Предпочтительно привитой полимер пропилена может быть получен из сополипропилена и привитых мономеров путем твердофазной реакции прививки, например, по способам, описанным в китайских патентных заявках №№202011195771.2, 202011191001.0, 202011195799.6, 20201119 0 917.4 и 202011195819.X.
В частности, он может быть приготовлен способом, содержащим следующую стадию: в присутствии инертного газа реакционная смесь, содержащая сополипропилен и привитые мономеры, подвергается твердофазной реакции прививки с получением привитого пропиленового полимера.
Твердофазную реакцию прививки можно проводить с использованием различных традиционных методов, таких как формирование активных центров прививки на сополипропилене в присутствии прививаемых мономеров, или сначала формировать активные центры прививки на сополипропилене с последующей обработкой мономерами для прививки. Центры прививки могут быть образованы с помощью обработки свободнорадикальным инициатором, высокоэнергетическим ионизирующим излучением или микроволновым излучением. Свободные радикалы, образующиеся в полимере в результате химической или радиационной обработки, образуют на полимере центры прививки, на которых инициируется полимеризация мономера.
Предпочтительно центры прививки инициируются свободнорадикальным инициатором, после чего выполняется реакция прививки. В этом случае реакционная смесь дополнительносодержит свободнорадикальный инициатор; более предпочтительно свободнорадикальный инициатор выбирается из свободнорадикальных инициаторов на основе пероксида и/или свободнорадикальных инициаторов на основе азосоединения.
Среди них пероксидный свободнорадикальный инициатор предпочтительно представляет собой по меньшей мере одно соединение, выбираемое из группы, состоящей из дибензоилпероксида, дикумилпероксида, ди-трет-бутилпероксида, лауроилпероксида, дилауроилпероксида, трет-бутилпероксибензоата, диизопропилпероксидикарбоната, трет-бутилперокси (2-этилгексаноата) и дициклогексилпероксидикарбоната; а свободнорадикальный инициатор на основе азосоединения предпочтительно представляет собой азобисизобутиронитрил и/или азобисизогептанонитрил.
Более предпочтительно центры прививки инициируются пероксидным свободнорадикальным инициатором, после чего выполняется реакция прививки.
В дополнение к этому, реакция прививки также может быть выполнена способами, описанными в патентных документах CN 106543369 A, CN 104499281 А, CN 102108112 A, CN 109251270 A, CN 1884326 A и CN 101492517 В.
Массовое отношение свободнорадикального инициатора к общей массе мономеров для прививки может составлять 0,1-10:100, предпочтительно 0,5-5:100.
Температура реакции прививки может составлять 30-130°С, предпочтительно 60-120°С; а время может составлять 0,5-10 ч, предпочтительно 1-5 ч.
«Реакционная смесь» содержит все материалы, добавляемые к системе реакции прививки, и эти материалы могут добавляться одновременно или на различных стадиях реакции.
Реакционная смесь может также содержать диспергирующий агент, который предпочтительно представляет собой воду или водный раствор хлорида натрия. Массовое количество диспергирующего агента предпочтительно составляет 50-300% от массы сополипропилена.
Реакционная смесь может также содержать граничный агент, который является органическим растворителем, обладающим набухающим действием на полиолефин, предпочтительно по меньшей мере один из следующих органических растворителей, оказывающих набухающее действие на сополипропилен: эфирные растворители, кетоновые растворители, ароматические углеводородные
растворители и алкановые растворители; более предпочтительно по меньшей мере один из следующих органических растворителей: хлорбензол, полихлорбензол, алканы или циклоалканы С6 или больше, бензол, замещенный алкилом С1-С4 бензол, алифатические эфиры С2-С6, алифатические кетоны С3-С6 и декагидронафталин; еще более предпочтительно по меньшей мере один из следующих органических растворителей: бензол, толуол, ксилол, хлорбензол, тетрагидрофуран, диэтиловый эфир, ацетон, гексан, циклогексан, декагидронафталин и гептан. Массовое содержание граничного агента предпочтительно составляет 1-35%, и еще более предпочтительно 10-25% от массы сополипропилена.
Реакционная смесь может также содержать органический растворитель для растворения свободного твердого радикального инициатора, предпочтительно содержащий по меньшей мере одно вещество, выбираемое из спиртов С2-С5, эфиров С2-С4 и кетонов С3-С5, более предпочтительно по меньшей мере одно вещество, выбираемое из спиртов С2-С4, эфиров С2-С3 и кетонов С3-С5, и наиболее предпочтительно по меньшей мере одно из этанола, диэтилового эфира и ацетона. Массовое содержание органического растворителя предпочтительно составляет 1-35% от массы сополипропилена.
В ходе реакции прививки прививаемые мономеры могут индивидуально или взаимно полимеризоваться в непривитые полимеры в определенном количестве, при этом привитой полимер пропилена может включать в себя не только продукт (сырой продукт), полученный непосредственно из сополипропилена и привитых мономеров по реакции прививки, но и чистый продукт модифицированного прививкой полипропилена, полученный путем дополнительной очистки продукта. Следовательно, способ приготовления может опционально содержать стадию очистки сырого продукта. Для очистки можно использовать различные общепринятые способы, например экстракцию.
Предпочтительно эффективность реакции прививки регулируется на уровне 5-100%, предпочтительно 30-100%, и более предпочтительно 25-80% или 35-60%. Понятие эффективности прививки хорошо известно специалистам в данной области техники и представляет собой отношение количество привитых мономеров/общее количество прививаемых мономеров в сырье для реакции.
Инертный газ может быть различными инертными газами, обычно используемыми в данной области техники, включая, но не ограничиваясь этим, азот и аргон.
Слоистая структура и свойства композитных пленок
Композитная пленка по настоящему изобретению может состоять только из слоя а и слоя b, т.е. Представлять собой двухслойную пленку.
В альтернативном варианте осуществления в дополнение к слою а и слою b композитная пленка по настоящему изобретению может дополнительно содержать один или более дополнительных слоев, т.е. включать в себя три или более трех слоев, образуя тем самым трехслойную пленку или пленку с большим количеством слоев, где слой b является поверхностным слоем композитной пленки. Состав дополнительного слоя может быть таким же или отличным от состава слоя а или слоя b. Этот слой также может быть сформирован путем смешивания компонентов слоя а и компонентов слоя b. Например, когда композитная пленка представляет собой трехслойную пленку, дополнительный слой называется слоем с, и слой b и слой с располагаются соответственно с двух сторон слоя а, то есть слой с расположен со стороны слоя а, противоположной слою b, при этом слой с также является поверхностным слоем. Когда композитная пленка является пятислойной, возможно, что два слоя b используются в качестве верхнего и нижнего поверхностных слоев соответственно, два слоя с используются в качестве средних слоев и один слой а используется в качестве основного слоя.
Толщины слоя а, слоя b и необязательного слоя с и дополнительных слоев в настоящем изобретении особенно не ограничиваются. Отношение суммы толщин других слоев, кроме слоя а, к толщине слоя а может составлять 1:6-2:1, например 1:5,5, 1:5, 1:4,5, 1:4, 1: 3,5, 1:3, 1:2,5, 1:2, 1:1,5, 1:1, 1,5:1, а также любое значение между ними, предпочтительно 1:4-2:1, более предпочтительно 1:2-1:1. Такая композитная пленка может иметь лучшие механические свойства (например, прочность на растяжение) и стабильность свойств.
Неожиданно обнаружено, что поскольку композитная пленка по настоящему изобретению содержит дисперсные полосообразные каучуковые фазы из ударопрочного сополимера пропилена, расположенные параллельно друг другу, композитная пленка по настоящему изобретению может одновременно обладать превосходной ударопрочностью и оптическими свойствами, или даже иметь превосходные механические свойства (например, предел прочности при растяжении) и/или отличные характеристики термосваривания, а также может иметь хорошую прочность термосварки при более низкой температуре термосваривания.
Когда в дополнение к вышеупомянутой резиновой фазе из ударопрочного сополимера пропилена в композиционной пленке по настоящему изобретению дополнительно присутствуют гомополипропилен и полиолефиновый эластомер, каучуковая фаза и неэластичная часть в пропиленовом ударопрочном сополимере будут находиться в синергетическом взаимодействии с полимерными сферолитами, сформированными гомополипропиленом, и с резиновой фазой полиолефинового эластомера, позволяя одновременно дополнительно улучшить ударную прочность и оптические свойства композитной пленки, или даже улучшить ее механические свойства.
Композитная пленка в соответствии с настоящим изобретением может предпочтительно иметь одно или более из следующих свойств, предпочтительно все следующие свойства:
1) ударная вязкость маятника ≥0,4 Дж, например ≥0,5 Дж, 0,6 Дж или 0,7 Дж, предпочтительно ≥0,9 Дж, более предпочтительно ≥1,1 Дж, например ≥1,5 Дж или даже ≥1,8 Дж;
2) мутность пленки менее 7%, предпочтительно ≤5%, более предпочтительно ≤3%, например ≤2,5%, и еще более предпочтительно ≤2%;
3) прочность при растяжении в машинном направлении (MD) ≥40 МПа, предпочтительно ≥50 МПа;
4) прочность термосварки при 150°С ≥12 Н/15 мм, предпочтительно ≥15 Н/15 мм, предпочтительно ≥17 Н/15 мм, более предпочтительно ≥18 Н/15 мм, или даже ≥19 Н/15 мм, например ≥20 Н/15 мм;
5) отклонение толщины в направлении MD не более 1,3, например не более 1,0, предпочтительно не более 0,5;
6) отклонение толщины в направлении TD не более 1,5, например не более 1,3, предпочтительно не более 0,75 или не более 0,8;
7) отклонение ударной прочности в направлении MD не более 0,05, предпочтительно не более 0,03;
8) отклонение ударной прочности в направлении TD не более 0,07, предпочтительно не более 0,05, более предпочтительно не более 0,04;
9) поверхностная энергия ≥29 мН/м, например ≥33 мН/м, ≥34,5 мН/м, предпочтительно ≥35 мН/м;
10) объемное удельное сопротивление ≥15×1015 Ом⋅м, предпочтительно ≥2,0×1015 Ом⋅м.
Способы измерения и стандарты для свойств являются следующими:
Ударная вязкость маятника: в соответствии со стандартом GB/T 8809-2015.
Мутность пленки: в соответствии со стандартом GB/T 2410-2008.
Прочность при растяжении: в соответствии со стандартом GB/T 1040.3-2006, вдоль машинного направления пленки.
Прочность термосварки: в соответствии со стандартом QB/T 2358, при температуре термосварки 150°С, давлении термосварки 0,2 МПа и времени термосварки 3 с при подготовке образца.
Отклонение толщины в направлении MD: толщина пленки определяется с использованием толщиномера модели 7301 производства компании Mitutoyo, Япония. Как показано на Фиг. 1а, после обрезки края пленки на центральной линии пленки берется одна точка через каждый 1 метр вдоль направления MD, и в общей сложности берется 10 точек; толщина в каждой точке определяется в соответствии со стандартом GB/T 8809-2015, и среднее значение берется в качестве толщины пленки (MD). На основе этих данных среднеквадратичное отклонение толщины вычисляется как отклонение толщины в направлении MD.
Отклонение толщины в направлении TD: Как показано на Фиг. 1b, 10 точек берутся равномерно вдоль направления TD любой части пленки, толщина в каждой точке определяется в соответствии со стандартом GB/T 8809-2015, и среднее значение берется в качестве толщины пленки (TD). На основе этих данных среднеквадратичное отклонение толщины вычисляется как отклонение толщины в направлении TD.
Отклонение ударной вязкости в направлении MD: Как показано на Фиг. 1а, после обрезки края пленки на центральной линии пленки берется одна точка через каждый 1 метр вдоль направления MD, и в общей сложности берется 10 точек; ударная вязкость в каждой точке определяется в соответствии со стандартом GB/T 8809-2015, и среднее значение берется в качестве ударной вязкости (MD) пленки; и на основе этих данных среднеквадратичное отклонение ударной вязкости вычисляется как отклонение ударной вязкости в направлении MD.
Отклонение ударной вязкости в направлении TD: Как показано на Фиг. 1b, 10 точек берутся равномерно вдоль направления TD любой части пленки, ударная вязкость в каждой точке определяется в соответствии со стандартом GB/T 8809-2015, и среднее значение берется в качестве ударной вязкости (TD) пленки; и на основе этих данных среднеквадратичное отклонение ударной вязкости вычисляется как отклонение ударной вязкости в направлении TD.
Поверхностная энергия пленки: определяется в соответствии со стандартом GB/T 14216-2008.
Объемное удельное сопротивление: определяется в соответствии со стандартом GB/T 1410-2006.
Приготовление композитных пленок
В соответствии со вторым аспектом настоящее изобретение предлагает способ приготовления композитной пленки по настоящему изобретению. Способ по настоящему изобретению содержит экструзионное литье исходной композиции для формования каждого слоя с тем, чтобы сформировать композитную пленку.
В соответствии с настоящим изобретением перед процессом экструзии эластичная часть пропиленового ударопрочного сополимера, используемого в исходной композиции, может образовывать сыпучую резиновую фазу со средним размером частиц резиновой фазы меньше или равным 1,8 мкм, предпочтительно меньше или равным 1,5 мкм, и максимальным размером частиц не более 2,5 мкм, предпочтительно не более 2 мкм, что определяется путем наблюдения поперечного сечения образца с помощью SEM.
Резиновая фаза обычно имеет сферическую или почти сферическую форму.
В настоящем документе сферическая и почти сферическая форма означает, что соотношение сторон частиц находится по существу в диапазоне 1-2. «По существу» означает, что по меньшей мере 90% частиц резиновой фазы частиц имеют соотношение сторон в диапазоне 1-2.
Средний размер частиц и максимальный размер частиц резиновой фазы в ударопрочном сополимере пропилена в сырье определяются путем наблюдения поперечного сечения образца с помощью сканирующего электронного микроскопа (SEM), при этом образец для ударного испытания готовится в соответствии со стандартом GB/T 8809-2015. Для сферических частиц измеряется диаметр частицы; для почти сферических частиц измеряется продольная ось частицы (расстояние между двумя самыми дальними точками на контуре частицы). Среднее значение вышеупомянутых размеров для 50 точек, полученное при наблюдении фотографии SEM, берется в качестве среднего размера частиц, а максимальное значение вышеупомянутых размеров в вышеупомянутых точках берется в качестве максимального размера частиц.
В соответствии с настоящим изобретением, за счет управления размером резиновой фазы в исходном ударопрочном сополимере пропилена размер резиновой фазы в композитной пленке может поддерживаться внутри конкретного диапазона в соответствии с настоящим изобретением.
Перед процессом экструдирования различные компоненты (включая необязательные добавки, такие как антиоксиданты, смазывающие вещества и другие добавки к пленке) полимерной композиции, используемой в качестве сырья для приготовления каждого слоя, могут быть смешаны, и опционально гранулированы.
Процесс гранулирования может быть выполнен следующим образом: различные компоненты пропиленовой полимерной композиции А для образования слоя а и пропиленовой полимерной композиции В для образования слоя b и опционально полимерной композиции для образования дополнительного слоя вместе с необязательными добавками гомогенно смешиваются в высокоскоростном смесителе, и гомогенно перемешанный материал добавляется в двухшнековый экструдер для расплавления и смешивания, гомогенно
экструдируется и гранулируется, и сушится для получения гранул (таблеток). Температуру обработки двухшнекового экструдера можно регулировать на уровне 170-230°С.
Затем полученные таблетки подвергаются экструзионному литью для получения композитной пленки. Процесс экструзионного литья таблеток может осуществляться обычным способом с использованием обычного оборудования. Способ экструзионного литья может включать в себя подачу гранул полимерных композиций, используемых для приготовления различных слоев, в несколько экструдеров соответственно, а также совместную экструзию, объединение и вытекание гранул через головку экструдера с последующими литейным валком, вытягивающим валком, обрезкой и сматыванием, получая тем самым композитную пленку. Температуру экструзионного литья можно регулировать на уровне 170-230°С. Температура литейного валка может составлять 10-50°С.
Благодаря способу приготовления в соответствии с настоящим изобретением резиновая фаза, содержащаяся в ударопрочном сополимере пропилена в качестве исходного материала, деформируется в процессе изготовления композитной пленки из сферической или почти сферической формы в форму полосы и ориентируется вдоль определенного направления, то есть, выравнивается параллельно, и сохраняет такую микроструктуру в конечном продукте композитной пленки, давая тем самым композитную пленку, обладающую хорошей ударной вязкостью и оптическими свойствами в соответствии с настоящим изобретением.
Используемый полиолефиновый эластомер также преимущественно деформируется во время процесса приготовления композитной пленки в лентообразную резиновую фазу и ориентируется вдоль некоторого направления, то есть выравнивается параллельно, и сохраняет такую микроструктуру в окончательном продукте композитной пленки, при этом он синергетически взаимодействует с резиновой фазой из ударопрочного сополимера пропилена, тем самым дополнительно улучшая ударную прочность и оптические свойства, а также другие свойства (механические свойства, свойства термосваривания, однородность пленки и т.д.) композитной пленки.
Полученная композитная пленка может быть растянута, например двухосно растянута, в последующих процессах, благодаря чему механические свойства композитной пленки могут быть дополнительно улучшены.
В соответствии с некоторыми вариантами осуществления настоящего изобретения способ изготовления композитной пленки содержит гранулирование композиции А пропиленового полимера и композиции В пропиленового полимера, а затем выполнения экструзионного литья и вытягивания для получения композитной пленки.
Использование композитных пленок
В соответствии с третьим аспектом настоящее изобретение предлагает использование композитной пленки по настоящему изобретению в области упаковочных материалов.
Поскольку композитная пленка настоящего изобретения может одновременно обладать хорошей ударопрочностью и оптическими свойствами, и даже иметь хорошие свойства при растяжении, и/или может иметь хорошую прочность термосварки при более низкой температуре термосваривания и даже иметь хорошую однородность толщины и/или свойств, композитная пленка по настоящему изобретению может, в частности, использоваться в области высококачественной упаковки, например в таких областях, которые требуют как ударопрочности, так и оптических свойств пленки, например, упаковочные материалы для аккумуляторов, упаковка для электронных изделий, высококачественная упаковка для пищевых продуктов и т.д. Упомянутые упаковочные материалы могут представлять собой, например, алюминиево-пластиковые композитные пленки.
При использовании композитной пленки по настоящему изобретению слой а используется в качестве основного слоя, то есть слоя, который находится относительно далеко от среды, с которой будет контактировать композитная пленка, а слой b используется в качестве поверхностного слоя, то есть слоя, который находится близко к среде, с которой будет контактировать композитная пленка. Среда представляет собой, например, электролит, с которым контактирует упаковочный материал батареи.
В соответствии с четвертым аспектом настоящее изобретение предлагает упаковочный материал, содержащий композитную пленку по настоящему изобретению. Упаковочный материал может представлять собой, например, упаковочные материалы для аккумуляторов, упаковочные материалы для электронных продуктов или упаковочные материалы для пищевых продуктов, особенно высококачественные упаковочные материалы для пищевых продуктов. Упомянутые упаковочные материалы могут представлять собой, например, алюминиево-пластиковые композитные пленки.
Примеры
Далее настоящее изобретение будет дополнительно
проиллюстрировано со ссылкой на примеры, но область охвата настоящего изобретения не ограничивается этими примерами.
В следующих примерах и сравнительных примерах:
Оборудование для литья пленки было получено от компании Labtech, Швеция, модель LCR400.
Свойства сырья, полимерных композиций и пленок измерялись в соответствии со следующими способами:
(1) Скорость течения расплава (MFR): определялась в соответствии со способом стандарта GB/T 3682-2000 при температуре 230°С и нагрузке 2,16 кг.
(2) Прочность пленки на растяжение: определялась в соответствии со способом стандарта GB/T 1040.3-2006.
(3) Ударная вязкость маятника и вычисление отклонения ударной вязкости: определялись в соответствии со способом стандарта GB/T 8809-2015. Более конкретно:
Как показано на Фиг. 1а, после обрезки края пленки на центральной линии пленки бралась одна точка через каждый 1 метр вдоль направления MD, и в общей сложности бралось 10 точек; ударная вязкость в каждой точке определялась в соответствии со стандартом GB/T 8809-2015, и среднее значение бралось в качестве ударной вязкости (MD) пленки; и на основе этих данных среднеквадратичное отклонение ударной вязкости вычислялось как отклонение ударной вязкости в направлении MD.
Как показано на Фиг. 1b, 10 точек брались равномерно вдоль направления TD любой части пленки, ударная вязкость в каждой точке определялась в соответствии со стандартом GB/T 8809-2015, и среднее значение бралось в качестве ударной вязкости (TD) пленки; и на основе этих данных среднеквадратичное ударной вязкости вычислялось как отклонение ударной вязкости в направлении TD.
(4) Мутность пленки: определялась в соответствии со способом стандарта GB/T 2410-2008.
(5) Прочность термосварки пленки: определялась в соответствии со способом стандарта QB/T 2358. Во время подготовки образца температура термосварки составляла 150°С, давление термосварки составляло 0,2 МПа, а время термосварки составляло 3 с.
(6) Изотактичность: определялась с помощью 13С NMR с использованием спектрометра ядерного магнитного резонанса (NMR) модели AVANCE III производства компании Bruker, Швейцария, для определения ядерного магнитного спектра углерода (13C-NMR) пропиленового полимера при 400 МГц, где растворитель представлял собой дейтерированный о-дихлорбензол, а концентрация образца составляла 250 мг образца/2,5 мл растворителя. Для предотвращения окислительной деградации образца во время растворения и сбора данных к образцу добавлялись 2 мг антиоксиданта 2,6-ди-трет-бутил-4-метилфенола (сокращенно ВНТ). Тестовый образец растворялся при 140°С и снимался спектр 13C-NMR, при этом тест выполнялся при температуре 125°С с характеристиками зонда 10 мм, импульс 90°, время отбора проб AQ 5 с, время запаздывания D1 1 с и количество сканирований 6000 раз. Содержание изотактической диады [мм] использовалось в качестве изотактичности.
(7) молекулярно массовое распределение (Mw/Mn): определялось способом гель-проникающей хроматографии (GPC) с использованием хроматографа модели PL-GPC 220 производства компании Polymer Laboratories, Великобритания, в сочетании с инфракрасным детектором типа IR5, где хроматографические колонки в гель-проникающем хроматографе представляли собой три последовательно соединенные колонки Plgel 10 мкм MIXED-B, в качестве растворителя и подвижной фазы использовался 1,2,4-трихлорбензол (содержащий 0,3 г/1000 мл антиоксиданта 2,6-ди-трет-бутил-п-крезола), температура колонки составляла 150°С, объемная скорость потока составляла 1,0 мл/мин, и для универсальной калибровки использовались полистироловые стандарты узкого распределения EasiCal PS-1 производства компании PL.
(8) Толщина пленки и отклонение толщины: определялись с использованием толщиномера модели 7301 производства компании Mitutoyo, Япония. Как показано на Фиг. 1а, после обрезки края пленки на центральной линии пленки бралась одна точка через каждый 1 метр вдоль направления MD, и в общей сложности бралось 10 точек; толщина в каждой точке определялась в соответствии со стандартом GB/T 8809-2015, и среднее значение бралось в качестве толщины пленки (MD). На основе этих данных среднеквадратичное отклонение толщины вычислялось как отклонение толщины в направлении MD.
Как показано на Фиг. 1b, 10 точек брались равномерно вдоль направления TD любой части пленки, толщина в каждой точке определялась в соответствии со стандартом GB/T 8809-2015, и среднее значение бралось в качестве толщины пленки (TD). На основе этих данных среднеквадратичное отклонение толщины вычислялось как отклонение толщины в направлении TD.
(9) Среднеквадратичное отклонение (S): вычислялось в соответствии с формулой (а).

Где  представляет собой среднее значение результатов измерений X1, Х2 (Xn, а N - общее количество использованных данных.
представляет собой среднее значение результатов измерений X1, Х2 (Xn, а N - общее количество использованных данных.
(10) Вязкость при сдвиге: определялась с помощью капиллярного реометра Rheograph 25 производства компании G0TTFERT, Германия, в соответствии со способом стандарта IS011443:2014. Настройки были следующими: температура капиллярного реометра 230°С, длина капилляра 30 мм, соотношение размеров капилляров 30:1 и время предварительного нагрева 300 с; определялись, соответственно, напряжения сдвига (δ) при скоростях сдвига (γ) 160 с-1 и 640 с-1 и вязкости при сдвиге 4160 и 4640 ПРИ соответствующих скоростях сдвига вычислялись в соответствии с формулой (b).

Вязкости при сдвиге композиции А пропиленового полимера в примерах и сравнительных примерах при скоростях сдвига 160 с-1 и 640 с-1 обозначались как ηA160 и ηА640 соответственно, а вязкости при сдвиге композиции В пропиленового полимера при скоростях сдвига 160 с-1 и 640 с-1 обозначались как ηB160 и ηB640 соответственно, где Р представляет собой отношение (ηА160-ηB160) / (ηА640-ηВ640) разности (ηA160-ηB160) вязкости при скорости сдвига 160 г-1 композицией А пропиленового полимера и композицией В пропиленового полимера к разности (ηA640-ηB640) вязкости при скорости сдвига 640 r-1.
(11) Фотография под атомным силовым микроскопом (AFM): для сканирования и наблюдения поперечного сечения образца пленки использовался атомный силовой микроскоп Dimension FastScan Icon производства компании Bruker, США, в режиме количественного наномеханического сканирования.
(12) Размер поперечной оси и соотношение сторон резиновой фазы в пленке: с использованием атомно-силового микроскопа Dimension FastScan Icon от компании Bruker, США, для сканирования и наблюдения поперечного сечения образца пленки в режиме количественного наномеханического сканирования, выполнялись измерение, вычисление и статистический анализ поперечной оси (длины между точками пересечения прямой с контуром объекта с наибольшим расстоянием между точками пересечения среди прямых, перпендикулярных продольной оси), продольной оси (расстояния между двумя самыми дальними точками на контуре объекта) и соотношения сторон резиновой фазы, а также получение среднего размера поперечной оси и среднего значения соотношения сторон на основе 200 точек выборки.
(13) Средний размер частиц и максимальный размер частиц резиновой фазы пропиленового ударопрочного сополимера в исходных материалах: поперечное сечение образца для ударного испытания подвергалось после обработки напылением золота сканированию и наблюдению с использованием сканирующего электронного микроскопа ЕМ-30АХ производства компании СОХЕМ, Южная Корея; также выполнялись измерение и статистический анализ размеров частиц резиновой фазы для того, чтобы получить средний размер частиц и максимальный размер частиц. Для сферических частиц измерялся диаметр частицы; для почти сферических частиц измерялась продольная ось частицы (расстояние между двумя самыми дальними точками на контуре частицы). На основе 50 точек выборки максимальное значение вышеуказанных размеров было получено как максимальный размер частиц, а среднее значение вышеуказанных размеров было рассчитано как средний размер частиц.
(14) Содержание содержащей звенья этилена сополимеризованной части, содержание звеньев этилена и содержание последовательностей звеньев этилена [ЕЕЕ] в ударопрочном сополимере пропилена: определялись с помощью 13С NMR.
Спектр 13С NMR определялся с помощью спектрометра ядерного магнитного резонанса (NMR) модели AVANCE III с частотой 400 МГц производства компании Bruker, Швейцария. Растворителем был дейтерированный о-дихлорбензол, с 250 мг образца/2,5 мл растворителя. Для предотвращения окислительной деградации образца во время растворения и сбора данных к образцу добавлялись 2 мг антиоксиданта ВНТ. Тестовый образец растворялся при 140°С и снимался спектр 13C-NMR, при этом тест выполнялся при температуре 125°С с характеристиками зонда 10 мм, импульс 90°, время отбора проб AQ 5 с, время запаздывания Dl 1 с и количество сканирований 6000 раз.
(15) Поверхностная энергия пленки: определялась в соответствии со способом стандарта GB/T 14216-2008.
(16) Содержание сомономера сополипропилена в привитом полимере пропилена: определялось с помощью количественной инфракрасной спектроскопии с преобразованием Фурье (FTIR). Корреляция определенного содержания сомономера калибровалась с помощью количественной спектроскопии ядерного магнитного резонанса (NMR). Способ калибровки на основе результатов, полученных из количественной спектроскопии 13C-NMR, выполнялся в соответствии с обычным способом в данной области техники.
(17) Содержание растворимых в ксилоле веществ привитого сополипропиленом полимера пропилена, содержание сомономера в растворимых веществах и отношение характеристической вязкости растворимых веществ/сополипропилена: определялись с использованием инструмента CRYST-EX производства компании Polymer Char. В качестве растворителя использовался трихлорбензол, и температура повышалась до 150°С для растворения и поддерживалась постоянной в течение 90 мин; брался тестовый образец; затем температура снижалась до 35°С и поддерживалась постоянной в течение 70 мин; и снова брался тестовый образец.
(18) Среднемассовая молекулярная масса сополипропилена в привитом пропиленовом полимере: определялась с помощью высокотемпературной GPC с использованием гель-проникающего хроматографа PL-GPC 220 производства компании Polymer Laboratory. Тестовый образец растворялся в 1,2,4-трихлорбензоле, и концентрация составляла 1,0 мг/мл. Тестовая температура составляла 150°С, а объемная скорость потока раствора составляла 1,0 мл/мин. Молекулярная масса полистирола использовалась в качестве внутреннего стандарта для получения калибровочной кривой, и молекулярная масса и молекулярно массовое распределение образца вычислялись в соответствии с временем истечения.
(19) Температура плавления (Tm): определялась с помощью анализа процесса плавления и процесса кристаллизации материала дифференциальным сканирующим калориметром. Конкретная процедура была следующей: под защитой азота измерялись 5-10 мг образца от 20°С до 200°С с использованием способа измерения с трехэтапным увеличением и уменьшением температуры, с изменением теплового потока, отражающим процессы плавления и кристаллизации материала, и в результате вычислялась температура плавления (Tm).
(20) Эффективность прививки (GE), параметр M1: выполнялось помещение 2-4 г привитого продукта в экстрактор Сокслета, использующий этилацетат (ацетон в случае использования алкенилсодержащего силанового мономера в качестве прививаемого мономера) для экстракции в течение 24 ч, удаление непрореагировавших мономеров и их гомополимеров с получением чистого привитого продукта, который сушился и взвешивался; после чего выполнялись вычисления параметра M1 и эффективности прививки (GE).
Параметр M1 представляет собой общее содержание структурных звеньев, полученных в результате прививки мономеров в привитом пропиленовом полимере. Формулы для вычисления M1 и GE были следующими:


где w0 - масса полипропиленовой матрицы; w1 - масса привитого продукта перед экстракцией; w2 - масса привитого продукта после экстракции; w3 - полная масса добавленных привитых мономеров.
Массовое содержание %GMAH малеинового ангидрида тестировалось и вычислялось в соответствии со способом, описанным в литературе (Zhang Guangping, Solid Phase Graft of Maleic Anhydride onto Polypropylene in Helical Ribbon Reactor, China Plastics, Feb. 2002, Vol.16, No. 2, 69-71). Параметр M2 представляет собой содержание привитых структурных звеньев, полученных из мономеров малеинового ангидрида, в привитом пропиленовом полимере. Формула для вычисления М2 была следующей:

где w1 - масса привитого продукта перед экстракцией; w2 - масса привитого продукта после экстракции; %GMAH - массовое содержание малеинового ангидрида.
(21) Объемное удельное сопротивление: определялось в соответствии со способом стандарта GB/T 1410-2006.
Пример А1
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn, равное 4,7); компонент b представлял собой пропиленовый ударопрочный сополимер торговой марки EP200K (производства компании SINOPEC SABIC Petrochemical Company, имеющий содержание этилена 8 мас. %, содержание сополимеризованной этилен-пропиленовой части 13 мас. % и скорость течения расплава 3,2 г/10 мин); а компонент с представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, полученный сополимеризацией пропилена и этилена и имеющий содержание структурных единиц этилена 16 мас. %). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 75 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,6 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 75 м.ч., а количество Wy компонента у было равно 25 м.ч. Отношение Wc:Wy было равно 3:5. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=3,2 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния производства компании Mizusawa, Япония, торговая марка JC-50), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,02:1. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Фотография поперечного сечения композитной пленки, полученная с помощью атомного силового микроскопа, показана на Фиг. 3. На этой фотографии черные части представляют собой резиновые фазы, которые являются диспергированными, имеют лентообразную форму и располагаются параллельно друг другу. Резиновые фазы имели средний размер поперечной оси 56 нм и среднее значение соотношения сторон 10,3.
Пример А2
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn, равное 4,7); компонент b представлял собой пропиленовый ударопрочный сополимер торговой марки M180R (производства компании Shanghai Petrochemical Co., Ltd, имеющий содержание этилена 11 мас. %, содержание сополимеризованной этилен-пропиленовой части 15 мас. % и скорость течения расплава 2,0 г/10 мин); а компонент с представлял собой полиолефиновый эластомер торговой марки DF640 (производства компании Mitsui, полученный сополимеризацией этилена и бутена и имеющий содержание структурных единиц бутена 32 мас. %). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 65 м.ч., количество Wb компонента b было равно 30 м.ч., и количество Wc компонента с было равно 5 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,2 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F500EPS (производства компании Shanghai Petrochemical Co., Ltd, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,3 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки DF640 (производства компании Mitsui). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 90 м.ч., а количество Wy компонента у было равно 10 м.ч. Отношение Wc: Wy было равно 1:2. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=5,2 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдеры верхнего слоя и нижнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,02:1. Во время процесса отливки пленки температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего и нижнего поверхностных слоев (слоя b; слоя с с тем же составом, что и слой b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 1:1.
Пример A3
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки FC801 (производства компании Shanghai Petrochemical Co., Ltd, имеющий скорость течения расплава 7,8 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn, равное 4,8); компонент b представлял собой пропиленовый ударопрочный сополимер торговой марки PPB-M02D (производства компании Maoming Petrochemical Company, имеющий содержание этилена 8 мас. %, содержание сополимеризованной этилен-пропиленовой части 10 мас. %, содержание звеньев этилена в растворимых в ксилоле при комнатной температуре веществах 36,3 мас. %, содержание последовательностей этиленовых звеньев [ЕЕЕ] 18,5 мас. %, и скорость течения расплава 1,5 г/10 мин); а компонент с представлял собой полиолефиновый эластомер торговой марки ЕХАСТ3139 (производства компании Exxon Corporation, полученный сополимеризацией этилена и октена и имеющий содержание структурных единиц октена 14 мас. %). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 55 м.ч., количество Wb компонента b было равно 25 м.ч., и количество Wc компонента с было равно 20 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=6,6 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F500EPS (производства компании Shanghai Petrochemical Co., Ltd, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 8,2 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки DFEXACT3139 (производства компании Exxon Corporation). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 80 м.ч., а количество Wy компонента у было равно 20 м.ч. Отношение Wc:Wy было равно 1:1. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=7,9 г/10 мин.
(3) Приготовление композитной пленки:
Процедура приготовления была той же самой, что и на стадии (3) Примера А1.
Пример А4
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера А1, за исключением того, что количество Wa компонента а было равно 80 м.ч., количество Wb компонента b было равно 18 м.ч., и количество Wc компонента с было равно 2 м.ч. Наконец были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,8 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера А1, за исключением того, что количество Wx компонента х было равно 92 м.ч., а количество Wy компонента у было равно 8 м.ч. Отношение Wc:Wy было равно 1:4. Наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=7,7 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера А1. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:3.
Пример А5
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера A3, за исключением того, что количество Wa компонента а было равно 90 м.ч., количество Wb компонента b было равно 5 м.ч., и количество Wc компонента с было равно 5 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=9,6 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера A3, за исключением того, что количество Wx компонента х было равно 80 м.ч., а количество Wy компонента у было равно 20 м.ч. Отношение Wc:Wy было равно 1:4. Наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=7,9 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера А2. Толщина пленки составила 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 2:1.
Пример А6
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера A3, за исключением того, что количество Wa компонента а было равно 50 м.ч., количество Wb компонента b было равно 40 м.ч., и количество Wc компонента с было равно 10 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=4,6 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера A3, за исключением того, что количество Wx компонента х было равно 60 м.ч., а количество Wy компонента у было равно 40 м.ч. Отношение Wc:Wy было равно 1:4. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MERB=9,8 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера A3. Толщина пленки составила 50 мкм, причем отношение толщины верхнего слоя к толщине основного слоя было равно 1:4.
Пример А7
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера А1, за исключением того, что количество Wa компонента а было равно 50 м.ч., количество Wb компонента b было равно 20 м.ч., и количество Wc компонента с было равно 30 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,2 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера А1, за исключением того, что количество Wx компонента х было равно 85 м.ч., а количество Wy компонента у было равно 15 м.ч. Отношение Wc:Wy было равно 2:1. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,5 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера А1. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:3.
Пример А8
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 40 м.ч., количество Wb компонента b было равно 40 м.ч., и количество Wc компонента с было равно 20 м.ч. Отношение Wc:Wy было равно 4:5. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,8 г/10 мин.
Пример А9
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 50 м.ч., количество Wb компонента b было равно 45 м.ч., и количество Wc компонента с было равно 5 м.ч. Отношение Wc:Wy было равно 1:5. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
Пример А10
Композитная пленка была приготовлена как описано в Примере A1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 50 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 40 м.ч. Отношение Wc:Wy было равно 8:5. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,7 г/10 мин.
Пример A11
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 50 м.ч., а количество Wy компонента у было равно 50 м.ч. Отношение Wc:Wy было равно 3:10. Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,7 г/10 мин.
Пример А12
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что композиция В пропиленового полимера содержала только компонент х.
Пример А13
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 92,5 м.ч., а количество Wy компонента у было равно 7,5 м.ч. Отношение Wc:Wy было равно 2:1. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=5,5 г/10 мин.
Пример А14
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 85 м.ч., а количество Wy компонента у было равно 15 м.ч. Отношение Wc:Wy было равно 1:1. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=5,1 г/10 мин.
Пример А15
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 70 м.ч., а количество Wy компонента у было равно 30 м.ч. Отношение Wc:Wy было равно 1:2. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,4 г/10 мин.
Пример А16
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 40 м.ч., а количество Wy компонента у было равно 60 м.ч. Отношение Wc:Wy было равно 1:4. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=2,9 г/10 мин.
Пример А17
Композитная пленка была приготовлена как описано в Примере А1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 97 м.ч., а количество Wy компонента у было равно 3 м.ч. Отношение Wc:Wy было равно 5:1. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=6,0 г/10 мин.
Сравнительный пример А1
Композитная пленка была приготовлена в соответствии с процедурой Примера А1, за исключением того, что только композиция А пропиленового полимера использовалась для экструзионного литья с тем, чтобы сформировать однослойную пленку, имеющую толщину 50 мкм.
Сравнительный пример А2
Композитная пленка была приготовлена в соответствии с процедурой Примера А2, за исключением того, что только композиция В пропиленового полимера использовалась для экструзионного литья с тем, чтобы сформировать однослойную пленку, имеющую толщину 50 мкм.
Сравнительный пример A3
Композитная пленка была приготовлена в соответствии с процедурой Примера А1, за исключением того, что композиция А пропиленового полимера содержала только компонент b. Как показано на Фиг. 4, в соответствии с наблюдениями с использованием AFM резиновая фаза имела средний размер поперечной оси 380 нм и среднее значение соотношения сторон 23,4.
Сравнительный пример А4
Композитная пленка была приготовлена в соответствии с процедурой Примера А1, за исключением того, что композиция В пропиленового полимера содержала только компоненты а и b, причем количество Wa компонента а было равно 75 м.ч., а количество Wb компонента b было равно 25 м.ч.
Сравнительный пример А5
Композитная пленка была подготовлена соответствии с процедурой Примера А1, за исключением того, что композиция А пропиленового полимера содержала только компоненты а и с, причем количество Wa компонента а было равно 75 м.ч., а количество Wc компонента с было равно 25 м.ч.
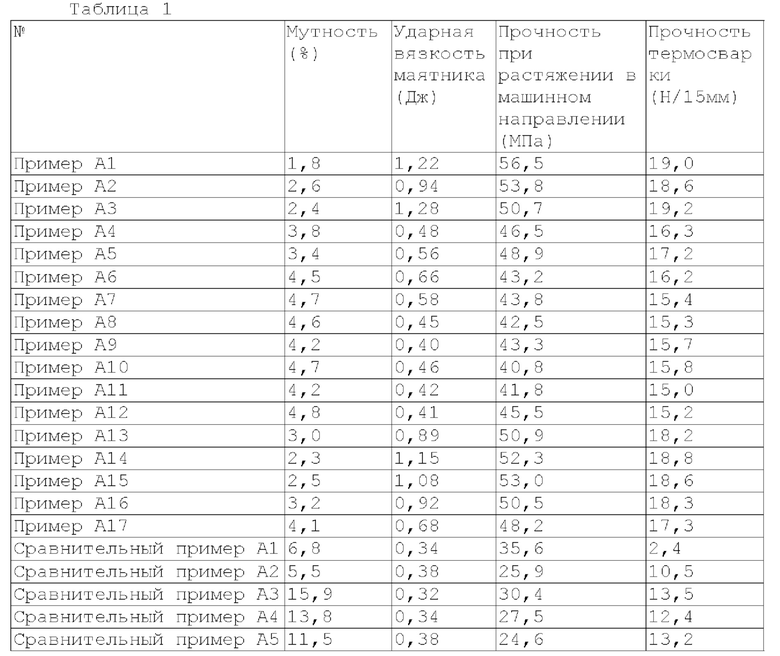
Из результатов, представленных в Таблице 1, можно сделать вывод, что композитная пленка в соответствии с настоящим изобретением может одновременно обладать хорошей ударной вязкостью и оптическими свойствами и даже может иметь хорошую прочность на растяжение и хорошую термосвариваемость. По сравнению с однослойной пленкой или композитной пленкой, которая не соответствует настоящему изобретению, композитная пленка по настоящему изобретению может обеспечить лучший баланс вышеуказанных различных свойств, и при экструзионном литье пленка имеет лучшую стабильность поверхности и однородность толщины.
Пример В1
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn 4,7); а компонент b представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 80 м.ч., а количество Wb компонента b было равно 20 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а и компонента b), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,5 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation); и компонент z представлял собой пропиленовый ударопрочный сополимер торговой марки EP200K (производства компании SINOPEC SABIC Petrochemical Company, имеющий содержание этилена 8 мас. %, содержание сополимеризованной этилен-пропиленовой части 13 мас. % и скорость течения расплава 3,2 г/10 мин). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 5 м.ч., и количество Wz компонента z было равно 10 м.ч. Отношение Wb:Wy было равно 4:1. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,7 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,02:1. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Пример В2
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой пропиленовый ударопрочный сополимер торговой марки M180R (производства компании Shanghai Petrochemical Co., Ltd, имеющий содержание этилена 11 мас. %, содержание сополимеризованной этилен-пропиленовой части 15 мас. % и скорость течения расплава 2,0 г/10 мин); а компонент b представлял собой полиолефиновый эластомер торговой марки DF640 (производства компании Mitsui). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 95 м.ч., а количество Wb компонента b было равно 5 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а и компонента b), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F500EPS (производства компании Shanghai Petrochemical Co., Ltd, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,3 г/10 мин); компонент у представлял собой полиолефиновый эластомер торговой марки DF640 (производства компании Mitsui); а компонент z представлял собой пропиленовый ударопрочный сополимер торговой марки Ml 80R (производства компании Shanghai Petrochemical Co., Ltd, имеющий содержание этилена 11 мас. %, содержание сополимеризованной части этилена и пропилена 15 мас. % и скорость течения расплава 2,0 г/10 мин). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 60 м.ч., количество Wy компонента у было равно 20 м.ч., и количество Wz компонента z было равно 20 м.ч. Отношение Wb:Wy было равно 1:4. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,4 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдеры верхнего слоя и нижнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,02:1. Во время процесса отливки пленки температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего и нижнего поверхностных слоев (слоя b; слоя с с тем же составом, что и слой b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 1:1.
Пример В3
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки FC801 (производства компании Shanghai Petrochemical Co., Ltd, имеющий скорость течения расплава 7,8 г/10 мин, изотактичность 98% и молекулярно массовое распределениеМтлг/Мп 4,8); а компонент b представлял собой полиолефиновый эластомер торговой марки ЕХАСТ3139 (производства компании Exxon Corporation). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 85 м.ч., а количество Wb компонента b было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а и компонента b), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=7,9 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F800EPS (производства компании Shanghai Petrochemical Co., Ltd); компонент у представлял собой полиолефиновый эластомер торговой марки ЕХАСТ3139 (производства компании Exxon Corporation); а компонент z представлял собой полипропиленовый ударопрочный сополимер торговой марки PPB-M02D (производства компании Maoming Petrochemical Company). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 10 м.ч., и количество Wz компонента z было равно 5 м.ч. Отношение Wb:Wy было равно 3:2. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=7,4 г/10 мин.
(3) Приготовление композитной пленки:
Процедура приготовления была той же самой, что и на стадии (3) Примера В1.
Пример В4
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера В1, за исключением того, что количество Wa компонента а было равно 70 м.ч., а количество Wb компонента b было равно 30 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,2 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера В1, за исключением того, что количество Wx компонента х было равно 90 м.ч., количество Wy компонента у было равно 5 м.ч., и количество Wz компонента z было равно 5 м.ч. Отношение Wb:Wy было равно 6:1. Другие процедуры были теми же самыми, что и на стадии (1). Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=8,2 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера В1. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:3.
Пример В5
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера В3, за исключением того, что количество Wa компонента а было равно 75 м.ч., а количество Wb компонента b было равно 25 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=9,3 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера В3, за исключением того, что количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 13 м.ч., и количество Wz компонента z было равно 2 м.ч. Отношение Wb:Wy было равно 25:13. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=9,2 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера B2. Толщина пленки составила 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 2:1.
Пример В6
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера B3, за исключением того, что количество Wa компонента а было равно 100 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=7,8 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера В3, за исключением того, что количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 30 м.ч., и количество Wz компонента z было равно 20 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=6,8 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера В3. Толщина пленки составила 50 мкм, причем отношение толщины верхнего слоя к толщине основного слоя было равно 1:4.
Пример В7
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера В1. Количество Wa компонента а было равно 100 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера В1, за исключением того, что количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 20 м.ч., и количество Wz компонента z было равно 30 м.ч. Другие процедуры были теми же самыми, что и на стадии (1). Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=3,5 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера В1. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:3.
Пример В8
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 100 м.ч. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
Пример В9
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 50 м.ч., а количество Wb компонента b было равно 50 м.ч. Отношение Wb:Wy было равно 10:1. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,5 г/10 мин.
Пример В10
Композитная пленка была подготовлена как описано в Примере В1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 40 м.ч., количество Wy компонента у было равно 30 м.ч., и количество Wz компонента z было равно 30 м.ч. Отношение Wb:Wy было равно 2:3. Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,5 г/10 мин.
Пример В11
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 40 м.ч., и количество Wz компонента z было равно 10 м.ч. Отношение Wb:Wy было равно 1:2. Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=5,0 г/10 мин.
Пример В12
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 10 м.ч., и количество Wz компонента z было равно 40 м.ч. Отношение Wb:Wy было равно 2:1. Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,8 г/10 мин.
Пример В13
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 99 м.ч., а количество Wb компонента b было равно 1 м.ч. Отношение Wb:Wy было равно 1:5. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,2 г/10 мин.
Пример В14
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 97,5 м.ч., а количество Wb компонента b было равно 2,5 м.ч. Отношение Wb:Wy было равно 1:2. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
Пример В15
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 95 м.ч., а количество Wb компонента b было равно 5 м.ч. Отношение Wb:Wy было равно 1:1. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,2 г/10 мин.
Пример В16
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 90 м.ч., а количество Wb компонента b было равно 10 м.ч. Отношение Wb:Wy было равно 2:1. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,3 г/10 мин.
Пример В17
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 75 м.ч., а количество Wb компонента b было равно 25 м.ч. Отношение Wb:Wy было равно 5:1. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
Сравнительный пример В1
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что только композиция А пропиленового полимера использовалась для экструзионного литья с тем, чтобы сформировать однослойную пленку, имеющую толщину 50 мкм.
Сравнительный пример В2
Композитная пленка была приготовлена как описано в Примере В2, за исключением того, что только композиция В пропиленового полимера использовалась для экструзионного литья с тем, чтобы сформировать однослойную пленку, имеющую толщину 50 мкм.
Сравнительный пример В3
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что композиция В пропиленового полимера содержала только компонент х.
Сравнительный пример В4
Композитная пленка была приготовлена как описано в Примере В1, за исключением того, что композиция В пропиленового полимера содержала только компонент х и компонент у, причем количество Wx компонента х было равно 85 м.ч., а количество Wy компонента у было равно 15 м.ч.
Пример В18
Композитная пленка была приготовлена как описано в Примере В2, за исключением того, что композиция В пропиленового полимера содержала только компонент х и компонент z, причем количество Wx компонента х было равно 70 м.ч., а количество Wz компонента z было равно 30 м.ч.

Из результатов, представленных в Таблице 2, можно сделать вывод, что композитная пленка в соответствии с настоящим изобретением одновременно обладает хорошей ударной вязкостью и оптическими свойствами и даже имеет хорошие свойства при растяжении и хорошую прочность термосварки. По сравнению с однослойной пленкой или композитной пленкой, которая не соответствует настоящему изобретению, композитная пленка по настоящему изобретению может обеспечить хороший баланс различных свойств, и при экструзионном литье пленка имеет лучшую стабильность поверхности и однородность толщины.
Пример С1
Была в основном повторена процедура Примера А1, за исключением того, что полиолефиновый эластомер, используемый на стадиях (1) и (2), был заменен полиолефиновым эластомером торговой марки 8200 (производства компании Dow, сополимер этилена и 1-октена с содержанием структурных звеньев октена 38 мас. %, имеющий отношение вязкости при сдвиге η160/η640 г равное 2,18 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640, равную 185 Па⋅с при 230°С и скорости сдвига 640r-1); и на стадии (3) массовое отношение антиадгезива к пропиленовой полимерной композиции составляло 0,2:100. Скорости течения расплава составляли MFRA=3,8 г/10 мин, MFRB=4,2 г/10 мин.
Фотография поперечного сечения композитной пленки, полученная с помощью атомного силового микроскопа, показана на Фиг. 5. На этой фотографии черные части представляют собой резиновые фазы, которые являются диспергированными, имеют лентообразную форму и располагаются параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 84 нм и среднее значение соотношения сторон 8,8.
Пример С2
Была в основном повторена процедура Примера А2, за исключением того, что полиолефиновый эластомер, используемый на стадиях (1) и (2), был заменен полиолефиновым эластомером торговой марки DF840 (производства компании Mitsui, сополимер этилена и 1-бутена с содержанием структурных звеньев бутена 25 мас. %, имеющий отношение вязкости при сдвиге η160/η640, равное 1,75 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640, равную 398 Па⋅с при 230°С и скорости сдвига 640r-1); и на стадии (3) массовое отношение антиадгезива к пропиленовой полимерной композиции составляло 0,2:100. Скорости течения расплава составляли MFRA=3,4 г/10 мин, MFRB=5,6 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Средний размер поперечной оси резиновой фазы составлял 105 нм, а среднее значение соотношения сторон составляло 8,5.
Пример С3
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки FC801 (производства компании Shanghai Petrochemical Co., Ltd, имеющий скорость течения расплава 7,8 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn, равное 4,8); компонент b представлял собой пропиленовый ударопрочный сополимер торговой марки PPB-M02D (производства компании Maoming Petrochemical Company, имеющий содержание этилена 8 мас. %, содержание этилен-пропиленовой сополимерной части 10 мас. %, содержание звеньев этилена 36,3 мас. % в растворимых в ксилоле веществах при комнатной температуре, содержание последовательностей звеньев этилена [ЕЕЕ] 18,5 мас. %, и скорость течения расплава 1,5 г/10 мин); а компонент с представлял собой полиолефиновый эластомер торговой марки VM3980 (производства компании Exxon Corporation, сополимер пропилена и этилена, имеющий содержание структурных звеньев этилена 9 мас. %, имеющий отношение вязкости при сдвиге η160/η640, равное 2,26 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640, равную 205 Па⋅с при 230°С и скорости сдвига 640r-1). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 55 м.ч., количество Wb компонента b было равно 25 м.ч., и количество Wc компонента с было равно 20 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=7,0 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F800EDF (производства компании Shanghai Petrochemical Co., биполимер пропилена-этилена, имеющий скорость течения расплава 7,8 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки VM3980 (производства компании Exxon Corporation, сополимер пропилена и этилена, имеющий содержание структурных звеньев этилена 9 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 2,26 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640, равную 205 Па⋅с при 230°С и скорости сдвига 640r-1). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 80 м.ч., а количество Wy компонента у было равно 20 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=8,3 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдеры верхнего слоя и нижнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,02:1. Во время процесса отливки пленки температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего и нижнего поверхностных слоев (слоя b; слоя с с тем же составом, что и слой b) и основного слоя (слоя а). Толщина пленки была равна 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 1:4.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 88 нм и среднее значение соотношения сторон 9,6.
Пример С4
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера С1, за исключением того, что количество Wa компонента а было равно 80 м.ч., количество Wb компонента b было равно 18 м.ч., и количество Wc компонента с было равно 2 м.ч. Компонент с представлял собой полиолефиновый эластомер торговой марки 8411 (производства компании Dow, сополимер этилена и 1-октена с содержанием структурных звеньев октена 36 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 1,80 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640, равную 148 Па⋅с при 230°С и скорости сдвига 640r-1). Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,6 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера С1, за исключением того, что количество Wx компонента х было равно 92 м.ч., а количество Wy компонента у было равно 8 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=7,5 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера С1. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:6.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 196 нм и среднее значение соотношения сторон 5,3.
Пример С5
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера С1, за исключением того, что количество Wa компонента а было равно 90 м.ч., количество Wb компонента b было равно 5 м.ч., и количество Wc компонента с было равно 5 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,0 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера С1, за исключением того, что количество Wx компонента х было равно 80 м.ч., а количество Wy компонента у было равно 20 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=3,5 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера С2. Толщина пленки была равна 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 2:1.
Пример С6
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера С3, за исключением того, что количество Wa компонента а было равно 50 м.ч., количество Wb компонента b было равно 40 м.ч., и количество Wc компонента с было равно 10 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=4,8 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера С3, за исключением того, что количество Wx компонента х было равно 60 м.ч., а количество Wy компонента у было равно 40 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=9,6 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера С3.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 23 нм и среднее значение соотношения сторон 19,8.
Пример С7
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и в Примере С1, за исключением того, что количество Wa компонента а было равно 50 м.ч., количество Wb компонента b было равно 20 м.ч., и количество Wc компонента с было равно 30 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,0 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера С1, за исключением того, что количество Wx компонента х было равно 85 м.ч., а количество Wy компонента у было равно 15 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,3 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и в Примере С1. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:3.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 145 нм и среднее значение соотношения сторон 12,1.
Пример С8
Пленка из пропиленового полимера была приготовлена как описано в Примере С1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 40 м.ч., количество Wb компонента b было равно 40 м.ч., и количество Wc компонента с было равно 20 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 88 нм и среднее значение соотношения сторон 17,0.
Пример С9
Пленка из пропиленового полимера была приготовлена как описано в Примере С1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 95 м.ч., а количество Wy компонента у было равно 5 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=5,5 г/10 мин.
Пример С10
Пленка из пропиленового полимера была приготовлена как описано в Примере С1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 70 м.ч., а количество Wy компонента у было равно 30 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,7 г/10 мин.
Пример СИ
Пленка из пропиленового полимера была приготовлена как описано в Примере С1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 40 м.ч., а количество Wy компонента у было равно 60 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=3,2 г/10 мин.
Пример С12
Композиция А пропиленового полимера была приготовлена как описано в Примере C3, композиция В пропиленового полимера была приготовлена как описано в Примере С2, так, чтобы оба значения (ηA160-ηB160) и (ηА640-ηВ640) были меньше нуля. Композитная пленка была приготовлена как описано в Примере C3.
Сравнительный пример С1
Пленка из пропиленового полимера была приготовлена как описано в Примере С1, за исключением того, что при подготовке композиции А пропиленового полимера полиолефиновый эластомер с был заменен полиолефиновый эластомером торговой марки DF7 40 (производства компании Mitsui, с содержанием структурных звеньев бутена 28 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 1,63 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640 равную 554 Па⋅с при 230°С и скорости сдвига 640r-1). Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,4 г/10 мин.
Сравнительный пример С2
Пленка из пропиленового полимера была приготовлена как описано в Примере С2, за исключением того, что при подготовке композиции В пропиленового полимера полиолефиновый эластомер у был заменен полиолефиновый эластомером торговой марки 8400 (производства компании Dow, сополимер пропилена и октена с содержанием структурных звеньев октена 35 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 2,45 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640 равную 84 Па⋅с при 230°С и скорости сдвига 640r-1). Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=8,4 г/10 мин.
Сравнительный пример C3
Композитная пленка была приготовлена как описано в Примере С1, за исключением того, что композиция В пропиленового полимера содержала только компонент х.
Сравнительный пример С4
Композитная пленка была подготовлена как описано в Примере С1, за исключением того, что композиция В пропиленового полимера содержала только компоненты а и b, причем количество Wa компонента а было равно 75 м.ч., а количество Wb компонента b было равно 25 м.ч.
Сравнительный пример С5
Композитная пленка была подготовлена как описано в Примере С1, за исключением того, что композиция А пропиленового полимера содержала только компоненты а и с, причем количество Wa компонента а было равно 75 м.ч., а количество Wc компонента с было равно 25 м.ч.


Из результатов, приведенных в Таблице 3 и Таблице 4, можно сделать вывод, что композитная пленка в соответствии с настоящим изобретением одновременно обладала хорошей ударопрочностью и оптическими свойствами и даже имела хорошую однородность пленки, в частности при использовании полиолефинового эластомера, имеющего конкретную вязкость при сдвиге, при экструзионном литье поверхность пленки была стабильной, а однородность толщины и однородность ударопрочности пленки были значительно улучшены.
Пример D1
Была в основном повторена процедура Примера В1, за исключением следующего:
Полиолефиновый эластомер, используемый на стадии (1), был заменен полиолефиновый эластомером торговой марки 8411 (производства компании Dow, сополимер этилена и 1-октена с содержанием структурных звеньев октена 36 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 1,80 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига 148 Па⋅с при 230°С и скорости сдвига 640r-1); и полученные таблетки пропиленовой полимерной композиции А имели скорость течения расплава MFRA=3,4 г/10 мин.
Полиолефиновый эластомер, используемый на стадии (2), был заменен полиолефиновым эластомером торговой марки 8200 (производства компании Dow, сополимер этилена и 1-октена с содержанием структурных звеньев октена 38 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 2,18 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640 равную 185 Па⋅с при 230°С и скорости сдвига 640r-1); и полученные таблетки пропиленовой полимерной композиции В имели скорость течения расплава MFRB=4,9 г/10 мин.
На стадии (3) массовое отношение антиадгезива к пропиленовой полимерной композиции составляло 0,2:100.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 72 нм и среднее значение соотношения сторон 5,5.
Пример D2
Была в основном повторена процедура Примера В2, за исключением того, что полиолефиновый эластомер, используемый на стадиях (1) и (2), был заменен полиолефиновым эластомером торговой марки DF840 (производства компании Mitsui, сополимер этилена и 1-бутена с содержанием структурных звеньев бутена 25 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 1,75 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига η640, равную 398 Па⋅с при 230°С и скорости сдвига 640r-1); и на стадии (3) массовое отношение антиадгезива к пропиленовой полимерной композиции составляло 0,2:100. Скорости течения расплава составляли MFRA=3,3 г/10 мин, MFRB=4,5 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 130 нм и среднее значение соотношения сторон 6,4.
Пример D3
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки FC801 (производства компании Shanghai Petrochemical Co., Ltd, имеющий скорость течения расплава 7,8 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn, равное 4,8); а компонент b представлял собой полиолефиновый эластомер торговой марки VM3980 (производства компании Exxon Corporation, сополимер пропилена и этилена, имеющий содержание структурных звеньев этилена 9 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 2,26 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига 205 Па⋅с при 230°С и скорости сдвига 640r-1). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 85 м.ч., а количество Wb компонента b было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а и компонента b), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=7,4 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F800EDF (производства компании Shanghai Petrochemical Co., биполимер пропилена-этилена, имеющий скорость течения расплава 7,8 г/10 мин); компонент у представлял собой полиолефиновый эластомер торговой марки VM3980 (производства компании Exxon Corporation, сополимер пропилена и этилена, имеющий содержание структурных звеньев этилена 9 мас. %, имеющий отношение вязкости при сдвиге η160/η640 равное 2,26 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига 205 Па⋅с при 230°С и скорости сдвига 640r-1); и компонент z представлял собой пропиленовый ударопрочный сополимер торговой марки PPB-M02D (производства компании Maoming Petrochemical Company, имеющий содержание этилена 8 мас. %, содержание этилен-пропиленовой сополимерной части 10 мас. %, содержание звеньев этилена 36,3 мас. % в растворимых в ксилоле веществах при комнатной температуре, содержание последовательностей звеньев этилена [ЕЕЕ] 18,5 мас. %, и скорость течения расплава 1,5 г/10 мин). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 10 м.ч., и количество Wz компонента z было равно 5 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=7, 9 г/10 мин.
(3) Приготовление композитной пленки:
Процедура приготовления была той же самой, что и на стадии (3) Примера D1.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 72 нм и среднее значение соотношения сторон 13,2.
Пример D4
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера D1, за исключением того, что количество Wa компонента а было равно 70 м.ч., а количество Wb компонента b было равно 30 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,5 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера D1, за исключением того, что количество Wx компонента х было равно 90 м.ч., количество Wy компонента у было равно 5 м.ч., и количество Wz компонента z было равно 5 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=5,2 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера D1. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:3.
Пример D5
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера D3, за исключением того, что количество Wa компонента а было равно 75 м.ч., а количество Wb компонента b было равно 25 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=9,0 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера D3, за исключением того, что количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 13 м.ч., и количество Wz компонента z было равно 2 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=9,3 г/10 мин.
(3) Приготовление композитной пленки:
Эта стадия была той же самой, что и в Примере D2. Толщина пленки была равна 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 2:1.
Пример D6
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера D3.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера D3, за исключением того, что количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 30 м.ч., компонент у представлял собой полиолефиновый эластомер торговой марки 8411 (производства компании Dow, сополимер этилена и 1-октена с содержанием структурных звеньев октена 36 мас. %, имеющий отношение вязкости при сдвиге η160/η640 г равное 1,80 при 230°С и скоростях сдвига 160r-1 и 640r_1, и имеющий вязкость сдвига 148 Па⋅с при 230°С и скорости сдвига 640r-1), и количество Wz компонента z было равно 20 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=9,0 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера D3. Толщина пленки составила 50 мкм, причем отношение толщины верхнего слоя к толщине основного слоя было равно 1:4.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 25 нм и среднее значение соотношения сторон 19,7.
Пример D7
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера D1.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера D1, за исключением того, что количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 20 м.ч., и количество Wz компонента z было равно 30 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=3,7 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера D1. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:3.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 67 нм и среднее значение соотношения сторон 17,5.
Пример D8
Композитная пленка была приготовлена как описано в Примере D1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 50 м.ч., а количество Wb компонента b было равно 50 м.ч. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,6 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 190 нм и среднее значение соотношения сторон 5,1.
Пример D9
Композитная пленка была подготовлена как описано в Примере D1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 40 м.ч., количество Wy компонента у было равно 30 м.ч., и количество Wz компонента z было равно 30 м.ч. Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,4 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 145 нм и среднее значение соотношения сторон 7,8.
Пример D10
Композитная пленка была подготовлена как описано в Примере D1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 40 м.ч., и количество Wz компонента z было равно 10 м.ч. Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=5,1 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 85 нм и среднее значение соотношения сторон 18,3.
Пример D11
Композиция А пропиленового полимера была приготовлена как описано в Примере D3, композиция В пропиленового полимера была приготовлена как описано в Примере D2, так, чтобы оба значения (ηA160-ηB160) и (ηA640-ηB640) были меньше нуля. Композитная пленка была приготовлена как описано в Примере D3.
Сравнительный пример D1
Композитная пленка была подготовлена как описано в Примере D1, за исключением того, что полиолефиновый эластомер b был заменен полиолефиновым эластомером торговой марки DF7 40 (производства компании Mitsui, имеющий отношение вязкости при сдвиге η160/η640 равное 1,63 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига 554 Па⋅с при 230°С и скорости сдвига 640r-1). Композиция А пропиленового полимера имела скорость течения расплава MFRA=2,6 г/10 мин. Толщина пленки составила 50 мкм.
Сравнительный пример D2
Композитная пленка была подготовлена как описано в Примере D2, за исключением того, что полиолефиновый эластомер у был заменен полиолефиновым эластомером торговой марки DF740 (производства компании Mitsui, имеющий отношение вязкости при сдвиге η160/η640 равное 1,63 при 230°С и скоростях сдвига 160r-1 и 640r-1, и имеющий вязкость сдвига 554 Па⋅с при 230°С и скорости сдвига 640r-1). Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,2 г/10 мин. Толщина пленки составила 50 мкм.
Сравнительный пример D3
Композитная пленка была подготовлена как описано в Примере D1, за исключением того, что композиция В пропиленового полимера содержала только компонент х.
Сравнительный пример D4
Композитная пленка была подготовлена как описано в Примере D1, за исключением того, что композиция В пропиленового полимера содержала только компонент х и компонент у, причем количество Wx компонента х было равно 85 м.ч., а количество Wy компонента у было равно 15 м.ч.
Пример D12
Композитная пленка была подготовлена как описано в Примере D2, за исключением того, что композиция В пропиленового полимера содержала только компонент х и компонент z, причем количество Wx компонента х было равно 70 м.ч., а количество Wz компонента z было равно 30 м.ч.
Сравнительный пример D5
Композитная пленка была подготовлена как описано в Примере D2, за исключением того, что композиция А пропиленового полимера содержала только компонент а.


Из результатов, представленных в Таблице 5 и Таблице 6, можно сделать вывод, что композитная пленка в соответствии с настоящим изобретением одновременно обладает хорошей ударной вязкостью и оптическими свойствами. По сравнению с композитной пленкой, не соответствующей настоящему изобретению, композитная пленка в соответствии с настоящим изобретением обладала лучшими общими свойствами, и в частности при использовании полиолефинового эластомера, имеющего конкретную вязкость при сдвиге, при экструзионном литье поверхность пленки была стабильной, а однородность толщины и однородность ударопрочности пленки были значительно улучшены.
Пример Е1
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой пропиленовый ударопрочный сополимер торговой марки J410F (производства компании Korean Hyosung, резиновая фаза, имеющая средний размер частиц 600 нм и максимальный размер частиц 800 нм, с содержанием звеньев этилена 5,3 мас. %, содержанием сополимеризованной части этилена и пропилена 7,2 мас. %, содержанием звеньев этилена в растворимых в ксилоле при комнатной температуре веществах 26,0 мас. %, содержанием последовательностей звена этилена [ЕЕЕ] 6,9 мас. % и скоростью течения расплава 4,6 г/10 мин, Фиг. 6а показывает полученную с помощью SEM фотографию поперечного сечения образца ударопрочного сополимера пропилена); компонент b представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,0 г/10 мин и молекулярно массовое распределение Mw/Mn, равное 4,6); а компонент с представлял собой полиолефиновый эластомер торговой марки DF840 (производства компании Mitsui, сополимер этилена и 1-бутена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 65 м.ч., количество Wb компонента b было равно 30 м.ч., и количество Wc компонента с было равно 5 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=4,1 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F500EPS (производства компании Shanghai Petrochemical Co., Ltd, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,3 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки DF840 (производства компании Mitsui, сополимер этилена и 1-бутена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 90 м.ч., а количество Wy компонента у было равно 10 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=5,6 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдеры верхнего слоя и нижнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,02:1. Во время процесса отливки пленки температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего и нижнего поверхностных слоев (слоя b) и основного слоя (слоя а). Толщина пленки была равна 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 1:1.
Фотография поперечного сечения композитной пленки, полученная с помощью атомного силового микроскопа, показана на Фиг. 7. На этой фотографии черные части представляют собой резиновые фазы, и можно видеть, что резиновые фазы диспергированы, имеют лентообразную форму и располагаются параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 53 нм и среднее значение соотношения сторон 5,2.
Пример Е2
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой пропиленовый ударопрочный сополимер торговой марки F200R (производства компании Shanghai Petrochemical Co., Ltd, с содержанием звеньев этилена 9,1 мас. %, содержанием сополимеризованной этилен-пропиленовой части 12,2 мас. %, резиновая фаза, имеющая средний размер частиц 800 нм и максимальный размер частиц 1 мкм, содержание звеньев этилена 38,1 мас. % в растворимых в ксилоле при комнатной температуре веществах, содержание последовательностей звеньев этилена [ЕЕЕ] 13,6 мас. %, и скоростью течения расплава 2,1 г/10 мин); компонент b представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., скорость течения расплава 3,1 г/10 мин и молекулярно массовое распределение Mw/Mn 4,7); а компонент с представлял собой полиолефиновый эластомер торговой марки 8200 (производства компании Dow, сополимер этилена и 1-октена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 75 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,3 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки 8200 (производства компании Dow, сополимер этилена и 1-октена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 75 м.ч., а количество Wy компонента у было равно 25 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=4,2 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 62 нм и среднее значение соотношения сторон 11,2.
Пример Е3
Компонент а представлял собой ударопрочный сополимер пропилена торговой марки PPB-M02D (резиновая фаза со средним размером частиц 1,4 мкм и максимальным размером частиц 1,9 мкм, производства компании Maoming Petrochemical Company, содержание этилена 8 мас. %, содержание этилен-пропиленовой сополимеризованной части 10 мас. %, содержание звеньев этилена в растворимых в ксилоле при комнатной температуре веществах 36,3 мас. %, содержание последовательностей звеньев этилена [ЕЕЕ] 18,5 мас. %, и скорость течения расплава 1,5 г/10 мин); компонент b представлял собой бинарный статистический пропилен-этиленовый сополипропилен торговой марки F800EDF (производства компании Shanghai Petrochemical Co., имеющий скорость течения расплава 7,8 г/10 мин); и компонент с представлял собой полиолефиновый эластомер торговой марки VM3980 (производства компании Exxon Corporation, сополимер пропилена и этилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 55 м.ч., количество Wb компонента b было равно 25 м.ч., и количество Wc компонента с было равно 20 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=6,4 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F800EDF (производства компании Shanghai Petrochemical Co., биполимер этилена и пропилена, имеющий скорость течения расплава 7,8 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки VM3980 (производства компании Exxon Corporation, сополимер пропилена и этилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 80 м.ч., а количество Wy компонента у было равно 20 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=8,3 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера Е1. Толщина окончательно приготовленной пленки составила 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 1:4.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 143 нм и среднее значение соотношения сторон 8,7.
Пример Е4
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера Е2, за исключением того, что количество Wa компонента а было равно 80 м.ч., количество Wb компонента b было равно 18 м.ч., и количество Wc компонента с было равно 2 м.ч., где компонент с представлял собой полиолефиновый эластомер торговой марки 8411 (производства компании Dow, сополимер этилена и 1-октена). Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера Е2, за исключением того, что количество Wx компонента х было равно 92 м.ч., а количество Wy компонента у было равно 8 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=7,5 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера Е2. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:6.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 77 нм и среднее значение соотношения сторон 5,6.
Пример Е5
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера Е1, за исключением того, что количество Wa компонента а было равно 90 м.ч., количество Wb компонента b было равно 5 м.ч., и количество Wc компонента с было равно 5 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=5,1 г/10 мин.
(2) Подготовка композиции В пропиленового полимера:
Процедура была той же самой, что и на стадии (2) Примера Е2, за исключением того, что количество Wx компонента х было равно 80 м.ч., а количество Wy компонента у было равно 20 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=3,5 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера Е1. Толщина пленки была равна 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 2:1.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 25 нм и среднее значение соотношения сторон 14,6.
Пример Е6
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера Е3, за исключением того, что количество Wa компонента а было равно 50 м.ч., количество Wb компонента b было равно 40 м.ч., и количество Wc компонента с было равно 10 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,3 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера Е3, за исключением того, что количество Wx компонента х было равно 60 м.ч., а количество Wy компонента у было равно 40 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=9,6 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера Е3.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 138 нм и среднее значение соотношения сторон 6,3.
Пример Е7
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера Е2, за исключением того, что количество Wa компонента а было равно 50 м.ч., количество Wb компонента b было равно 20 м.ч., и количество Wc компонента с было равно 30 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,6 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера Е2, за исключением того, что количество Wx компонента х было равно 85 м.ч., а количество Wy компонента у было равно 15 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=4,3 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера Е2. Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:3.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 106 нм и среднее значение соотношения сторон 8,6.
Пример Е8
Композитная пленка была приготовлена как описано в Примере Е2, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 40 м.ч., количество Wb компонента b было равно 40 м.ч., и количество Wc компонента с было равно 20 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,3 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 94 нм и среднее значение соотношения сторон 9,3.
Пример Е9
Композитная пленка была приготовлена как описано в Примере Е2, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 95 м.ч., а количество Wy компонента у было равно 5 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=5,5 г/10 мин.
Пример Е10
Композитная пленка была приготовлена как описано в Примере Е2, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 70 м.ч., а количество Wy компонента у было равно 30 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,7 г/10 мин.
Пример Е11
Композитная пленка была приготовлена как описано в Примере Е2, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 40 м.ч., а количество Wy компонента у было равно 60 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=3,2 г/10 мин.
Сравнительный пример Е1
Композитная пленка была подготовлена как описано в Примере Е2, за исключением того, что при подготовке композиции А пропиленового полимера ударопрочный сополимер пропилена был заменен ударопрочным сополимером пропилена торговой марки F7 80R (производства компании Shanghai Petrochemical Co., резиновая фаза, имеющая средний размер частиц 2,0 мкм и максимальный размер частиц 3,0 мкм, содержание звеньев этилена 9,0 мас. %, содержание сополимеризованной части этилена и пропилена 17,1 мас. %, и скорость течения расплава 7,3 г/10 мин, Фиг. 6b представляет собой полученную с помощью SEM фотографию поперечного сечения образца ударопрочного сополимера пропилена). Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=7,7 г/10 мин.
Пример Е12
Композитная пленка была подготовлена как описано в Примере Е2, за исключением того, что композиция В пропиленового полимера содержала только компоненты а и b, причем количество Wa компонента а было равно 75 м.ч., а количество Wb компонента b было равно 25 м.ч.
Сравнительный пример Е2
Композитная пленка была подготовлена как описано в Примере Е2, за исключением того, что композиция А пропиленового полимера содержала только компоненты а и с, причем количество Wa компонента а было равно 75 м.ч., а количество Wc компонента с было равно 25 м.ч.

Из результатов, представленных в Таблице 7, можно сделать вывод, что композитная пленка, имеющая микроструктуру в соответствии с настоящим изобретением, одновременно обладала хорошей ударопрочностью и оптическими свойствами, и даже обладала хорошей прочностью термосварки. В отличие от этого, композитная пленка, не имеющая микроструктуры в соответствии с настоящим изобретением, полученная с использованием
пропиленового ударопрочного сополимера, не соответствующего настоящему изобретению, имела худшие оптические свойства или ударопрочность, а при экструзионном литье поверхность пленки не была стабильной, и было трудно получить пленку с однородной толщиной.
Пример F1
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn 4,7); а компонент b представлял собой полиолефиновый эластомер торговой марки 8411 (производства компании компании Dow, сополимер этилена и 1-октена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 80 м.ч., а количество Wb компонента b было равно 20 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а и компонента b), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,4 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); компонент у представлял собой полиолефиновый эластомер торговой марки 8200 (производства компании компании Dow, сополимер этилена и 1-октена); а компонент z представлял собой ударопрочный сополимер полипропилена торговой марки PPB-M02D (резиновая фаза, имеющая средний размер частиц 1,4 мкм и максимальный размер частиц 1,9 мкм, производства компании Maoming Petrochemical Company, содержание этилена 8 мас. % и скорость течения расплава 1,5 г/10 мин). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 5 м.ч., и количество Wz компонента z было равно 10 м.ч. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=4,8 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Фотография поперечного сечения этой композитной пленки, полученная с помощью атомного силового микроскопа, показала, что резиновые фазы присутствовали в пленке, были однородно диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 128 нм и среднее значение соотношения сторон 5,2.
Пример F2
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой ударопрочный сополимер пропилена торговой марки F200R (производства компании Shanghai Petrochemical Co., Ltd, резиновая фаза, имеющая средний размер частиц 800 нм и максимальный размер частиц 1 мкм, содержание этилена 9,1 мас. %, содержание этилен-пропиленовой сополимеризованной части 12,2 мас. %, содержание звеньев этилена в растворимых в ксилоле при комнатной температуре веществах 38,1 мас. %, содержание последовательностей звена этилена [ЕЕЕ] 13,6 мас. % и скорость течения расплава 2,1 г/10 мин); а компонент b представлял собой полиолефиновый эластомер торговой марки DF840 (производства компании Mitsui, сополимер этилена и 1-бутена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 95 м.ч., а количество Wb компонента b было равно 5 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а и компонента b), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,6 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F500EPS (производства компании Shanghai Petrochemical Co., Ltd, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,3 г/10 мин); компонент у представлял собой полиолефиновый эластомер торговой марки DF840 (производства компании Mitsui); а компонент z представлял собой ударопрочный сополимер полипропилена торговой марки F200R. Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 60 м.ч., количество Wy компонента у было равно 20 м.ч., и количество Wz компонента z было равно 20 м.ч. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=4,3 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдеры верхнего слоя и нижнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,02:1. Во время процесса отливки пленки температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего и нижнего поверхностных слоев (слоя b) и основного слоя (слоя а). Толщина пленки была равна 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 1:1.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 88 нм и среднее значение соотношения сторон 7,5.
Пример F3
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки FC801 (производства компании Shanghai Petrochemical Co., Ltd, скорость течения расплава 7,8 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn, равное 4,8); а компонент b представлял собой полиолефиновый эластомер торговой марки VM3980 (производства компании Exxon Corporation, сополимер пропилена и этилена, имеющий содержание этиленовых структурных звеньев 9 мас. %). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 85 м.ч., а количество Wb компонента b было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а и компонента b), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=7,4 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F800EPS (производства компании Shanghai Petrochemical Co., Ltd, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 8,2 г/10 мин); компонент у представлял собой полиолефиновый эластомер торговой марки VM3980 (производства компании Exxon Corporation, сополимер пропилена и этилена, имеющий содержание этиленовых структурных звеньев 9 мас. %); а компонент z представлял собой ударопрочный сополимер полипропилена торговой марки J410F (производства компании Korean Hyosung, резиновая фаза, имеющая средний размер частиц 600 нм и максимальный размер частиц 800 нм, содержание этилена 5,3 мас. %, содержание сополимеризованной части этилена и пропилена 7,2 мас. %, содержание звеньев этилена в растворимых в ксилоле при комнатной температуре веществах 26,0 мас. %, содержание последовательностей звеньев этилена [ЕЕЕ] 6,9 мас. % и скорость течения расплава 4,6 г/10 мин). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 10 м.ч., и количество Wz компонента z было равно 5 м.ч. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=8,4 г/10 мин.
(3) Приготовление композитной пленки:
Процедура приготовления была той же самой, что и на стадии (3) Примера F1.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 54 нм и среднее значение соотношения сторон 9,8.
Пример F4
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера F1, за исключением того, что количество Wa компонента а было равно 70 м.ч., а количество Wb компонента b было равно 30 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,5 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Эта стадия была той же самой, что и стадия (2) Примера F1, за исключением того, что количество Wx компонента х было равно 90 м.ч., количество Wy компонента у было равно 5 м.ч., и количество Wz компонента z было равно 5 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=5,5 г/10 мин.
(3) Приготовление композитной пленки:
Эта стадия была той же самой, что и в Примере F1. Толщина пленки составила 50 мкм, причем отношение толщины слоя В к толщине слоя А было равно 1:3.
Пример F5
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера F2, за исключением того, что количество Wa компонента а было равно 75 м.ч., а количество Wb компонента b было равно 25 м.ч. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=4,0 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и в Примере F3, за исключением того, что количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 13 м.ч., и количество Wz компонента z было равно 2 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=8,2 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и в Примере F2. Толщина пленки была равна 50 мкм, причем отношение суммы толщин верхнего и нижнего слоев к толщине основного слоя было равно 2:1.
Пример F6
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера F3.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера F3, за исключением того, что количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 30 м.ч., компонент у представлял собой полиолефиновый эластомер торговой марки 8411 (сополимер этилена и 1-а производства компании Dow), и количество Wz компонента z было равно 20 м.ч. Наконец, были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=8,6 г/10 мин. (3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера F3. Толщина пленки составила 50 мкм, причем отношение толщины верхнего слоя к толщине основного слоя было равно 1:4.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 28 нм и среднее значение соотношения сторон 14,5.
Пример F7
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Процедура была той же самой, что и на стадии (1) Примера F1.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Процедура была той же самой, что и на стадии (2) Примера F1, за исключением того, что количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 20 м.ч., и количество Wz компонента z было равно 30 м.ч. Другие процедуры были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=4,3 г/10 мин.
(3) Приготовление композитной пленки:
Процедура была той же самой, что и на стадии (3) Примера F1. Толщина пленки составила 50 мкм, причем отношение толщины слоя В к толщине слоя А было равно 1:3.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 147 нм и среднее значение соотношения сторон 6,3.
Пример F8
Композитная пленка была приготовлена как описано в Примере F1, за исключением того, что при подготовке композиции А пропиленового полимера количество Wa компонента а было равно 50 м.ч., а количество Wb компонента b было равно 50 м.ч. Наконец, были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,6 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 120 нм и среднее значение соотношения сторон 5,5.
Пример F9
Композитная пленка была подготовлена как описано в Примере F1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 40 м.ч., количество Wy компонента у было равно 30 м.ч., и количество Wz компонента z было равно 30 м.ч. Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=4,2 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 145 нм и среднее значение соотношения сторон 7,4.
Пример F10
Композитная пленка была подготовлена как описано в Примере F1, за исключением того, что при подготовке композиции В пропиленового полимера количество Wx компонента х было равно 50 м.ч., количество Wy компонента у было равно 40 м.ч., и количество Wz компонента z было равно 10 м.ч. Были получены таблетки композиции В пропиленового полимера, и после измерения они имели скорость течения расплава MFRB=5,3 г/10 мин.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы, которые были диспергированы, имели лентообразную форму и располагались параллельно друг другу. Резиновая фаза имела средний размер поперечной оси 102 нм и среднее значение соотношения сторон 9,3.
Сравнительный пример F1
Композитная пленка была приготовлена как описано в Примере F1, за исключением того, что при подготовке композиции В пропиленового полимера ударопрочный сополимер полипропилена z был заменен ударопрочным сополимером полипропилена торговой марки F780R (производства компании Shanghai Petrochemical Co., резиновая фаза, имеющая средний размер частиц 2,0 мкм и максимальный размер частиц 3,0 мкм, содержание звеньев этилена 9,0 мас. %, содержание сополимеризованной части этилена и пропилена 17,1 мас. % и скорость течения расплава 7,3 г/10 мин). Наконец, были получены таблетки композиции В пропиленового полимера, после измерения они имели скорость течения расплава MFRB=7,9 г/10 мин. Толщина пленки составила 50 мкм. Сравнительный пример F2
Композитная пленка была приготовлена как описано в Примере F2, за исключением того, что компонент а в композиции А и компонент z в композиции В были заменены ударопрочным сополимером полипропилена торговой марки F7 80R, и были получены таблетки композиции А пропиленового полимера (скорость течения расплава MFR=7,3 г/10 мин) и таблетки композиции В пропиленового полимера (скорость течения расплава MFR=6,5 г/10 мин). Толщина пленки составила 50 мкм.
Сравнительный пример F3
Композитная пленка была подготовлена как описано в Примере F1, за исключением того, что композиция В пропиленового полимера содержала только компонент х.
Сравнительный пример F4
Композитная пленка была подготовлена как описано в Примере F1, за исключением того, что композиция В пропиленового полимера содержала только компонент х и компонент у, причем количество Wx компонента х было равно 85 м.ч., а количество Wy компонента у было равно 15 м.ч.
Сравнительный пример F5
Композитная пленка была подготовлена как описано в Примере F2, за исключением того, что композиция В пропиленового полимера содержала только компонент х и компонент z, причем количество Wx компонента х было равно 70 м.ч., а количество Wz компонента z было равно 30 м.ч.

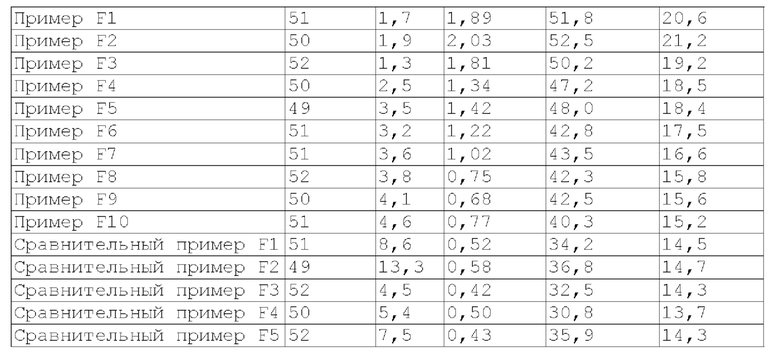
Из результатов, представленных в Таблице 8, можно сделать вывод, что композитная пленка, имеющая микроструктуру в соответствии с настоящим изобретением, полученная с использованием ударопрочного сополимера пропилена в соответствии с настоящим изобретением, одновременно обладала как хорошей ударопрочностью, так и оптическими свойствами, а также имела хорошие свойства при растяжении и хорошую прочность термосварки. В отличие от этого, композитная пленка, не имеющая микроструктуры в соответствии с настоящим изобретением, полученная с использованием ударопрочного сополимера пропилена, не соответствующего настоящему изобретению, имела худшие оптические свойства или ударную вязкость и худшие свойства при растяжении или прочность термосварки; кроме того, при экструзионном литье поверхность пленки не была стабильной, и было трудно получить пленку с однородной толщиной.
Пример G1 (с использованием модифицированного малеиновым ангидридом полипропилена)
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn, равное 4,7); компонент b представлял собой пропиленовый ударопрочный сополимер торговой марки ЕР200К (производства компании SINOPEC SABIC Petrochemical Company, имеющий содержание этилена 8 мас. % и скорость течения расплава 3,2 г/10 мин); а компонент с представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 75 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 15 м.ч. Затем была добавлена смазка (смазка PEG типа FL7540L производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,6 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена); а компонент z представлял собой модифицированный малеиновым ангидридом полипропилен торговой марки QF551A (производства компании Mitsui). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 70 м.ч., количество Wy компонента у было равно 15 м.ч., и количество Wz компонента z было равно 15 м.ч. Отношение Wc:Wy было равно 1:1. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=3,5 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина композитной пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Композитная пленка наблюдалась под силовым атомным микроскопом, и были видны резиновые фазы. Резиновая фаза имела средний размер поперечной оси 65 нм и среднее значение соотношения сторон 10,9.
Пример G2 (с использованием привитого глицидилметакрилатом полипропилена)
I. Приготовление привитого глицидилметакрилатом полипропилена
Был выбран основной сополипропиленовый порошок со следующими характеристиками: содержание сомономера этилена 18,1 мас. %, содержание растворимых в ксилоле веществ 48,7 мас. %, содержание в растворимых веществах сомономера 31,9 мас. %, отношение характеристической вязкости растворимых веществ/сополипропилена 0,89, среднемассовая молекулярная масса 34,3×104 г/моль, MFR при 230°С и нагрузке 2,16 кг 1,21 г/10 мин, и Tm=143,4°С, и мелкий порошок размером менее 40 меш был удален просеиванием. 2,0 кг вышеупомянутого основного порошка сополипропилена были взвешены и добавлены в 10-литровый реакционный котел при механическом перемешивании; реакционная система была загерметизирована и кислород был удален продувкой азотом. Были добавлены 2,5 г дибензоилпероксида и 80 г глицидилметакрилата; материалы перемешивались в течение 30 мин; температура была повышена до 90°С и реакция выполнялась в течение 4 ч. После завершения реакции для снижения температуры проводилась продувка азотом, в результате чего был получен привитый глицидилметакрилатом полипропилен со скоростью течения расплава 0,49 г/10 мин, в котором M1 составлял 2,96%, а эффективность прививки составляла 77%.
II Приготовление композитной пленки:
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn 4,7); компонент b представлял собой подготовленный выше привитый глицидилметакрилатом полипропилен; и компонент с представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 75 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,8 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 75 м.ч., а количество Wy компонента у было равно 25 м.ч. Отношение Wc:Wy было равно 3:5. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=3,2 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Пример G3 (с использованием привитого стиролом полипропилена)
I. Приготовление привитого стиролом полипропилена
Был выбран основной сополипропиленовый порошок со следующими характеристиками: содержание сомономера этилена 18,1 мас. %, содержание растворимых в ксилоле веществ 4 8,7 мас. %, содержание в растворимых веществах сомономера 31,9 мас. %, отношение характеристической вязкости растворимых веществ/сополипропилена 0,89, среднемассовая молекулярная масса 34,3×104 г/моль, MFR при 230°С и нагрузке 2,16 кг 1,21 г/10 мин, и Tm=143,4°С, и мелкий порошок размером менее 40 меш был удален просеиванием. 2,0 кг вышеупомянутого основного порошка сополипропилена были взвешены и добавлены в 10-литровый реакционный котел при механическом перемешивании; реакционная система была загерметизирована и кислород был удален продувкой азотом. Были добавлены 2 г дибензоилпероксида и 100 г стирола; материалы перемешивались в течение 60 мин и набухали в течение 4 час при 40°С; температура была повышена до 95°С и реакция выполнялась в течение 4 ч. После завершения реакции для снижения температуры проводилась продувка азотом, в результате чего был получен привитый стиролом полипропилен со скоростью течения расплава 0,75 г/10 мин, в котором M1 составлял 2,91%, а эффективность прививки составляла 61%.
II Приготовление композитной пленки:
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn 4,7); компонент b представлял собой подготовленный выше привитый стиролом полипропилен; и компонент с представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 75 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,9 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 75 м.ч., а количество Wy компонента у было равно 25 м.ч. Отношение Wc:Wy было равно 3:5. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=3,2 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Пример G4 (с использованием привитого винилтриэтоксисиланом полипропилена)
I. Приготовление привитого винилтриэтоксисиланом полипропилена
Был выбран основной сополипропиленовый порошок со следующими характеристиками: содержание сомономера этилена 18,1 мас. %, содержание растворимых в ксилоле веществ 4 8,7 мас. %, содержание в растворимых веществах сомономера 31,9 мас. %, отношение характеристической вязкости растворимых веществ/сополипропилена 0,89, среднемассовая молекулярная масса 34,3×104 г/моль, MFR при 230°С и нагрузке 2,16 кг 1,21 г/10 мин, и Tm=143,4°С, и мелкий порошок размером менее 40 меш был удален просеиванием. 2,0 кг вышеупомянутого основного порошка сополипропилена были взвешены и добавлены в 10-литровый реакционный котел при механическом перемешивании; реакционная система была загерметизирована, и кислород был удален продувкой азотом. Были добавлены 2,5 г лауроилпероксида и 50 г винилтриэтоксисилана; материалы перемешивались в течение 30 мин и набухали в течение 1 час при 40°С; температура была повышена до 90°С и реакция выполнялась в течение 4 час. После завершения реакции для охлаждаются снижения температуры проводилась продувка азотом, в результате чего был получен привитый винилтриэтоксисиланом полипропилен со скоростью течения расплава 1,15 г/10 мин, в котором M1 составлял 1,03%, а эффективность прививки составляла 42%.
II Приготовление композитной пленки:
(1) Подготовка композиции А пропиленового полимера для приготовления слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn 4,7); компонент b представлял собой подготовленный выше привитый винилтриэтоксисиланом полипропилен; и компонент с представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 75 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,0 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для приготовления слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 75 м.ч., а количество Wy компонента у было равно 25 м.ч. Отношение Wc:Wy было равно 3:5. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=3,2 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Пример G5 (с использованием привитого 4-винилпиридином полипропилена)
I. Приготовление привитого 4-винилпиридином полипропилена: Был выбран основной сополипропиленовый порошок со следующими характеристиками: содержание сомономера этилена 18,1 мас. %, содержание растворимых в ксилоле веществ 48,7 мас. %, содержание в растворимых веществах сомономера 31,9 мас. %, отношение характеристической вязкости растворимых веществ/сополипропилена 0,89, среднемассовая молекулярная масса 34,3×104 г/моль, MFR при 230°С и нагрузке 2,16 кг 1,21 г/10 мин, и Tm=143,4°C, и мелкий порошок размером менее 40 меш был удален просеиванием. 2,0 кг вышеупомянутого основного порошка сополипропилена были взвешены и добавлены в 10-литровый реакционный котел при механическом перемешивании; реакционная система была загерметизирована и кислород был удален продувкой азотом. Были добавлены 1,2 г дибензоилпероксида и 40 г 4-винилпиридина; материалы перемешивались в течение 30 мин и набухали в течение 30 мин при 50°С; температура была повышена до 90°С и реакция выполнялась в течение 4 ч. После завершения реакции для снижения температуры проводилась продувка азотом, в результате чего был получен привитый 4-винилпиридином полипропилен со скоростью течения расплава 0,89 г/10 мин, в котором M1 составлял 0,92%, а эффективность прививки составляла 47%.
II Приготовление композитной пленки:
(1) Подготовка композиции А пропиленового полимера: Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn 4,7); компонент b представлял собой подготовленный выше привитый 4-винилпиридином полипропилен; и компонент с представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 75 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,1 г/10 мин.
(2) Подготовка композиции В пропиленового полимера:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 75 м.ч., а количество Wy компонента у было равно 25 м.ч. Отношение Wc:Wy было равно 3:5. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=3,2 г/10 мин.
(3) Приготовление композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя b). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Пример G6 (с использованием привитого стиролом полипропилена, приготовленного в Примере G3)
(1) Подготовка композиции А пропиленового полимера для получения слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn 4,7); а компонент b представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 80 м.ч., а количество Wb компонента b было равно 20 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а и компонента b), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены гранулы (таблетки) композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=3,5 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для получения слоя b:
Компонент х представлял собой статистический сополимер пропилена торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена); и компонент z представлял собой привитый стиролом полипропилен, поученный в Примере G3. Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 85 м.ч., количество Wy компонента у было равно 5 м.ч., и количество Wz компонента z было равно 10 м.ч. Отношение Wb:Wy было равно 4:1. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=4,64 г/10 мин.
(3) Получение композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.
Пример G7 (с использованием привитого стиролом/малеиновым ангидридом полипропилена)
I. Получение привитого стиролом/малеиновым ангидридом полипропилена
Был выбран основной сополипропиленовый порошок со следующими характеристиками: содержание сомономера этилена 18,1 мас. %, содержание растворимых в ксилоле веществ 4 8,7 мас. %, содержание в растворимых веществах сомономера 31,9 мас. %, отношение характеристической вязкости растворимых веществ/сополипропилена 0,89, среднемассовая молекулярная масса 34,3×104 г/моль, MFR при 230°С и нагрузке 2,16 кг 1,21 г/10 мин, и Tm=143,4°С, и мелкий порошок размером менее 40 меш был удален просеиванием. 2,0 кг вышеупомянутого основного порошка сополипропилена были взвешены и добавлены в 10-литровый реакционный котел при механическом перемешивании; реакционная система была загерметизирована, и кислород был удален продувкой азотом. Был добавлен раствор 1,3 г дибензоилпероксида, 10 г малеинового ангидрида и 40 г стирола; материалы перемешивались в течение 30 мин и набухали в течение 2 ч при 40°С; температура была повышена до 90°С и реакция выполнялась в течение 4 ч. После завершения реакции для снижения температуры проводилась продувка азотом, в результате чего был получен привитый стиролом/малеиновым ангидридом полипропилен со скоростью течения расплава 0,71 г/10 мин, в котором Ml составлял 1,27%, М2 составлял 0,44%, а эффективность прививки составляла 52%.
II Получение композитной пленки:
(1) Подготовка композиции А пропиленового полимера для получения слоя а:
Компонент а представлял собой гомополипропилен торговой марки PPH-FA03 (производства компании Qingdao Refining & Chemical Co., Ltd., имеющий скорость течения расплава 3,1 г/10 мин, изотактичность 98% и молекулярно массовое распределение Mw/Mn 4,7); компонент b представлял собой полученный выше привитый стиролом/малеиновым ангидридом полипропилен; и компонент с представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wa компонента а было равно 75 м.ч., количество Wb компонента b было равно 10 м.ч., и количество Wc компонента с было равно 15 м.ч. Затем была добавлена смазка (смазка PEG производства компании Clariant, Швейцария, имеющая молекулярную массу 10000 и добавленная в количестве 0,1 м.ч. на 100 м.ч. общей массы вышеупомянутых компонента а, компонента b и компонента с), после чего эта смесь была добавлена в высокоскоростной смеситель и перемешана до однородного состояния, после чего смешанный материал был добавлен в питатель двухшнекового экструдера производства компании W&P, в котором температура шнека поддерживалась во время обработки в диапазоне 160-230°С, в результате чего материал плавился, гомогенно смешивался, экструдировался, гранулировался и сушился. Были получены таблетки композиции А пропиленового полимера, и после измерения они имели скорость течения расплава MFRA=2,9 г/10 мин.
(2) Подготовка композиции В пропиленового полимера для получения слоя b:
Компонент х представлял собой статистический полипропилен торговой марки F5006 (производства компании Yanshan Petrochemical Company, терполимер этилена, пропилена и бутена, имеющий скорость течения расплава 5,2 г/10 мин); а компонент у представлял собой полиолефиновый эластомер торговой марки 6102 (производства компании Exxon Corporation, сополимер этилена и пропилена). Различные подготовленные выше компоненты были взвешены и смешаны в соответствии с пропорциями, причем количество Wx компонента х было равно 75 м.ч., а количество Wy компонента у было равно 25 м.ч. Отношение Wc:Wy было равно 3:5. Другие стадии были теми же самыми, что и на стадии (1), и наконец были получены таблетки композиции В пропиленового полимера, которые после измерения имели скорость течения расплава MFRB=3,2 г/10 мин.
(3) Получение композитной пленки:
Таблетки композиции А пропиленового полимера и композиции В пропиленового полимера, полученные на вышеупомянутых стадии (1) и стадии (2), были высушены, а затем композиция А пропиленового полимера была добавлена в экструдер основного слоя машины многослойного экструдирования, композиция В пропиленового полимера была добавлена в экструдер верхнего слоя машины многослойного экструдирования, куда дополнительно добавлялся неорганический антиадгезив (двуокись кремния, описанная выше), причем массовое отношение антиадгезива к таблеткам пропиленовой полимерной композиции составляло 0,2:100. Во время процесса литья температура литейного охлаждающего валка устанавливалась равной 30°С, и после сматывания получалась композитная пленка, состоящая из верхнего поверхностного слоя (слоя b) и основного слоя (слоя а). Толщина пленки составила 50 мкм, причем отношение толщины слоя b к толщине слоя а было равно 1:2.

Из результатов, представленных в Таблице 9, видно, что при добавлении к композитной пленке по настоящему изобретению полипропилена, модифицированного полярным мономером, оказалось возможным достичь более высокой поверхностной энергии, так что полученная композитная пленка имела лучшую адгезию к другим материалам. При добавлении привитого пропиленового полимера оказалось возможным достичь более высокого объемного удельного сопротивления, таким образом, полученная композитная пленка обладала лучшими электроизоляционными характеристиками.
Настоящее изобретение было проиллюстрировано выше со ссылкой на примеры, но эти иллюстрации не являются исчерпывающими и не предназначены для ограничения области охвата настоящего изобретения. Множество модификаций и переделок будут очевидны специалистам в данной области техники без отклонения от области охвата и духа настоящего изобретения.
В дополнение к этому, следует отметить, что различные конкретные технические особенности, описанные в вышеприведенных конкретных вариантах осуществления, могут сочетаться любым подходящим образом, если они не противоречат друг другу. Кроме того, различные варианты осуществления настоящего изобретения могут быть произвольно объединены, и такое сочетание также должно рассматриваться как раскрытое в настоящем изобретении, если оно не противоречит сущности настоящего изобретения.
Конечные точки и любые значения диапазонов, раскрытых в настоящем документе, не ограничиваются такими точными диапазонами или значениями, и следует понимать, что эти диапазоны или значения включают значения, близкие к этим диапазонам или значениям. Числовые диапазоны можно комбинировать друг с другом между конечными точками различных диапазонов, между конечными точками и значениями отдельных точек различных диапазонов, а также между значениями отдельных точек для получения одного или нескольких новых числовых диапазонов, которые следует рассматривать как специально раскрытые в данном документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИТИЧЕСКИЙ КОМПОНЕНТ ДЛЯ ПОЛИМЕРИЗАЦИИ ОЛЕФИНОВ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ВКЛЮЧАЮЩИЙ ЕГО КАТАЛИЗАТОР | 2019 |
|
RU2779192C2 |
| ПОЛИПРОПИЛЕНОВАЯ СМОЛА С ПРИВИТЫМ ПОЛЯРНЫМ МОНОМЕРОМ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 2019 |
|
RU2801281C2 |
| ПРИВИТЫЙ ПОЛИПРОПИЛЕН, СОДЕРЖАЩИЙ ГРУППУ АНГИДРИДА, И СПОСОБ ПРИГОТОВЛЕНИЯ ПРИВИТОГО ПОЛИПРОПИЛЕНА | 2020 |
|
RU2829807C1 |
| Композиция, способ получения и применение композиции и способ самовосстановления цементной крепи скважины на нефтегазовом месторождении | 2021 |
|
RU2804388C1 |
| КОМПОНЕНТ КАТАЛИЗАТОРА ДЛЯ ПОЛИОЛЕФИНОВ, СОДЕРЖАЩИЙ МЕЗОПОРИСТЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2019 |
|
RU2786576C2 |
| УСТРОЙСТВО ПРЕДВАРИТЕЛЬНОГО КОНТАКТА КАТАЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ ПОЛИМЕРИЗАЦИИ ОЛЕФИНОВ И СПОСОБ ПРЕДВАРИТЕЛЬНОГО КОНТАКТА КАТАЛИЗАТОРА | 2017 |
|
RU2738204C2 |
| СФЕРОПОДОБНЫЙ СУПЕРМАКРОПОРИСТЫЙ МЕЗОПОРИСТЫЙ МАТЕРИАЛ И СОДЕРЖАЩИЙ ЕГО ПОЛИОЛЕФИНОВЫЙ КАТАЛИЗАТОР | 2020 |
|
RU2829734C1 |
| ПЛЕНКА НА ПОЛИМЕРНОЙ ОСНОВЕ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 2020 |
|
RU2827162C1 |
| КАТАЛИЗАТОР ДЛЯ ПОЛИМЕРИЗАЦИИ ОЛЕФИНОВ И СПОСОБ ПОЛИМЕРИЗАЦИИ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2020 |
|
RU2829910C1 |
| КАТАЛИЗАТОР ПОЛИМЕРИЗАЦИИ ОЛЕФИНОВ, СОДЕРЖАЩИЙ ЦИКЛОТРИВЕРАТРИЛЕН И ЕГО ПРОИЗВОДНЫЕ | 2018 |
|
RU2740916C1 |
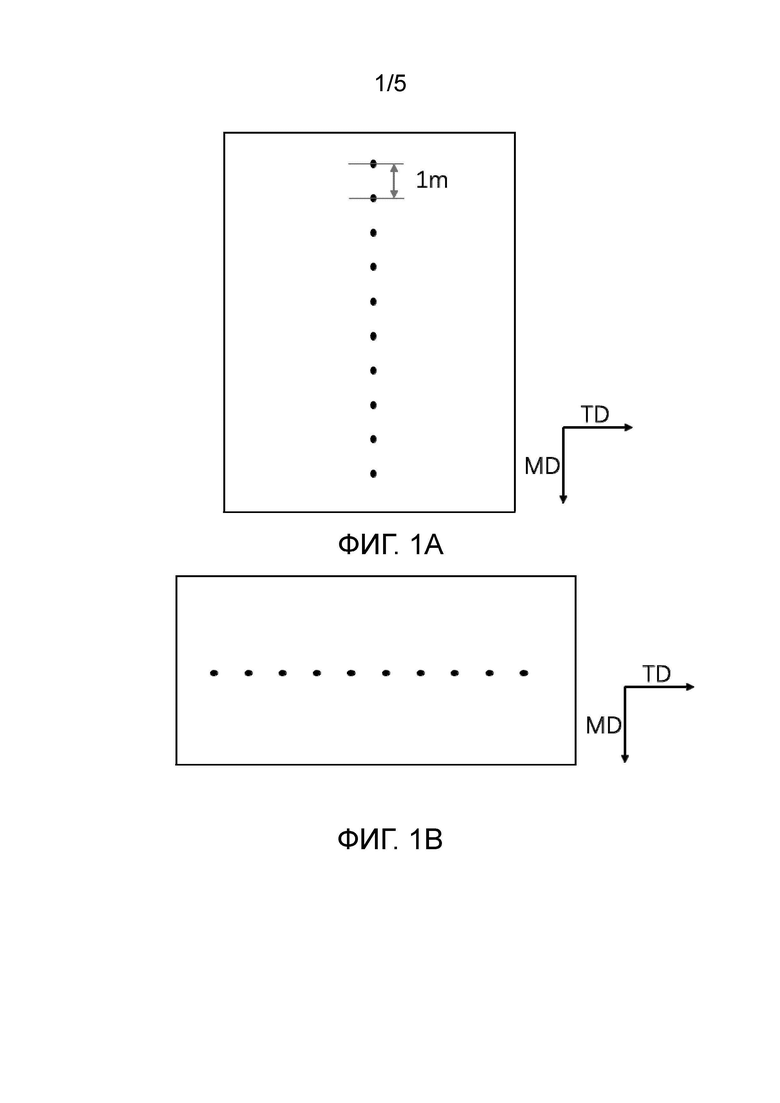




Изобретение относится к области полимерных материалов и касается композитной пленки на основе пропиленового полимера, способа ее получения и ее применения. Композитная пленка особенно полезна в области упаковочных материалов для батарей, электронных продуктов или пищевых упаковочных материалов. Композитная пленка содержит по меньшей мере два различных слоя: слой а и слой b, причем каждый из них содержит по меньшей мере один пропиленовый полимер, и по меньшей мере один из них содержит ударопрочный сополимер пропилена, который содержит эластичные фрагменты, образующие в композитной пленке диспергированные лентообразные резиновые фазы, располагающиеся параллельно друг другу причем средний размер поперечных осей резиновых фаз составляет 20-200 нм, а среднее значение соотношений их сторон составляет 5-20, при этом композитная пленка имеет мутность пленки менее 7%. Изобретение обеспечивает создание композитной пленки, обладающей превосходной ударной прочностью, оптическими свойствами, имеет хорошие растяжимые свойства и/или хорошую прочность термосварки при более низких температурах термосваривания и однородность по толщине. 4 н. и 26 з.п. ф-лы, 7 ил., 9 табл., 9 пр.
1. Композитная пленка на основе пропиленового полимера, содержащая по меньшей мере два различных слоя: слой а и слой b
причем слой а и слой b содержат по меньшей мере один пропиленовый полимер; и
по меньшей мере один из слоя а и слоя b содержит ударопрочный сополимер пропилена;
в котором ударопрочный сополимер пропилена содержит эластичную часть, которая формирует в композитной пленке диспергированные лентообразные резиновые фазы, располагающиеся параллельно друг другу и имеющие средний размер поперечной оси 20-200 нм и среднее значение соотношения сторон 5-20, которые определяются путем наблюдения поперечного сечения композитной пленки вдоль поперечного направления (TD) с помощью силового атомного микроскопа,
где композитная пленка имеет мутность пленки менее 7%.
2. Композитная пленка по п. 1, отличающаяся тем, что резиновая фаза имеет средний размер поперечной оси 20-150 нм и среднее значение соотношения сторон 5-15, которые определяются путем наблюдения поперечного сечения композитной пленки вдоль поперечного направления с помощью силового атомного микроскопа.
3. Композитная пленка по п. 1 или 2, отличающаяся тем, что на поперечных сечениях резиновые фазы располагаются под углом не более 10 градусов друг относительно друга, предпочтительно менее 5 градусов, что определяется путем наблюдения поперечного сечения композитной пленки вдоль поперечного направления с помощью силового атомного микроскопа.
4. Композитная пленка по любому из пп. 1-3, отличающаяся тем, что эластичная часть выглядит как сферическая или почти сферическая резиновая фаза на полученной с помощью сканирующего электронного микроскопа микрофотографии образца для ударного испытания ударопрочного сополимера пропилена.
5. Композитная пленка по любому из пп. 1-4, отличающаяся тем, что ударопрочный сополимер пропилена представляет собой ударопрочный сополимер пропилена, содержащий звенья этилена, в котором эластичная часть представляет собой сополимеризованную часть, содержащую звенья этилена, и предпочтительно выбирается из группы, состоящей из этилен-пропиленовой сополимерной части и этилен-бутиленовой сополимерной части;
предпочтительно,
упомянутый ударопрочный сополимер пропилена содержит гомополимеризованную часть пропилена и упомянутую сополимеризованную часть, содержащую звенья этилена; и/или
содержание в ударопрочном сополимере пропилена сополимеризованной части, содержащей звенья этилена, составляет 3-15 мас. %, предпочтительно 7-12 мас. %; и/или
содержание звеньев этилена в ударопрочном сополимере пропилена составляет 1-14 мас. %, предпочтительно 3-12 мас. % по общей массе ударопрочного сополимера; и/или
содержание звеньев этилена в растворимых в ксилоле при комнатной температуре веществах ударопрочного сополимера пропилена составляет не более 40 мас. %; и/или содержание последовательности звеньев этилена [ЕЕЕ] составляет не более 20 мас. % при определении с помощью 13С NMR; и/или
скорость течения расплава ударопрочного сополимера пропилена при 230°С и нагрузке 2,16 кг составляет 1-10 г/10 мин, предпочтительно 1-8 г/10 мин.
6. Композитная пленка по любому из пп. 1-5, отличающаяся тем, что
оба слоя а и b содержат упомянутый ударопрочный сополимер пропилена, причем ударопрочный сополимер пропилена в слое а и ударопрочный сополимер пропилена в слое b являются одинаковыми или различающимися; или
только один слой из слоя а и слоя b содержит упомянутый ударопрочный сополимер пропилена.
7. Композитная пленка по любому из пп. 1-6, отличающаяся тем, что по меньшей мере один слой из слоя а и слоя b содержит полиолефиновый эластомер;
предпочтительно полиолефиновый эластомер представляет собой эластомерный сополимер этилена и альфа-олефина, где альфа-олефин предпочтительно представляет собой альфа-олефин С3-С12, более предпочтительно по меньшей мере один, выбираемый из группы, состоящей из пропилена, 1-бутена, 1-гексена и 1-октена;
предпочтительно полиолефиновый эластомер имеет отношение вязкости при сдвиге η160/η640, равное 1,2-3, предпочтительно 1,7-2,3 при 230°С и скоростях сдвига 160 r-1 и 640 r-1, и/или полиолефиновый эластомер имеет вязкость при сдвиге η640, равную 100-500 Па⋅с, предпочтительно 140-400 Па⋅с при 230°С и скорости сдвига 640 r-1, где вязкости при сдвиге определяются с помощью капиллярного реометра в соответствии со стандартом ISO11443:2014.
8. Композитная пленка по п. 7, отличающаяся тем, что эластичная часть в ударопрочном сополимере пропилена и полиолефиновый эластомер образуют в композитной пленке диспергированную резиновую фазу, имеющую форму лент, причем средний размер поперечной оси резиновой фазы составляет 20-200 нм, предпочтительно 20-150 нм, а среднее значение соотношения сторон резиновой фазы составляет 5-20, предпочтительно 5-15, которые определяются путем наблюдения поперечного сечения композитной пленки вдоль поперечного направления с помощью силового атомного микроскопа.
9. Композитная пленка по п. 7, отличающаяся тем, что
оба слоя а и b содержат упомянутый полиолефиновый эластомер, причем полиолефиновый эластомер в слое а и полиолефиновый эластомер в слое b являются одинаковыми или отличающимися; и предпочтительно массовое отношение полиолефинового эластомера в слое а к полиолефиновому эластомеру в слое b составляет 6:1-1:6; или
только один слой из слоя а и слоя b содержит упомянутый полиолефиновый эластомер.
10. Композитная пленка по любому из пп. 1-9, отличающаяся тем, что слой а содержит гомополипропилен и/или статистический сополимер пропилена;
предпочтительно гомополипропилен имеет скорость течения расплава при 230°С и нагрузке 2,16 кг, равную 2-15 г/10 мин; и/или гомополипропилен имеет изотактичность более 97%; и/или гомополипропилен имеет молекулярно массовое распределение Mw/Mn 4,5-7,0;
предпочтительно статистический сополимер пропилена представляет собой по меньшей мере один, выбираемый из группы, состоящей из тройного статистического сополимера этилен-пропилен-бутен, бинарного статистического сополимера пропилен-этилен и бинарного статистического сополимера пропилен-бутен; и/или статистический сополимер пропилена имеет скорость течения расплава при 230°С и нагрузке 2,16 кг, равную 2-15 г/10 мин, предпочтительно 2-10 г/10 мин; и/или статистический сополимер пропилена имеет молекулярно массовое распределение Mw/Mn 4,5-7,0.
11. Композитная пленка по любому из пп. 1-10, отличающаяся тем, что слой b содержит статистический сополимер пропилена;
предпочтительно статистический сополимер пропилена представляет собой по меньшей мере один, выбираемый из группы, состоящей из тройного статистического сополимера этилен-пропилен-бутен, бинарного статистического сополимера пропилен-этилен и бинарного статистического сополимера пропилен-бутен; и/или статистический сополимер пропилена имеет скорость течения расплава при 230°С и нагрузке 2,16 кг, равную 2-15 г/10 мин, предпочтительно 2-10 г/10 мин; и/или статистический сополимер пропилена имеет молекулярно массовое распределение Mw/Mn 4,5-7,0.
12. Композитная пленка по п. 11, отличающаяся тем, что слой а содержит упомянутый полиолефиновый эластомер, упомянутый ударопрочный сополимер пропилена и другие виды полимеров пропилена, причем упомянутые другие виды полимеров пропилена предпочтительно выбираются из упомянутого гомополипропилена и/или статистического сополимера пропилена; а и слой b содержит упомянутый статистический сополимер пропилена и упомянутый полиолефиновый эластомер;
предпочтительно слой а содержит 40-90 мас. % ударопрочного сополимера пропилена, 5-40 мас. % других видов пропиленовых полимеров и 2-30 мас. % полиолефинового эластомера, предпочтительно 55-75 мас. % ударопрочного сополимера пропилена, 10-30 мас. % других видов пропиленовых полимеров и 5-20 мас. % полиолефинового эластомера от общей массы слоя а; и слой b содержит 40-95 мас. % статистического сополимера пропилена и 5-60 мас. % полиолефинового эластомера, предпочтительно 75-90 мас. % статистического сополимера пропилена и 10-25 мас. % полиолефинового эластомера от общей массы слоя b.
13. Композитная пленка по п. 11, отличающаяся тем, что слой а содержит упомянутый гомополипропилен, упомянутый ударопрочный сополимер пропилена и упомянутый полиолефиновый эластомер, и слой b содержит упомянутый статистический сополимер пропилена и упомянутый полиолефиновый эластомер;
предпочтительно массовое отношение полиолефинового эластомера в слое а к полиолефиновому эластомеру в слое b составляет 2:1-1:4, предпочтительно 1:1-1:2; и/или
предпочтительно слой а содержит 40-90 мас. %, предпочтительно 50-90 мас. % упомянутого гомополипропилена, 5-40 мас. % упомянутого ударопрочного сополимера пропилена и 2-30 мас. % упомянутого полиолефинового эластомера; более предпочтительно слой а содержит 55-75 мас. % упомянутого гомополипропилена, 10-30 мас. % упомянутого ударопрочного сополимера пропилена и 5-20 мас. % упомянутого полиолефинового эластомера от общей массы слоя а; и слой b содержит 40-95 мас. %, предпочтительно 60-95 мас. % статистического сополимера пропилена и 5-60 мас. %, предпочтительно 5-40 мас. % полиолефинового эластомера; предпочтительно слой b содержит 75-90 мас. % статистического сополимера пропилена и 10-25 мас. % полиолефинового эластомера от общей массы слоя b.
14. Композитная пленка по п. 11, отличающаяся тем, что слой а содержит пропиленовый полимер и упомянутый полиолефиновый эластомер, причем пропиленовый полимер предпочтительно выбирается из гомополипропилена и/или упомянутого ударопрочного сополимера пропилена; и слой b содержит упомянутый статистический сополимер пропилена, упомянутый полиолефиновый эластомер и упомянутый ударопрочный сополимер пропилена;
предпочтительно массовое отношение полиолефинового эластомера в слое а к полиолефиновому эластомеру в слое b составляет 6:1-1:4, предпочтительно 4:1-1:4; и/или
предпочтительно слой а содержит 50-95 мас. % упомянутого пропиленового полимера и 5-50 мас. % упомянутого полиолефинового эластомера; более предпочтительно слой а содержит 70-95 мас. % упомянутого пропиленового полимера и 5-30 мас. % упомянутого полиолефинового эластомера; еще более предпочтительно слой а содержит 80-95 мас. % упомянутого пропиленового полимера и 5-20 мас. % упомянутого полиолефинового эластомера по общей массе слоя а; и слой b содержит 40-90 мас. % упомянутого статистического сополимера пропилена, 5-40 мас. % упомянутого полиолефинового эластомера и 2-30 мас. % упомянутого ударопрочного сополимера пропилена; более предпочтительно слой b содержит 50-90 мас. % упомянутого статистического сополимера пропилена, 5-30 мас. % упомянутого полиолефинового эластомера и 2-30 мас. % упомянутого ударопрочного сополимера пропилена, и еще более предпочтительно слой b содержит 60-85 мас. % упомянутого статистического сополимера пропилена, 5-20 мас. % упомянутого полиолефинового эластомера и 5-20 мас. % упомянутого ударопрочного сополимера пропилена по общей массе слоя b.
15. Композитная пленка по любому из пп. 1-14, отличающаяся тем, что слой а и/или слой b дополнительно содержат добавки, например по меньшей мере одну, выбираемую из группы, состоящей из антиоксидантов, смазок, поглотителей галогенов, светостабилизаторов, термостабилизаторов, красителей, наполнителей, агентов скольжения, антиблокирующих агентов, поверхностных клейких веществ, агентов экранирующих электромагнитное излучение, антипиренов, изоляционных добавок и антистатиков.
16. Композитная пленка по п. 15, отличающаяся тем, что антиоксидант представляет собой по меньшей мере одно вещество, выбираемое из группы, состоящей из антиоксиданта 1076, антиоксиданта 1010, антиоксиданта 168 и тиоэфирных антиоксидантов, и предпочтительно содержание антиоксиданта составляет 0,1-0,8 м.ч., предпочтительно 0,2-0,4 м.ч. на 100 м.ч. общей массы слоя; и/или
смазка представляет собой смазку PEG и/или моноглицеридную смазку, и предпочтительно содержание смазки на 100 м.ч. общей массы слоя составляет 0,01-0,5 м.ч., предпочтительно 0,05-0,2 м.ч.; и/или
наполнитель представляет собой проводящий наполнитель, предпочтительно по меньшей мере один, выбираемый из группы, состоящей из сажи, графита, углеродных нанотрубок, углеродных волокон, проводящих металлических частиц, проводящих металлических волокон, наполнителей, покрытых проводящим металлом, и оксидов металлов; причем проводящий наполнитель предпочтительно добавляется к слою b, и на 100 м.ч. общей массы матричного полимера в слое b проводящий наполнитель предпочтительно добавляется в количестве 0,1-10 м.ч.; и/или
экранирующий электромагнитное излучение агент представляет собой проводящий металлический наполнитель и/или углеродный материал; проводящий металлический наполнитель предпочтительно представляет собой проводящие металлические частицы и/или проводящие металлические волокна; углеродный материал предпочтительно представляет собой одно или более из сажи, графита, графена и углеродных нанотрубок; предпочтительно агент экранирующий электромагнитное излучение добавляется к слою b, предпочтительно в количестве 5-30 м.ч., предпочтительно 15-25 м.ч. на 100 м.ч. матричного полимера в слое b; и предпочтительно агент экранирующий электромагнитное излучение используется в комбинации с титанатным связующим веществом; и/или
антипирен представляет собой по меньшей мере одно, выбираемое из группы, состоящей из гидроксидов металлов или неметаллов и/или гидратов оксидов, антипиренов на основе фосфора, антипиренов на основе бора, антипиренов на основе сурьмы и вспучивающихся антипиренов; и предпочтительно добавляется к слою, другому чем слой а и слой b; и/или
краситель представляет собой по меньшей мере одно, выбираемое из группы, состоящей из азопигментов, фталоцианиновых пигментов, гетероциклических пигментов, лаковых пигментов, красителей, флуоресцентных отбеливающих агентов и флуоресцентных пигментов; и предпочтительно добавляется к слою а; и/или
повышающий скольжение агент выбирается из амидного повышающего скольжение агента (предпочтительно по меньшей мере один из эрукамида, олеамида, стеарамида, бегенамида, стеарилэрукамида и этиленбисстеарамида) или смеси амидного агента скольжения и устойчивого к миграции агента скольжения (предпочтительно по меньшей мере одного из микрочастиц политетрафторэтилена, микрочастиц полиимида, микрочастиц полиамида, микрочастиц поликарбоната, силикона, нанокарбоната кальция, слюды и нанокремнезема); предпочтительно повышающий скольжение агент добавляется и к слою а, и к слою b, причем амидный агент добавляется к слою а, а смесь амидного агента и устойчивого к миграции агента добавляется к слою b.
17. Композитная пленка по п. 15, отличающаяся тем, что поверхностное клейкое вещество представляет собой полипропилен, модифицированный полярным мономером, где предпочтительно полярный мономер представляет собой по меньшей мере один мономер, выбираемый из группы, состоящей из сомономеров, содержащих гидроксильные группы, сомономеров, содержащих цианогруппы, и ангидридных мономеров, и более предпочтительно выбирается из группы, состоящей из гидроксикислоты, винилового спирта, цианоакрилата, малеинового ангидрида и итаконового ангидрида; полипропилен, модифицированный полярным мономером, предпочтительно добавляется к слою b, предпочтительно в количестве 1-30 мас. %, более предпочтительно 5-15 мас. % по общей массе слоя b.
18. Композитная пленка по п. 15, отличающаяся тем, что изолирующая добавка представляет собой привитой пропиленовый полимер и, например, добавляется к слою а и/или слою b, предпочтительно в количестве 5-45 мас. % от общей массы слоя; предпочтительно привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из следующих привитых мономеров: акрилатов; акрилов; стиролов; алкенилсодержащих силанов; алкенилсодержащих гетероциклических мономеров; а также комбинаций ангидридов, содержащих по меньшей мере один олефиновый ненасыщенный и алкенилсодержащий полимеризующиеся мономеры.
19. Композитная пленка по п. 18, отличающаяся тем, что привитой пропиленовый полимер получают из сополипропилена и привитых мономеров посредством твердофазной реакции прививки; и/или
в сополипропилене отличающийся от пропилена сомономер представляет собой по меньшей мере один сомономер, выбираемый из группы, состоящей из этилена и α-олефинов С4-С8; и/или
сополипропилен имеет по меньшей мере одну из следующих характеристик: содержание сомономера 0,5-30 мол. %, предпочтительно 4-25 мол.%; содержание растворимых в ксилоле веществ 2-80 мас. %, предпочтительно 18-75 мас. %, еще более предпочтительно 30-70 мас. %; содержание сомономера в растворимых веществах 10-70 мас. %, предпочтительно 10-50 мас. %, еще более предпочтительно 20-35 мас. %; отношение характеристической вязкости растворимых веществ к сополипропилену 0,3-5, предпочтительно 0,5-3, более предпочтительно 0,8-1,3; скорость течения расплава при 230°С и нагрузке 2,16 кг 0,01-60 г/10 мин, предпочтительно 0,05-35 г/10 мин, еще более предпочтительно 0,5-15 г/10 мин; температура плавления (Tm) выше 100°С, предпочтительно 110-180°С, еще более предпочтительно 120-170°С; и среднемассовая молекулярная масса 20×104- 60×104 г/моль; и/или
привитой пропиленовый полимер имеет скорость течения расплава при 230°С и нагрузке 2,16 кг, равную 0,01-30 г/10 мин, предпочтительно 0,05-20 г/10 мин, еще более предпочтительно 0,1-10 г/10 мин, и еще более предпочтительно 0,2-8 г/10 мин.
20. Композитная пленка по п. 18 или 19, отличающаяся тем, что
привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из акрилатных мономеров и необязательно акриловых мономеров и привитых к ним; предпочтительно содержание привитых структурных звеньев, полученных из акрилатных мономеров и необязательно акриловых мономеров по массе привитого пропиленового полимера составляет 0,3-7 мас. %, предпочтительно 0,8-5 мас. %; предпочтительно в привитом пропиленовом полимере молярное отношение структурных звеньев, полученных из акрилатных мономеров, к структурным звеньев, полученным из акриловых мономеров, составляет 1:0-2, предпочтительно 1:0,125-1; или
привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из мономеров стирола; содержание привитых структурных звеньев, полученных из мономеров стирола, в привитом пропиленовом полимере по массе привитого пропиленового полимера составляет 0,5-14 мас. %, предпочтительно 1-7,5 мас. %, более предпочтительно 1 5-5 мас. %; или
привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из алкенилсодержащих мономеров силана; предпочтительно содержание привитых структурных звеньев, полученных из алкенилсодержащих мономеров силана, в привитом пропиленовом полимере b по массе привитого пропиленового полимера составляет 0,2-6 мас. %, предпочтительно 0,2-2,5 мас. %; или
привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, структурные звенья, полученные из ангидридных мономеров, и структурные звенья, полученные из алкенилсодержащих полимеризующихся мономеров; алкенилсодержащий полимеризующийся мономер предпочтительно представляет собой по меньшей мере один, выбираемый из группы, состоящей из винилацетата, стирола, α-метилстирола, (мет) акрилата, винилалкилового эфира, винилпирролидона, винилпиридина, винилимидазола и акрилонитрила; ангидрид предпочтительно выбирается из малеинового ангидрида и/или итаконового ангидрида; предпочтительно содержание привитых структурных звеньев, полученных из ангидридных мономеров и алкенилсодержащих полимеризующихся мономеров, составляет 0,1-5 мас. %, предпочтительно 0,4-3 мас. %; и/или содержание привитых структурных звеньев, полученных из ангидридных мономеров, составляет 0,05-2 мас. %, предпочтительно 0,2-0,7 мас. %; и/или молярное отношение структурных звеньев, полученных из ангидридных мономеров, к структурным звеньям, полученным из алкенилсодержащих полимеризующихся мономеров, составляет 1:1-20, предпочтительно 1:1-10; или
привитой пропиленовый полимер содержит структурные звенья, полученные из сополипропилена, и структурные звенья, полученные из алкенилсодержащих гетероциклических мономеров; предпочтительно содержание привитых структурных звеньев, полученных из алкенилсодержащих гетероциклических мономеров, составляет 0,5-6 мас. %, предпочтительно 0,5-4 мас. % от массе привитого пропиленового полимера.
21. Композитная пленка по любому из пп. 1-20, отличающаяся тем, что
скорость течения расплава материала слоя а при 230°С и нагрузке 2,16 кг составляет 2-10 г/10 мин, предпочтительно 2-8 г/10 мин, более предпочтительно 3-7 г/10 мин; и/или
скорость течения расплава материала слоя b при 230°С и нагрузке 2,16 кг составляет 2-10 г/10 мин, предпочтительно 3-9 г/10 мин, более предпочтительно 4-8 г/10 мин.
22. Композитная пленка по любому из пп. 1-21, отличающаяся тем, что разница в вязкости сдвига материала слоя а и материала слоя b, то есть ηA160-ηB160 при 230°С и скорости сдвига 160 r-1 и разница в вязкости сдвига, то есть ηА640-ηВ640 при 230°С и скорости сдвига 640 г-1, обе ≥0, а их отношение (ηA160-ηB160) / (ηA640-ηB640) равно 1-2,6, предпочтительно 1,4-2,5, более предпочтительно 1,5-2,2, где вязкости сдвига определяются с помощью капиллярного реометра в соответствии со стандартом ISO11443:2014.
23. Композитная пленка по любому из пп. 1-21, отличающаяся тем, что она дополнительно содержит один или более дополнительных слоев, и слой b является поверхностным слоем композитной пленки, причем композиция дополнительного слоя является той же самой или отличающейся от композиции слоя а или слоя b; когда композитная пленка представляет собой трехслойную пленку, дополнительный слой называется слоем с, и слой b и слой с располагаются с двух сторон слоя а соответственно.
24. Композитная пленка по п. 22, отличающаяся тем, что в этой композитной пленке отношение суммы толщин других слоев, кроме слоя а, к толщине слоя а составляет 1:6-2:1, предпочтительно 1:4-2:1, более предпочтительно 1:2-1:1.
25. Композитная пленка по любому из пп. 1-24, отличающаяся тем, что она обладает одним или несколькими из следующих характеристик:
1) ударная вязкость маятника ≥0,4 Дж, более предпочтительно ≥0,9 Дж, еще более предпочтительно ≥1,1 Дж, и наиболее предпочтительно ≥1,5 Дж;
2) мутность пленки ≤5%, предпочтительно ≤2%;
3) прочность при растяжении в машинном направлении ≥40 МПа, предпочтительно ≥50 МПа;
4) прочность термосварки при 150°С≥12 Н/15 мм, предпочтительно ≥15 Н/15 мм, более предпочтительно ≥18 Н/15 мм;
5) отклонение по толщине в направлении MD не более 1,3, предпочтительно не более 1,0, более предпочтительно не более 0,5;
6) отклонение по толщине в направлении TD не более 1,5, предпочтительно не более 1,3, более предпочтительно не более 0,75;
7) отклонение ударной прочности в направлении MD не более 0,05, предпочтительно не более 0,03;
8) отклонение ударной прочности в направлении TD не более 0,07, предпочтительно не более 0,05;
9) поверхностная энергия >29 мН/м, предпочтительно ≥35 мН/м;
10) объемное удельное сопротивление ≥1,5×1015 Ом⋅м, предпочтительно >2,0×1015 Ом⋅м.
26. Способ получения композитной пленки по любому из пп. 1-25, включающий:
осуществление экструзионному литью в отношении сырьевой композиции для формирования различных слоев после необязательного процесса гранулирования для формирования композитной пленки;
в котором перед процессом экструдирования эластичная часть ударопрочного сополимера пропилена, используемого в сырьевой композиции, формирует дисперсную резиновую фазу, средний размер частиц которой меньше или равен 1,8 мкм, предпочтительно меньше или равен 1,5 мкм, и максимальный размер частиц которой составляет не более 2,5 мкм, предпочтительно не более 2 мкм, что определяется путем наблюдения за поперечным сечением образца для ударного испытания с помощью сканирующего электронного микроскопа.
27. Способ по п. 26, отличающийся тем, что эластичная часть пропиленового ударопрочного сополимера, используемого в сырьевой композиции, формирует сферическую или почти сферическую резиновую фазу.
28. Способ по п. 26 или 27, отличающийся тем, что он дополнительно содержит растяжение полученной композитной пленки, предпочтительно двухосное растяжение.
29. Применение композитной пленки по любому из пп. 1-25 или композитной пленки, полученной способом по любому из пп. 26-28, в области упаковочных материалов, например, упаковочных материалов для аккумуляторов, упаковочных материалов для электронных продуктов или пищевых упаковочных материалов.
30. Упаковочный материал, содержащий композитную пленку по любому из пп. 1-25 или композитную пленку, полученную способом по любому из пп. 26-28, который представляет собой, например, упаковочные материалы для аккумуляторов, упаковочные материалы для электронных продуктов или упаковочные материалы для пищевых продуктов, такие как материалы, содержащие алюминиево-пластиковые композитные пленки.
| US 2013192744 A1, 01.08.2013 | |||
| CN 108943932 A, 07.12.2018 | |||
| US 2006147663 A1, 06.07.2006 | |||
| WO 2018056493 A1, 29.03.2018 | |||
| WO 2005033195 A1, 14.04.2005 | |||
| WO 2020094347 A1, 14.05.2020 | |||
| ПОЛИОЛЕФИНОВЫЕ КОМПОЗИЦИИ, ОБЛАДАЮЩИЕ ХОРОШЕЙ СОПРОТИВЛЯЕМОСТЬЮ К ОБЕСЦВЕЧИВАНИЮ И УДАРОПРОЧНОСТИ, И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2005 |
|
RU2386651C2 |

