Изобретение относится к области ремонта летательных аппаратов (ЛА), в частности к способу удаления влаги в сотовых конструкциях из полимерно-композиционных материалов (ПКМ) с учетом плавного поднятия температуры, выпаривания при нагреве и вакуумирования в зоне обнаружения влаги.
Сотовые конструкции представляют собой две листовые обшивки, между которыми помещают сотовый наполнитель, придающий конструкции устойчивость при нагрузках [1]. Применение сотовых конструкций позволяет существенно снизить массу воздушного судна без потерь по характеристикам прочности, но при этом накладывает особые требования к эксплуатации в связи с чувствительностью сотовых конструкций к сосредоточенным нагрузкам. Опасными считаются дефекты, вызывающие разгерметизацию сотовых конструкций, что в условиях эксплуатации приводит к попаданию влаги внутрь конструкции.
Вода в сотах-крайне нежелательное явление [2]. Наличие влаги в сотовых конструкциях может вызывать:
- коррозию фольги сотового заполнителя из алюминиевых сплавов;
- набухание и потерю устойчивости сотового заполнителя из полимерно-композиционных материалов (ПКМ);
- разрушение сотового заполнителя, разрушение обшивок при замерзании воды в холодное время года или на больших высотах;
- отслоение обшивок от сотового заполнителя;
- разбалансировку агрегатов;
- увеличение массы агрегата по сравнению с паспортными данными, обнаруженной после демонтажа агрегата с самолета для ремонта.
Определение наличия влаги в сотовых конструкциях и ее удаление является одной из важнейших задач [3], [4].
Заявляемый способ характеризуется обнаружением влаги любым методом. Для обнаружения влаги в сотовых конструкциях наиболее широко применяют три метода неразрушающего контроля (НК): радиационный, ультразвуковой и тепловой [5].
Предлагаемый способ при выявлении НК наличия влаги в сотовом заполнителе проводит оперативное удаление воды из сотовых конструкций в стационарных и «полевых» условиях при наличии теплового и вакуумного оборудования (приспособления).
Известен способ ремонта киля подбалочного («Руководство по ремонту. Самолет Т-10С и Т-10П», книга 7, Б.А. Скидан, С.С. Петрова и др., введен в бюл. №117.1.0.1112.5 М10-0670 БР 24.04.2001 г., с. 433-435), включающий обнаружение зон скопления влаги в сотовом заполнителе, сверление в зоне скопления влаги отверстий диаметром 3,5 мм шагом 20÷40 мм, продувку сухим воздухом, просушку в сушильной камере при температуре 60°С до полного удаления влаги. Однако предлагаемая технология энергоемкая, требует наличия сушильного шкафа и режим не обеспечивает контроль выпаривания влаги и полное удаление влаги из сотового заполнителя.
Известен способ ремонта агрегатов с сотовым заполнителем («Руководство по ремонту. Самолет Т-10С и Т-10П», книга 7, Б.А. Скидан, С.С. Петрова и др., введен по бюл. №117.1.0.1112.5 М10-0670 БР 24.04.2001 г., с. 433-435), включающий обнаружение влаги по рентгеновским снимкам и удаление влаги путем сверления в зоне скопления влаги отверстий диаметром 3,8 мм в шахматном порядке шагом 20÷40 мм, продувку сухим воздухом, установку на поверхности обшивки герможгута и вакуумного мешка, создание разрежения в вакуумном мешке, нагрев агрегата до 60°С, охлаждение, отключение от вакуума, контроль наличия влаги. Недостатком известного метода является то, что при нагреве агрегата до 60°С выпаривание влаги происходит долго в течение неопределенного времени. Контроль наличия влаги в сотовом заполнителе ведется методом, опасным для здоровья человека.
Прототипом изобретения является способ обнаружения и удаления влаги из агрегатов с сотовым заполнителем, при котором локализуют площади внешней поверхности обшивки, ограничивающие влагосодержащий заполнитель; высверливают по площади одной из локализованных поверхностей - ремонтной зоне сквозные отверстия; закрепляют на ремонтную зону технологический вакуумный пакет с дренажным материалом, внутри которого создают разрежение; нагревают агрегат со стороны локализованной зоны, не являющейся рабочей зоной, до установленной температуры; изотермически поддерживают температуру нагрева в течение временного периода; после окончания временного периода прекращают поддержание температуры, после чего снимают технологический вакуумный пакет с дренажным материалом и герметизируют отверстия по ремонтной зоне, причем в вакуумном мешке создают давление, равное (0,6±0,1)кгс/см2, поднимают температуру агрегата до (95±5)°С. (RU №2258569; МПК В08В 9/00; B64F 5/00; G01N 23/00, опубл. 2005.08.20).
Недостатком прототипа является то, что при резком повышении температуры нагрева возникает закипание жидкости внутри сот, приводящее к необратимому увеличению внутреннего объема сот - «вспучиванию». Высокая температура выпаривания агрегата до (95±5)°С может привести к разрушению сотового заполнителя или уменьшению его прочности. Контроль влаги в сотовом заполнителе производят с использованием рентгена, который неблагоприятно действует на организм человека.
Изобретение было создано при решении технической задачи удаления влаги из агрегата самолета, выполненного в виде сотовой конструкции, без вспучивания агрегата и без разрушения сотового заполнителя с целью сохранения прочности клеесборочных швов.
Решением задачи является техническое решение, представляющее собой сущность изобретения: способ удаления влаги из сотовой конструкции самолета, при котором локализуют площади внешней поверхности обшивки, ограничивающие влагосодержащий заполнитель - зоны обводнения, высверливают по площади одной из зон обводнения - ремонтной зоне сквозные отверстия; закрепляют на ремонтную зону технологический вакуумный пакет с дренажным материалом, внутри которого создают разряжение; нагревают зону обводнения, не являющуюся рабочей зоной - зону нагрева, до установленной температуры; изотермически поддерживают температуру нагрева в течение временного периода; после окончания которого снимают технологический вакуумный пакет с дренажным материалом и герметизируют отверстия по ремонтной зоне, при этом нагрев зоны ремонта производят до максимальной температуры нагрева дискретно, с выдержкой изотермы на каждом дискрете в течение промежутка времени, при этом максимальную температуру нагрева устанавливают с учетом сохранения целостности клеесборочных швов в сотовом агрегате, а временной период изотермического поддержания максимальной температуры нагрева назначают в зависимости от максимального размера объема соты и процентного содержания влаги в сотах между локализованными зонами.
В частном случае реализации способа нагрев зоны ремонта производят пошагово, с дискретом 2°С и выдержкой изотермы на каждом дискрете в течение не менее 1 минуты.
В частном случае реализации способа максимальную температуру нагрева зоны ремонта устанавливают не более (75±5)°С.
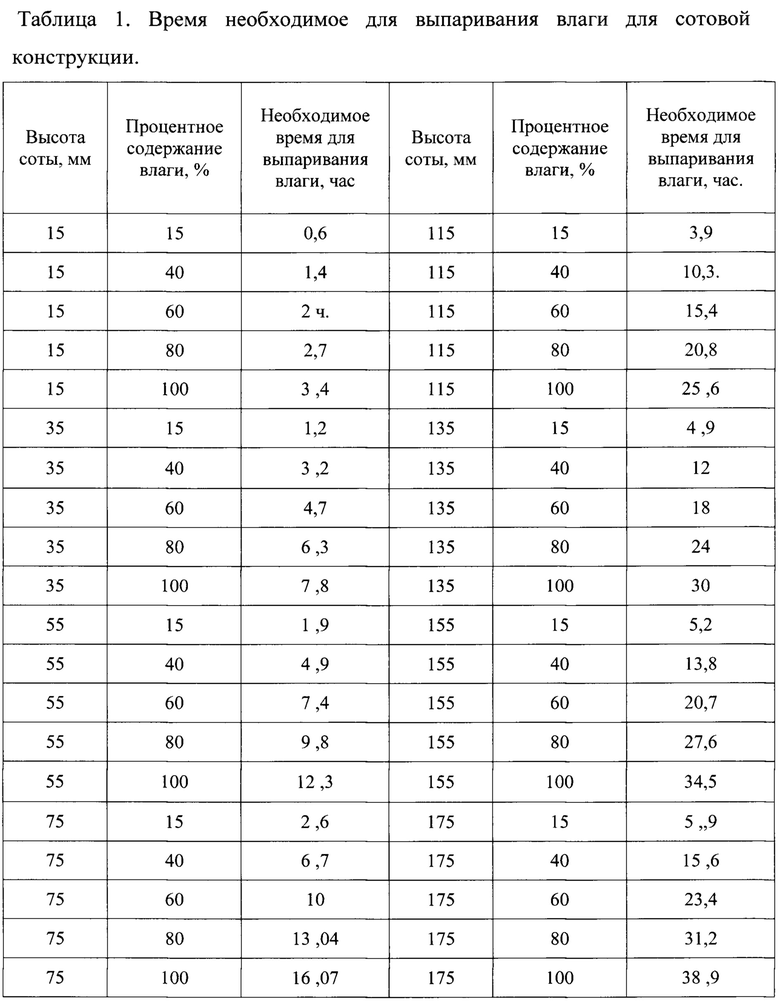
В частном случае реализации способа необходимое время для выпаривания влаги из сотовой конструкции в зависимости от высоты сот и процентного содержания влаги в сотах определяется исходя из табл. 1, полученной на основании результатов опытных работ.
Техническим результатом, достигаемым при реализации изобретения, является удаление влаги без вспучивания агрегата самолета, выполненного в виде сотовой конструкции, предотвращение деформации сотового заполнителя, а также сохранение прочности клеесборочных швов.
Для раскрытия сущности изобретения используются следующие графические материалы:
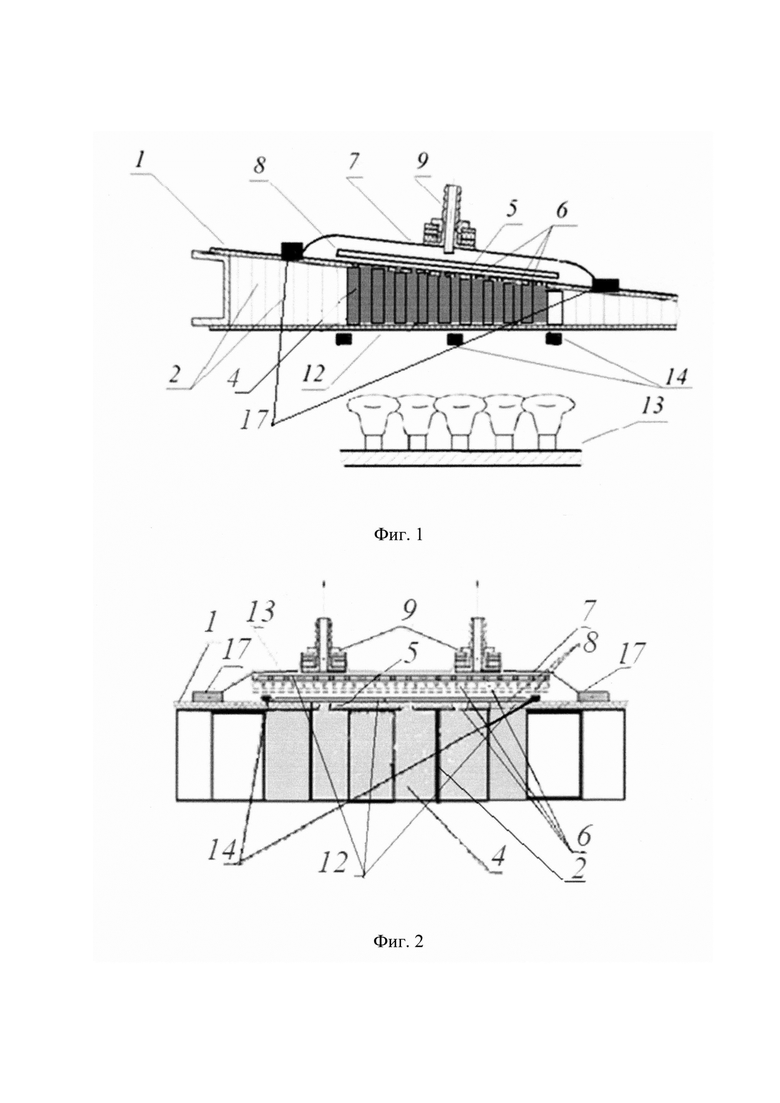
Фиг. 1 - Схема реализации способа удаления влаги из агрегата самолета, выполненного в виде сотовой конструкции, вариант с нижней схемой подогрева;
Фиг. 2 - Схема реализации способа удаления влаги из агрегата самолета, выполненного в виде сотовой конструкции, вариант с верхней схемой подогрева;
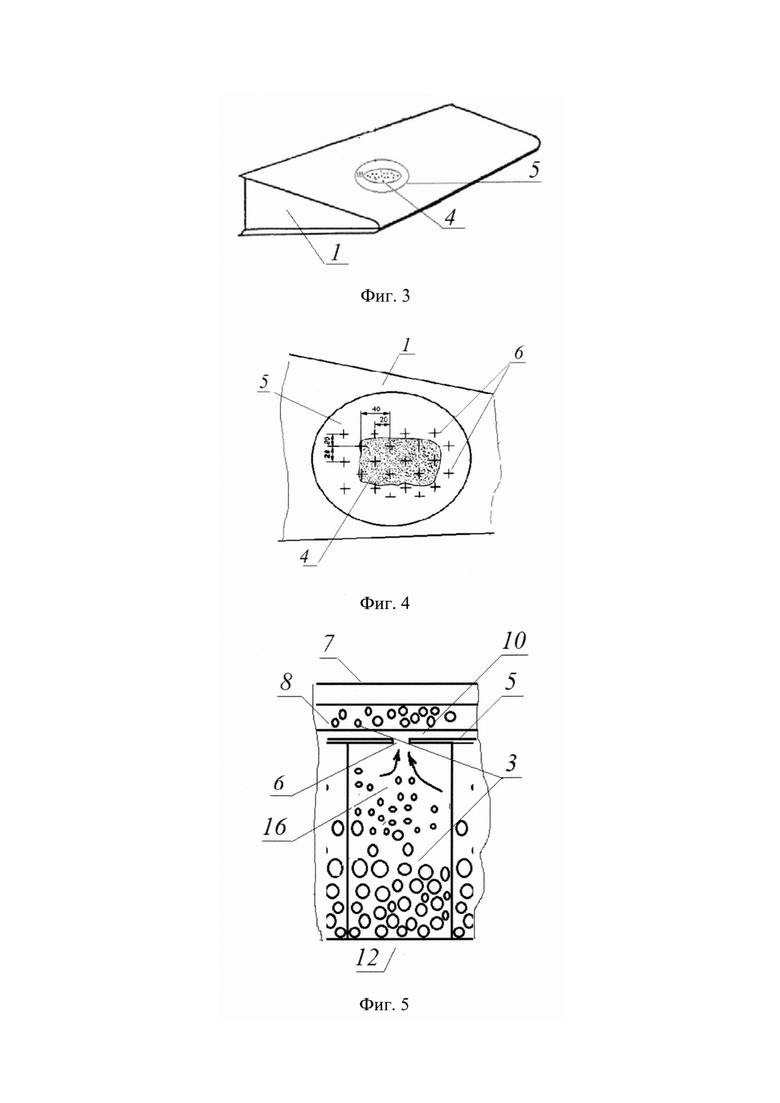
Фиг. 3 - Локализованная зона обводнения сотовой конструкции и зона ремонта;
Фиг. 4 - Схема расположений отверстий в зоне ремонта;
Фиг. 5 - Схема перемещения и преобразования жидкости внутри сотовой конструкции агрегата при реализации способа.
Описание позиций:
1 Агрегат самолета;
2 Сотовый заполнитель;
3 Частицы жидкости;
4 Зона обводнения;
5 Ремонтная зона;
6 Сквозные отверстия;
7 Вакуумный пакет;
8 Дренажный материал;
9 Штуцер;
10 Зона разрежения;
11 Манометр;
12 Зона нагрева;
13 Нагревательное устройство;
14 Термопары;
15 Конденсат;
16 Парообразная фаза;
17 Герметизирующий жгут.
Способ удаления влаги 3 из агрегата самолета 1, выполненного в виде сотовой конструкции, то есть, представляющего собой обшивку, внутри которой содержится заполнитель в виде пустотелых сот 2 (Фиг. 1, 2), реализуется описанным ниже образом.
Вначале проводят неразрушающий контроль (НК) всего агрегата на наличие влаги 3, например, с использованием тепловизора и определяют внутренние влагосодержащие пространства. После чего локализуют площади внешней поверхности обшивки, ограничивающие влагосодержащий заполнитель - зоны обводнения 4, и определяют ремонтную зону. Ремонтная зона 5 устанавливается на одной из поверхностей обшивки таким образом, чтобы ее контур был больше зоны обводнения 4 (Фиг. 3).
По площади ремонтной зоны 5 высверливают сквозные отверстия 6 (фиг. 4) в шахматном порядке, диаметром 3,8 мм, с расстоянием между центрами отверстий с шагом 20÷40 мм, что обеспечивает в дальнейшем, после удаления влаги, проведение ремонта на «отслоение обшивки от сотового заполнителя», который всегда производится после удаления влаги.
После высверливания отверстий, на ремонтную зону 5 закрепляют технологический вакуумный пакет 7 с дренажным материалом 8. Дренажным материалом 8 может быть дренажно-впитывающая ткань ДВМ-340 ТУ8397-011030189225-2015.
Технологический вакуумный пакет может представлять собой термомат со штуцером 9 для подключения к вакуумному насосу, создающему разряжение в зоне разряжения 10 между ремонтной зоной и технологическим пакетом 7, впитывающий дренаж 8 и термопары 14. Количество штуцеров и термопар зависит от зоны дефекта.
Закрепление вакуумного пакета может производиться, например, с помощью зажимных приспособлений и герметизирующих уплотнений (например, герметизирующий жгут Контур 205 ТУ2213-006-30189225-2015) по контуру его прилегания к обшивке агрегата в зоне ремонта.
В зоне разрежения 10, внутри вакуумного пакета создается разрежение (0,5-0,9) кгс/см2, например, посредством откачки воздуха вакуумным насосом через штуцер. Величина созданного разрежения контролируется манометром 11.
После создания разрежения внутри вакуумного пакета нагревают обшивку агрегата со стороны зоны нагрева 12 локализованной зоной обводнения 4, не являющейся рабочей зоной 5, с использованием нагревательного устройства 13.
Нагревательное устройство 13 может быть выполнено в виде ламп нагрева, а температура и интенсивность нагрева зоны нагрева контролироваться с помощью термопар 14.
При нагревании повышается подвижность частиц жидкости 3, сопровождающаяся их переходом в парообразную фазу 16, которая, посредством разряжения, проходит через отверстие 6 в ремонтной зоне 5 и вытягивается в дренажный материал 8, в котором за счет его теплообмена с внешней средой конденсируется и удерживается (Фиг. 5).
Для исключения резкого перехода в парообразную фазу 16 большого количества жидкости, сопровождающееся увеличением образованного объема пара, не успевающего проходить через отверстие 6 в дренажный материал 8 и воздействующего на стенки сотового заполнителя, что может привести к необратимой деформации - «вспучиванию» агрегата, нагрев агрегата со стороны зоны нагрева 12 производят дискретно, с выдержкой изотермы на каждом дискрете в течение определенного промежутка времени, что может быть реализовано с помощью программированного контроллера.
В процессе технологического использования описанного способа в производстве установлено, что оптимальным режимом удаления влаги для агрегатов самолета является нагрев зоны ремонта, производимый пошагово, с дискретом 2°С и выдержкой изотермы на каждом дискрете в течение не менее 1 минуты.
Максимальную температуру нагрева устанавливают с учетом сохранения целостности клеесборочных швов в сотовом агрегате, что определяется экспериментальными исследованиями, заключающимися в нагреве участков сотовых агрегатов с последующими прочностными испытаниями клеесборочных соединений.
В процессе технологического использования описанного способа в производстве установлено, что для сохранения целостности клеесборочных швов максимальная температура нагрева зоны должна устанавливаться не выше (75±5)°С.
Процентное содержание влаги в сотовых агрегатах определяется следующим образом:
Объем влаги определяется согласно формуле:
где VC - объем соты,
nC - количество заполненных влагой сот.
Количество заполненных влагой сот вычисляется с помощью отношения площади зоны сотовой конструкции содержащей влагу, определенной при НК сотового агрегата, к площади одной соты:
где SB - площадь зоны сотовой конструкции, содержащей влагу, определяется с помощью НК сотовой конструкции,
SC - площадь соты.
Объем соты определяется согласно формуле:
где hC - высота соты.
Объем ремонтной зоны определяется согласно формуле:

где SPEM.З. - площадь ремонтной зоны.
Примем: влага заполняет весь объем соты, тогда объем влаги в одной соте равен объему соты.
Процентное содержание влаги в сотовых конструкциях определяется отношением объема влаги, то есть объема заполненных влагой сот, к объему ремонтной зоны согласно следующей формуле:
Подставляя в формулу (5) выражения (1) и (4), получаем:
Подставляя в формулу (6) выражения (2) и (3), получаем:
Откуда получаем формулу для определения процентного содержания влаги в сотовых конструкциях:
Необходимое время для выпаривания влаги из сотовой конструкции в зависимости от высоты сот и процентного содержания влаги в сотах может определяется исходя из табл. 1, полученной на основании результатов опытных работ.
Процесс удаления влаги из сотовой конструкции происходит следующим образом:
Задается режим:
- создается вакуум (0,6-0,8) кгс/см2;
- поднимается температура со скоростью (2°С/мин) до (75±5)°С;
- выдерживается в течение (в табл. №1 посмотреть время);
- по окончании времени отключается вакуум и температура со скоростью (2°С/мин);
- после понижения температуры до (35±5)°С, технологический пакет снимется.
Посредством наличия отверстий на обшивки в зоне ремонта внутри сот создается разрежение, идентичное разрежению, созданному внутри вакуумного пакета. Температура (75±5)°С обеспечит полное выпаривание жидкости за назначенный период времени, в соответствии с ранее проведенными исследованиями, которые заложены в табл. 1.
После поднятия температуры изотерму поддерживают в течение периода времени, назначенного в зависимости от максимальной высоты сотового заполнителя и процентного содержания влаги.
После окончания периода изотермического поддержания температуры нагрева снимают вакуум и охлаждают технологический вакуумный пакет с дренажным материалом до (35±5)°С со скоростью 2°С/мин, что обеспечивает окончательную конденсацию выпаренной жидкости в дренажном материале. После этого снимают технологический вакуумный пакет с дренажным материалом и герметизируют отверстия по ремонтной зоне.
Очевидно, что применение изобретения обеспечит достижение заявленного технического результата - удаление влаги из сотового заполнителя без вспучивания агрегата сотовой конструкции и предотвращение деформации сотового заполнителя; а также сохранение прочности клеесборочных швов.
Используемая литература:
[1]. В.Н. Крысий Слоистые клееные конструкции в самолетостроении. М.: Машиностроение, 1980.
[2]. А.В. Санников «Анализ особенностей эксплуатации сотовых конструкций с алюминиевым заполнителем», научный вестник МГТУ ГА
№192, УДК 629.73-034.71.
[3] А.В. Степанов «Методы контроля сотовых конструкций авиационной техники в условиях эксплуатации», Текст научной статьи по специальности «Технологии материалов», Журнал «Авиационные материалы и технологии», https://cyberleninka.ru/article/n/metody-kontrolya-sotovyh-konstruktsiy-aviatsionnoy-tehniki-v-usloviyah-ekspluatatsii/viewer 2004, УДК 620.179;
[4] В.П. Вавилов и др. «Тепловизионный контроль воды в авиационных неметаллических сотовых конструкциях», Текст научной статьи по специальности «Механика и машиностроение», https://cyberleninka.ru/article/n/teplovizionnyy-kontrol-vody-v-aviatsionnyh-nemetallicheskih-sotovyh-konstruktsiyah?ysclid=lzjqmpxet2962208923, УДК 620.179.13
[5]. ГОСТ 18353-79 "Контроль неразрушающий. Классификации видов и методов".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ И УДАЛЕНИЯ ВЛАГИ ИЗ АГРЕГАТОВ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2258569C1 |
| Способ ремонта крупногабаритных сотовых негерметичных конструкций из композиционных материалов | 2023 |
|
RU2815201C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| Оболочка турбореактивного двухконтурного двигателя с многослойными панелями и системой водоотвода | 2019 |
|
RU2716802C1 |
| Способ клеевого ремонта аэродинамических поверхностей воздушных судов | 2020 |
|
RU2754706C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| КОНСТРУКЦИЯ ПАНЕЛИ СОТОВОЙ | 2001 |
|
RU2250830C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 1996 |
|
RU2114004C1 |
Изобретение относится к области ремонта летательных аппаратов (ЛА), в частности к способу удаления влаги в сотовых конструкциях. В ходе реализации способа локализуют площади внешней поверхности обшивки, ограничивающие влагосодержащий заполнитель - зоны обводнения. Высверливают по площади одной из зон обводнения - ремонтной зоне - сквозные отверстия. Закрепляют на ремонтную зону технологический вакуумный пакет. Внутри пакета создают разрежение. Нагревают зону обводнения, не являющуюся рабочей зоной - зону нагрева, до установленной температуры и поддерживают ее в течение временного периода, после окончания которого снимают технологический вакуумный пакет и герметизируют отверстия. Нагрев зоны ремонта производят до максимальной температуры нагрева, дискретно, с выдержкой изотермы на каждом дискрете в течение промежутка времени. Максимальную температуру нагрева устанавливают с учетом сохранения целостности клеесборочных швов в сотовом агрегате. Технический результат заключается в предотвращении вспучивания агрегата самолета и деформации сотового заполнителя, а также сохранении прочности клеесборочных швов. 4 з.п. ф-лы, 5 ил., 1 табл.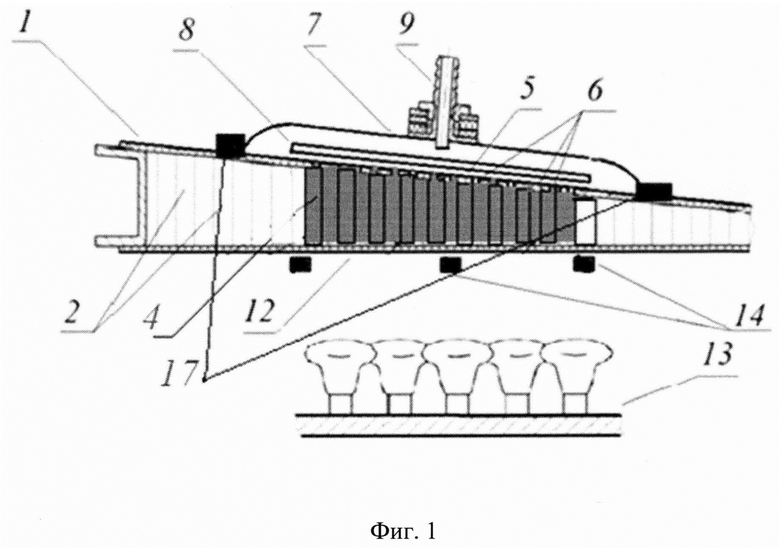
1. Способ удаления влаги из сотовой конструкции самолета, при котором локализуют площади внешней поверхности обшивки, ограничивающие влагосодержащий заполнитель - зоны обводнения: высверливают по площади одной из зон обводнения - ремонтной зоне - сквозные отверстия; закрепляют на ремонтную зону технологический вакуумный пакет с дренажным материалом, внутри которого создают разрежение; нагревают зону обводнения, не являющуюся рабочей зоной - зону нагрева, до установленной температуры; изотермически поддерживают температуру нагрева в течение временного периода; после окончания которого снимают технологический вакуумный пакет с дренажным материалом и герметизируют отверстия по ремонтной зоне, отличающийся тем, что нагрев зоны ремонта производят до максимальной температуры нагрева дискретно, с выдержкой изотермы на каждом дискрете в течение промежутка времени, при этом максимальную температуру нагрева устанавливают с учетом сохранения целостности клеесборочных швов в сотовом агрегате, а временной период изотермического поддержания максимальной температуры нагрева назначают в зависимости от максимального объема сотового заполнителя и процентного содержания влаги в сотах между локализованными зонами.
2. Способ удаления влаги по п. 1, при котором нагрев зоны нагрева производят пошагово, с дискретом 2°С и выдержкой изотермы на каждом дискрете в течение не менее 1 минуты.
3. Способ удаления влаги по п. 1, при котором максимальную температуру нагрева зоны нагрева устанавливают не выше (75±5) градусов С.
4. Способ удаления влаги по п. 1, при котором в зависимости от размера максимальной высоты сотового заполнителя составляют таблицу, по которой устанавливают время изотермического поддержания температуры нагрева, учитывая процент содержания влаги в зоне ремонта.
5. Способ удаления влаги по п. 1, при котором процентное содержание влаги в сотовых конструкциях определяют по формуле:
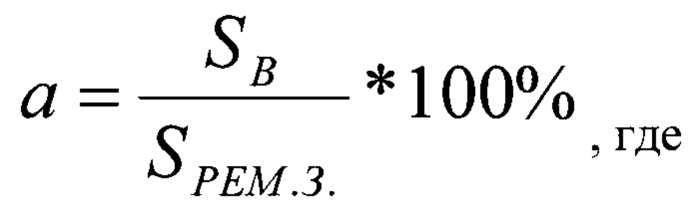
SB - площадь зоны сотовой конструкции, содержащей влагу;
Speм.з. - площадь ремонтной зоны.
| СПОСОБ ОБНАРУЖЕНИЯ И УДАЛЕНИЯ ВЛАГИ ИЗ АГРЕГАТОВ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2258569C1 |
| УСТРОЙСТВО для УКЛАДКИ ПАТРОНОВ в ящики | 0 |
|
SU177309A1 |
| Б.А | |||
| СКИДАН и др | |||
| Руководство по ремонту | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Подвижная хлебопекарная печь | 1925 |
|
SU433A1 |
| СПОСОБ ТЕПЛОВИЗИОННОГО КОНТРОЛЯ ВОДЫ В АВИАЦИОННЫХ СОТОВЫХ ПАНЕЛЯХ ЭКСПЛУАТИРУЕМЫХ САМОЛЕТОВ | 2005 |
|
RU2284515C1 |
| US 3019342 A1, 30.01.1962. | |||

