Изобретение относится к устройствам для обработки металлов резанием, прежде всего к изготовлению полотен ленточных пил по металлу и может быть использовано в областях, связанных с механической обработкой металлов, композитов и других твердых материалов, особенно для изделий сложной конфигурации.
Одной из актуальных проблем является повышение эффективности процесса пиления, что прежде всего связано со скоростью пиления и ресурсом работы полотна ленточных пил. В свою очередь скорость пиления зависит от высоты и размера шага зубьев полотна ленточных пил. Высокой скорости пиления добиваются на зубьях, имеющих большую высоту и шаг. Однако, такие зубья испытывают повышенную нагрузку, в том числе и ударную. Особенно большую нагрузку испытывают зубья на изделиях сложной формы с перегибами, ребрами, кромками, краями, на которых зубья испытывают ударную нагрузку при заходе в материал и выходе из него. Повышенная нагрузка на зубья приводит к увеличению вибрации и деформации режущей кромки полотна ленточных пил, деформации и затуплению зубьев. Напротив, снижение высоты и шага зубьев снижают нагрузку на зубья, но также резко снижают скорость пиления. Это противоречие пытаются разрешить различными способами. Так широко известным способом является чередование режущих зубьев с большим и меньшим шагом, которое позволяет снизить вибрацию полотна пилы (Краткий справочник инструментальщика. Информация о ленточнопильных полотнах. [Электронный ресурс] - URL: https://inpo.ru/library/reference/bandsaw#.ZD6-lyPP1D9 (дата обращения 22.05.2023). С этой же целью используют также чередование групп зубьев, в которых использована их различная разводка. Известно, например, также полотно ленточной пилы, содержащее по меньшей мере один набор основных зубьев, образованный последовательно расположенными девятью зубьями пилы, при этом каждый набор основных зубьев содержит три группы вспомогательных зубьев с разводкой: прямой, левый, правый (Публикация WO/2020/258141, № заявки PCT/CN 2019/093228, МПК B23D 61/12, 13.12.2020). Однако приведенные полотна ленточных пил все же страдают повышенной вибрацией, негладким срезом и задирами по краям пропила, при этом выигрыш в скорости пиления незначителен.
Наиболее близким (прототипом) по совокупности существенных признаков к заявляемому изобретению является полотно ленточной пилы по металлу, содержащее пильную кромку с режущими зубьями одной высоты, с переменным или постоянным шагом, основным назначением которых является пиление металла. При этом разводка может быть стандартной, чередованием, волнообразной, групповой. Зуб преимущественно косой, с острым передним углом (ГОСТ Р 53924-2010. Полотна ленточных пил. [Электронный ресурс] - URL: https://docs.cntd.ru/document/1200082571 (дата обращения 22.05.2023). Указанной конструкции полотна ленточных пил также присущи недостатки, указанных выше полотен: повышенная вибрация, шероховатый срез, быстрая деформация и затупление зубьев, уменьшение ширины разводки, задиры по краям пропила.
Решаемой задачей заявляемого изобретения является расширения арсенала технических средств полотен ленточных пил. Также в качестве технического результата следует указать повышение ресурса работы полотна ленточных пил по металлу и его зубьев за счет снижения вибрации полотна, деформации и затупления зубьев, повышение чистоты пропила и среза.
Указанного технического результата в заявляемом изобретении достигают за счет осуществления полотна ленточной пилы по металлу, содержащего
пильную кромку с режущими зубьями основного назначения. На указанной пильной кромке ленточного пильного полотна выполнены дополнительные участки, зубья которых имеют меньшую высоту и шаг относительно основных режущих зубьев пильной кромки или на пильной кромке этих участков выполнены абразивные элементы, при этом между началом ряда основных режущих зубьев и зубьями или абразивными элементами дополнительных участков соответственно выполнены переходные зубья или абразивные элементы, а между концом ряда основных режущих зубьев и зубьями или абразивными элементами дополнительных участков выполнены промежутки по размеру большие, чем шаг основных зубьев.
Заявляемое изобретение имеет следующий, общий с ближайшим аналогом существенный признак - пильная кромка с режущими зубьями основного назначения.
Отличают заявляемое изобретение от прототипа следующие существенные признаки:
- на пильной кромке полотна ленточной пилы выполнены дополнительные участки, зубья которых имеют меньшую высоту и шаг относительно основных режущих зубьев пильной кромки или на пильной кромке этих участков выполнены абразивные элементы,
- между началом ряда основных режущих зубьев и зубьями или абразивными элементами дополнительных участков соответственно выполнены переходные зубья или абразивные элементы,
- между концом ряда основных режущих зубьев и зубьями или абразивными элементами дополнительных участков выполнены промежутки по размеру большие, чем шаг основных зубьев.
Приведённые существенные признаки являются отличительными от прототипа, т.к. не содержатся в совокупности существенных признаков прототипа, т.е. не присутствуют в перечне признаков, осуществляемых в прототипе, и не являются их характеристикой.
Для однозначного и более полного понимания описания заявляемого изобретения далее приведены уточнения и раскрытия, использованных выше понятий и терминов, а также описание технического решения.
Основой замысла заявляемого технического решения является снижение нагрузки на основные режущие зубья полотна ленточной пилы путем выполнения перед ними режущих зубьев с меньшими высотой и шагом, которые в силу этого испытывают меньшую силовую нагрузку и при этом снижают нагрузку на основные зубья. Аналогично снижения нагрузки на основные режущие зубья полотна ленточной пилы можно добиться путем выполнения перед основными режущими зубьями полотна ленточной пилы абразивного слоя. Снижение шага и высоты режущих элементов - уменьшенных зубьев и абразива - ведет к снижению скорости пиления за счет снижения режущей способности полотна на участках с этими факторами воздействия. Однако, при этом следствием является плавное пиление при его начале и на краях, кромках, ребрах распиливаемого материала, а также минимальная величина дефектов пропила. В этом случае также снижается вибрация пильного полотна и повышается чистота пропила.
В настоящем изобретении под пильной кромкой полотна ленточной пилы следует понимать один из краев этого полотна, на котором выполнены режущие зубья (далее зубья) для пиления металлов. Такой край полотна ленточной пилы еще называют зубчатой частью полотна. Полотно ленточной пилы преимущественно имеет форму ленты из упругой стали толщиной от 0,6 до 1,6 мм. В большинстве случаев зубья на пильной кромке имеют одинаковую высоту и шаг, при этом отличаются друг от друга заточкой и разведением, преимущественно косые по форме. Иногда внутри ряда зубьев выполняют промежутки для прочистки паза пропила от стружки.
В заявляемом изобретении на пильной кромке полотна ленточной пилы выполняют, преимущественно, косые зубья в один ряд (далее основные зубья). Линия вершин зубьев, как правило, выполнена на одном уровне.
В указанном ряду зубьев дополнительно выполняют участки зубьев с меньшим размером по высоте зуба и шагу (далее уменьшенные зубья) или на этих участках выполняют абразивный слой. Такой край полотна ленточной пилы уже нельзя назвать зубчатой частью. Эти участки имеют ограниченную длину, т.к. выполняют целевое, но функционально подсобное назначение. А именно, подготавливают предварительную борозду последующего пропила.
Уменьшенные зубья преимущественно имеют форму подобную основным зубьям. В соответствии с уменьшением размера высоты зубьев увеличивается частота их размещения, т.е. увеличивается их количество на данном участке и, соответственно, уменьшается шаг зубьев. При этом вершины смежных основных и уменьшенных зубьев преимущественно выполняют на одном уровне или линию вершин выполняют на одном уровне. Уменьшенные зубья при пилении оказывают на основание пропила меньшее давление, захватывают меньшее количество материала по высоте пропила, что снижает нагрузку на зуб и соответственно снижает усилие пиления. Снижение удельного давления уменьшенными зубьями на основание пропила происходит за счет увеличения общей площади контакта с материалом при проникновении в него, что происходит в случае увеличении количества зубьев за счет уменьшения шага. Указанное снижение давления на основание пропила приводит к снижению усилий пиления при его начале, а также при пилении на краях, кромках, ребрах, углах и на других перегибах при заходе зубьев на них и выходе с них. Снижение усилий пиления позволяет осуществлять процесс пиления плавно и без рывков, следствием чего являются понижение вибрации полотна, снижение нагрузки на зубья пильного полотна, уменьшение их деформаций и соответственно повышение ресурса работы пильного полотна и его зубьев. Одновременно плавное пиление без рывков и вибрации способствует отсутствию задиров и повышению чистоты пропила и среза. Высота и шаг зубьев дополнительных участков составляют от 25% до 75% соответственно от высоты и шага основных режущих зубьев. Это не жесткое соотношение, оно может изменяться в зависимости от назначения и свойств обрабатываемого материала. Количество дополнительных участков с уменьшенными зубьями зависит от распиливаемого материала, длины ленты полотна, параметров зубьев и проектируется под определенное назначение полотна ленточной пилы.
Вершины зубьев всех участков преимущественно выполняют на одном уровне, что способствует равномерности и плавности пиления. Тем не менее в ряде случаев имеет смысл выполнять участки зубьев с уступами. Уступ уровня линии вершин зубьев на смежных участках может быть, как на сторону уменьшенных зубьев, так и на сторону основных высоких зубьев, что зависит от выполняемой задачи. Так, например, понижающий уступ на сторону высоких зубьев способствует повышению плавности и снижению усилия пиления, однако снижает скорость. Величина таких уступов может, например, составлять от 0,2 до 0,4 мм.
Переход от участка с уменьшенными зубьями к ряду основных зубьев связан с резким изменением режима резания на данном переходном участке. Для сглаживания этого и снижения нагрузки на первые зубья основного ряда на этом участке выполняют переходные зубья. Эти переходные зубья имеют промежуточные значения шага и высоты относительно соответствующих параметров основных режущих зубьев и уменьшенных зубьев дополнительных участков. Количество переходных зубьев зависит от размеров основных и уменьшенных зубьев, а также от вида распиливаемого материала и может изменяться от одного в большую сторону.
Во всех описанных выше случаях как для уменьшенных, так и для основных зубьев применяют какие-либо варианты их разведения, например, прямая разводка, волнообразная, чередованием, групповая.
Аналогично участкам с уменьшенными зубьями в ряду основных зубьев могут быть выполнены участки с абразивными элементами. В качестве абразивного элемента может выступать участок пильной кромки с нанесенными и закрепленными на ней абразивными частицами. При этом пильная кромка может быть ровной с краем в одну прямую линию, а также на ней могут быть выполнены выступы. Форма выступов может быть различной, преимущественно, это параллелепипед с плоской верхней площадкой и снятыми по ребрам фасками. Выступы аналогично зубьям могут характеризоваться высотой и шагом. В случае выполнения абразивных элементов в одну прямую линию, в сплошном абразивном элементе могут быть выполнены промежутки. Абразивные частицы могут быть закреплены в виде отдельных частиц, а также в виде слоя или послойно. Частицы размером 0,5 - 1,0 мм закрепляют, как правило, в один слой. Частицы размером 0,1 - 0,5 мм закрепляют в один слой или послойно. Абразивные частицы закрепляют на пильной кромке с помощью связующего материала. В качестве последнего может быть использован термопласт, реактопласт, органический или неорганический клей, металлический припой. В качестве абразивного материала или абразива могут быть использованы различные материалы высокой твердости, например: электрокорунд, карбид кремния, нитрид бора, карбид вольфрама и др. Эти материалы могу входить в состав абразивного слоя на абразивных элементах в виде порошков и/или частиц различных фракций. Абразивные элементы также преимущественно выполняют на одном уровне с линией вершин основных зубьев, однако в ряде случаев могут выполнять и с уступами относительно основных зубьев полотна. Абразивный слой аналогично участкам с уменьшенными зубьями, но в еще большей степени оказывает пониженное удельное давление на основание пропила, что позволяет значительно снижать усилия при начале пиления, на неровностях, а также повышать чистоту пропила и среза.
Переход от участка с абразивными элементами к ряду основных зубьев связан с резким изменением режима резания на данном переходном участке. Для сглаживания этого и снижения нагрузки на первые зубья основного ряда на этом участке также выполняют переходные зубья или выступы с абразивными частицами. Эти переходные зубья или выступы с абразивными частицами имеют промежуточные значения шага и высоты относительно соответствующих параметров основных режущих зубьев и абразивных элементов. Количество переходных зубьев и выступов с абразивными частицами зависит от размеров основных зубьев и абразивных элементов, а также от вида распиливаемого материала и может изменяться от одного в большую сторону.
Уменьшенные зубья или абразивные элементы располагают участками в ряду основных зубьев. Количество уменьшенных зубьев, а также абразивных элементов на участке может быть различным, например, от 5 до 50. Указанные значения зависят от вида пильного полотна и его назначения. Между концом ряда основных режущих зубьев и зубьями или элементами дополнительных участков во всех случаях выполнены промежутки по размеру большие, чем шаг основных зубьев. Эти промежутки предназначены для размещения стружки. Меньшая нагрузка на зубья или абразивные элементы дополнительных участков позволяет выполнять эти промежутки более широкими.
Для изготовления ленточных пильных полотен для ленточных пил по металлу используют инструментальные, легированные, быстрорежущие, рессорные стали, в частности, это могут быть следующие марки сталей: М51, М42, М71, 45ХГНМФА, Р9, Х6ВФ, У8А, У10А и другие. На зубья полотен также наносят износостойкие и абразивные покрытия, твердосплавные пластины из нитридов, карбидов, боридов, а также алмазные покрытия.
Заявляемое изобретение является промышленно применимым в области обработки металлов резанием и может быть использовано в областях машиностроения и строительства, связанных с обработкой металлов и твердых материалов. Осуществление заявляемого технического решения может быть выполнено специалистами с соответствующей подготовкой. При осуществлении изобретения используют устройства, приборы и материалы, выпускаемые промышленностью и находящиеся в открытой продаже. Методами осуществления изобретения являются методы механической и физико-химической обработки металлических материалов, а именно обработка металлических лент металлорежущими инструментами. Средствами осуществления изобретения являются станки для обработки металла резанием - лазерные, электроэрозионные, механические, а также шлифовальные.
Указанная выше совокупность существенных признаков заявляемого изобретения и их раскрытие позволяет сделать вывод о реализации назначения изобретения, заключающегося в осуществления полотна ленточной пилы по металлу. Реализация данного назначения свидетельствует о достижении технического результата. Также в приведенном выше описании убедительно обосновано достижение технического результата, заключающегося в снижения вибрации полотна, снижении деформации пильной кромки и степени затупления зубьев, что ведет к повышению ресурса работы полотна ленточной пилы по металлу, а также приводит к повышению чистоты пропила и среза. Особенно заметно проявление указанных положительных технических эффектов при пилении изделий сложной формы с многочисленными ребрами, перегибами, кромками, краями, в частности при пилении труб.
Таким образом, показано, что совокупность существенных признаков заявляемого изобретения, позволяющая достичь заявленного технического результата, отличается от совокупности существенных признаков аналогов, прототипа, а также и других известных источников данных, т.е. не известно применение данной совокупности существенных признаков с получением заявленного технического результата. Другими словами, заявляемое изобретение не известно из уровня техники.
В ходе изучения уровня техники полотен ленточных пил по металлу не выявлены технические решения, существенные признаки которых по отдельности или в какой-либо совокупности совпадают с отличительными существенными признаками заявляемого изобретения, включая его характеристики, и позволяют достичь заявляемого технического результата. Таким образом, подтверждено отсутствие известности влияния отличительных существенных признаков заявляемого изобретения на заявленный технический результат.
Следует также обратить внимание, что использование всей заявленной совокупности существенных признаков, в том числе отличительных признаков, для получения заявленного технического результата не следует явным образом для специалистов из уровня техники, т. к. не является объединением, изменением или совместным использованием сведений, содержащихся в уровне техники, и/или общих знаний специалиста.
Действительно осуществление совокупности отличительных существенных признаков:
• выполнение на пильной кромке полотна ленточной пилы дополнительных участков, зубья которых имеют меньшую высоту и шаг относительно основных режущих зубьев пильной кромки или выполнение на пильной кромке этих участков абразивных элементов,
• выполнение между началом ряда основных режущих зубьев и зубьями или элементами дополнительных участков соответственно переходных зубьев или элементов,
• выполнение между концом ряда основных режущих зубьев и зубьями или элементами дополнительных участков промежутков по размеру больших, чем шаг основных зубьев -
не следует для специалистов явным образом из уровня техники и является нестандартным и неизвестным решением.
Повышения эффективности технического результата заявленного полотна ленточной пилы по металлу достигают в следующих нижеперечисленных модификациях, характеризующих частные случаи выполнения технического решения:
1. Описанное выше полотно ленточной пилы по металлу, в котором высота и шаг зубьев дополнительных участков составляют от 25% до 75% соответственно от высоты и шага основных режущих зубьев.
2. Описанное выше полотно ленточной пилы, в том числе по п. 1, в котором переходные зубья имеют промежуточные значения шага и высоты относительно соответствующих параметров основных режущих зубьев и зубьев дополнительных участков.
3. Описанное выше полотно ленточной пилы, в котором абразивные элементы представляют собой участок пильной кромки с нанесенными и закрепленными на ней с помощью связующего материала абразивными частицами.
4. Описанное выше полотно ленточной пилы, в том числе по п. 3, в котором на участке с абразивными частицами выполнены промежутки.
5. Описанное выше полотно ленточной пилы, в котором абразивные элементы представляют собой абразивные частицы, закрепленные на выступающих от пильной кромки основаниях.
6. Описанное выше полотно ленточной пилы, в котором в качестве переходных зубьев выполняют режущие зубья с промежуточными значениями высоты относительно высоты основных зубьев и высоты абразивных элементов. Описание заявленного полотна ленточной пилы пояснено на фигурах 1 и 2:
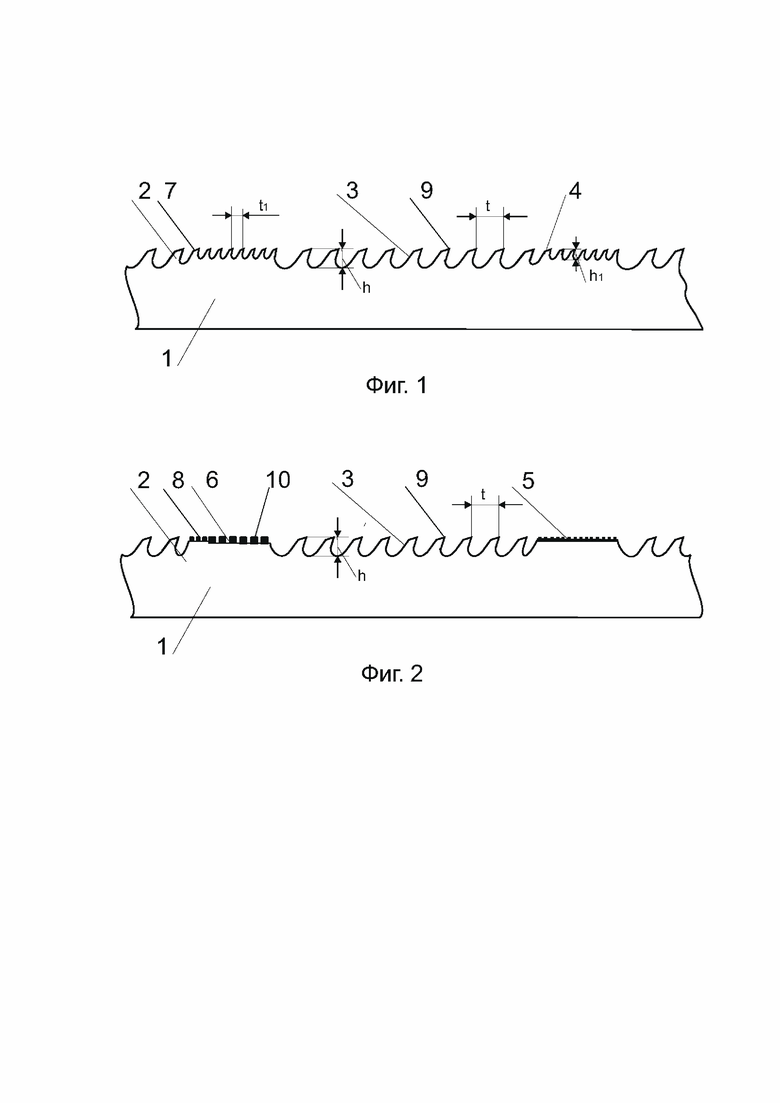
фиг. 1 - полотно ленточной пилы по металлу с участками зубьев уменьшенной высоты;
фиг. 2 - полотно ленточной пилы по металлу с участками абразивных элементов.
На указанных фигурах приведены следующие обозначения:
1 - полотно ленточной пилы, 2 - пильная кромка, 3 - основные режущие зубья, 4 - уменьшенные режущие зубья, 5 - участок пильной кромки с закрепленными на ней абразивными частицами, 6 - участок пильной кромки с выступами и закрепленными на них абразивными частицами, 7 - переходный зуб, 8 - переходный абразивный элемент,
9 - вершина зуба,
10 - вершина абразивного элемента,
h - высота основного зуба,
h1 - высота уменьшенного зуба,
t - шаг основного зуба,
t1 - шаг уменьшенного зуба.
Заявляемое изобретение - «Полотно ленточной пилы по металлу» осуществлено следующим образом.
Для изготовления полотен ленточных пил используют ленты из инструментальных, легированных, быстрорежущих и рессорных сталей толщиной, преимущественно от 0,60 до 1,6 мм.
Согласно изобретению, полотно ленточной пилы 1 содержит пильную кромку 2, выполненную по краю пильного полотна. На пильной кромке изготовлены зубья, выполняющие режущую функцию. Эти зубья являются основными зубьями 3, т.к. выполняют основную режущую функцию. Дополнительно на пильной кромке выполнены участки с уменьшенными режущими зубьями 4. Эти зубья имеют меньшие высоту и шаг относительно основных режущих зубьев пильной кромки. Количество таких участков зависит от распиливаемого материала, т.е. от назначения полотна ленточной пилы. Основные и уменьшенные зубья разведены по одному из следующих вариантов: прямая, волнообразная, чередованием, групповая разводки.
Вместо участков с уменьшенными зубьями на пильной кромке могут быть выполнены участки с абразивными элементами, т.е. участки пильной кромки с нанесенными и закрепленными на ней абразивными частицами 5 и/или участки пильной кромки с выступами и закрепленными на них абразивными частицами 6. Форма выступов может быть различной, преимущественно, это параллелепипед с плоской верхней площадкой и снятыми по ребрам фасками. Выступы аналогично зубьям могут характеризоваться высотой и шагом. В случае выполнения абразивных элементов в одну сплошную прямую линию, в сплошном абразивном элементе могут быть выполнены промежутки. Абразивные частицы могут быть закреплены в виде отдельных частиц, а также в виде слоя или послойно. Частицы размером 0,5 - 1,0 мм закрепляют, как правило, в один слой. Частицы размером 0,1 - 0,5 мм закрепляют в один слой или послойно. Абразивные частицы закрепляют на пильной кромке с помощью связующего материала - припоев, неорганических клеев, пластмасс. В качестве материалов абразива используют электрокорунд, карбид кремния, нитрид бора, карбид вольфрама и другие твердые материалы.
Высота h1 и шаг t1 зубьев дополнительных участков может составлять от 25% до 75% соответственно от высоты h и шага t основных режущих зубьев. Это не жесткое соотношение, оно зависит от назначения и свойств обрабатываемого материала. Между каждым дополнительным участком с уменьшенными зубьями и следующим за ним началом ряда основных зубьев выполнены переходные зубья 7, которые характеризуются промежуточными значениями высоты и шага. В свою очередь между каждым дополнительным участком с абразивными элементами и следующим за ним началом ряда основных зубьев выполнены переходные абразивные элементы 8 или зубья, которые также характеризуются промежуточными значениями высоты и шага.
В базовом варианте изготовления ленточного пильного полотна вершины зубьев 9 и абразивных элементов 10 всех участков выполнены на одном уровне. Однако, в ряде случаев уровень расположения вершин на разных участках может различаться, т.е. уровни расположения вершин участков выполняют с уступом. Уступ с понижением на стороне основных, высоких зубьев способствует повышению плавности и снижению усилия пиления, однако снижает скорость. Уступ с повышением на стороне высоких зубьев дает противоположный эффект.
Назначением участков пильной кромки с меньшей высотой зуба или уменьшенными зубьями является снижение нагрузки на основные высокие зубья пильного полотна при пилении. Снижение нагрузки происходит за счет меньшего захвата распиливаемого материала зубьями меньшей высоты, в следствие чего высоким зубьям достается меньшая глубина пропила и соответственно они подвергаются меньшему сопротивлению со стороны распиливаемого материала. Особенно это заметно на перегибах и неровностях распиливаемой заготовки. Аналогичное назначение имеют участки с абразивным слоем.
Пример 1.
Из стальной ленты марки У8А толщиной 0,9 мм было изготовлено полотно ленточной пилы шириной 20 мм. По одному краю полотна, с помощью режущего (фреза) и шлифовального (шлифовальный круг) инструмента были нарезаны режущие зубья, т.е. была выполнена режущая кромка. Зубья были выполнены участками, т.е. среди основных зубьев полотна ленточной пилы были выполнены участки уменьшенных зубьев. На каждом зубе сверху выполнена твердосплавная режущая пластинка из сплава ВК8. Основные зубья имели высоту 5 мм с постоянным шагом 4 мм, уменьшенные зубья имели высоту 2,8 мм с постоянным шагом 2,5 мм. Между окончанием участка уменьшенных зубьев и началом ряда основных зубьев располагали три промежуточных зуба с высотой 3,3 мм; 4,0 мм; 4,5 мм с шагом соответственно 2,8 мм; 3,2 мм; 3,6 мм. Между окончанием ряда основных зубьев и началом участка уменьшенных зубьев были выполнены промежутки шириной 5 мм. Форма зубьев и разводка стандартные, ширина разводки составляет 50-60% от толщины полотна на каждую сторону, угол альфа α (передний угол) равен 10 градусам, угол бета β (задний угол) равен 20 градусам, угол гамма γ (боковое уширение) равен 5 градусам, ширина обточенных пластин ВК8 составляла 1,1 - 1,3 мм. Ряды основных зубьев имели длину 200 мм, участки зубьев с меньшей высотой имели длину 88 мм. Таким образом, общая длина ряда основных и участка уменьшенных зубьев составляла 288 мм, количество таких секций в пильном полотне 8, общая длина полотна ленточной пилы 2362 мм, разводка зубьев стандартная, соединение свободных концов полотна ленточной пилы осуществлено сваркой, вершины всех зубьев выполнены на одном уровне с точностью до 0,1 мм. Полученное полотно ленточной пилы помещали в ленточнопильный консольный станок JET HVBS-712K 750 Вт. Скорость пильного полотна 70 м/мин. С помощью этого станка распиливали поперечно трубы из нержавеющей стали марки 08Х18Н10Т диаметром 100 мм, толщина стенки 2 мм. Результаты пиления оценивали качественно по состоянию паза пропила, состоянию пильной поверхности, усилию и плавности начала пиления и в процессе пиления, наличию вибрации полотна на старте и в процессе пиления. Результаты пиления, следующие: пиление спокойное, плавное с почти незаметной вибрацией полотна, паз пропила ровный без заусенцев, пильная продольная поверхность гладкая без задиров и заусенцев. После 10 распилов трубы на режущих кромках зубьев не отмечены следы затупления.
Аналогичные испытания были также проведены с полотном ленточной пилы, изготовленным приведенным выше способом, но имеющим на режущей кромке только основные зубья с высотой 5 мм и с постоянным шагом 4 мм. На каждом зубе сверху также была выполнена твердосплавная режущая пластинка из сплава ВК8. Испытания показали следующие качественные результаты: при начале пиления на кромках стенок трубы отмечается повышенное усилие на полотно, повышенные шум и вибрация полотна, паз пропила местами имел заусенцы, торцевая поверхность более шершавая, чем в случае полотна с уменьшенными зубьями и имеет отдельные заусенцы. После 10 распилов трубы на режущих кромках зубьев замечены следы затупления, кромки закруглены.
Пример 2.
Аналогично примеру 1 было изготовлено полотно ленточной пилы. Основные зубья имели высоту 5 мм с постоянным шагом 4 мм. На каждом зубе сверху была выполнена твердосплавная режущая пластинка из сплава ВК8. Однако вместо участков уменьшенных зубьев был выполнен аналогичный по длине участок абразивного элемента, на режущей кромке которого были закреплены с помощью припоя ПСР-45 зерна из электрокорунда размером 0,5-1,0 мм. Высота слоя 3,5 мм, ширина 1,6 мм. В полученном сплошном слое композита через каждые 7 мм были выполнены промежутки по 4 мм, высотой 5 мм.
Между окончанием участка абразивного элемента и началом ряда основных зубьев были выполнены два промежуточных зуба с высотой 4,0 мм; 4,5 мм с шагом соответственно 3,2 мм; 3,6 мм. Между окончанием ряда основных зубьев и началом участка абразивного элемента были выполнены промежутки размером 5 мм. Качественные испытания показали следующие результаты: пиление спокойное, плавное с почти незаметной вибрацией полотна, паз пропила ровный без заусенцев, пильная продольная поверхность гладкая без задиров и заусенцев. После 10 распилов трубы на режущих кромках зубьев не отмечены следы затупления.
Аналогичные испытания были также проведены с полотном ленточной пилы, изготовленным приведенным выше способом, но имеющим на режущей кромке только основные зубья с высотой 5 мм и с постоянным шагом 4 мм. На каждом зубе сверху также была выполнена твердосплавная режущая пластинка из сплава ВК8. Испытания показали следующие качественные результаты: при начале пиления на кромках стенок трубы отмечается повышенное усилие на полотно, повышенные шум и вибрация полотна, паз пропила местами имел заусенцы, торцевая поверхность более шершавая, чем в случае полотна с уменьшенными зубьями и имеет отдельные заусенцы. После 10 распилов трубы на режущих кромках зубьев замечены следы затупления, кромки закруглены.
Представленные выше варианты исполнения ленточного пильного полотна по металлу не следует рассматривать как ограничивающие объем изобретения. Напротив, возможны также варианты, модификации и эквиваленты описанных примеров в пределах объема прав, изложенных в формуле изобретения.
Приведенные выше описание осуществления изобретения и примеры его реализации подтверждают достижение заявленного технического результата в процессе осуществлении изобретения при реализации всей совокупности его существенных признаков. Они также показывают причинно-следственную связь существенных признаков между собой и достигаемым техническим результатом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2836985C1 |
| Полотно ленточной пилы по металлу с абразивом | 2024 |
|
RU2828896C1 |
| Полотно пилы по металлу | 2024 |
|
RU2834793C1 |
| Зуб полотна ленточной пилы по металлу | 2024 |
|
RU2834794C1 |
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ МАТЕРИАЛА С ТОНКИМ ПРОПИЛОМ | 2012 |
|
RU2574546C2 |
| Ленточная пила для продольной распиловки древесины вдоль волокон | 1978 |
|
SU859154A1 |
| ПИЛЬНОЕ ПОЛОТНО | 1996 |
|
RU2124984C1 |
| Узел резания лесопильного станка с полосовой нерастянутой пилой | 2023 |
|
RU2808495C1 |
| ПИЛА РАМНАЯ | 2006 |
|
RU2313448C2 |
Изобретение относится к устройствам для обработки металлов резанием и может быть использовано для механической обработки металлов, композитов, пластика и других твердых материалов. Пильное полотно содержит пильную кромку с основными режущими зубьями и дополнительными участками, зубья которых имеют меньшую высоту и шаг относительно основных режущих зубьев пильной кромки или на пильной кромке этих участков выполнены абразивные элементы. Между началом ряда основных режущих зубьев и зубьями или абразивными элементами дополнительных участков соответственно выполнены переходные зубья или абразивные элементы. Между концом ряда основных режущих зубьев и зубьями или абразивными элементами дополнительных участков выполнены промежутки по размеру большие, чем шаг основных зубьев. Повышается ресурс работы полотна ленточных пил по металлу и его зубьев за счет снижения вибрации полотна, деформации и затупления зубьев. 6 з.п. ф-лы, 2 ил., 2 пр.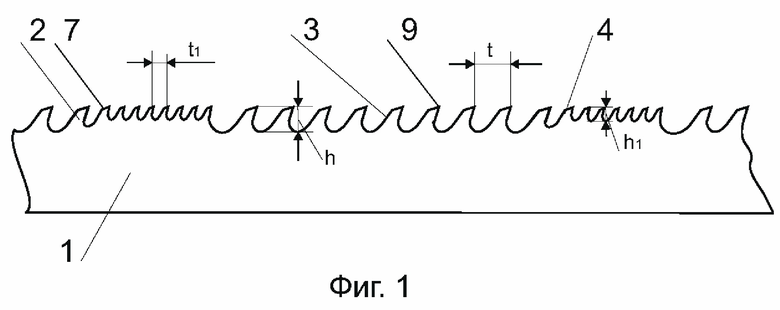
1. Полотно ленточной пилы по металлу, содержащее пильную кромку с основными режущими зубьями, отличающееся тем, что на пильной кромке выполнены дополнительные участки, зубья которых имеют меньшую высоту и шаг относительно основных режущих зубьев пильной кромки или на пильной кромке этих участков выполнены абразивные элементы, при этом между началом ряда основных режущих зубьев и зубьями или абразивными элементами дополнительных участков соответственно выполнены переходные зубья или абразивные элементы, а между концом ряда основных режущих зубьев и зубьями или абразивными элементами дополнительных участков выполнены промежутки по размеру большие, чем шаг основных зубьев.
2. Полотно ленточной пилы по металлу по п. 1, отличающееся тем, что высота и шаг зубьев дополнительных участков составляют от 25% до 75% соответственно от высоты и шага основных режущих зубьев.
3. Полотно ленточной пилы по металлу по п. 1 или 2, отличающееся тем, что переходные зубья имеют промежуточные значения шага и высоты относительно соответствующих параметров основных режущих зубьев и зубьев дополнительных участков.
4. Полотно ленточной пилы по металлу по п. 1, отличающееся тем, что абразивные элементы представляют собой участок пильной кромки с нанесенными и закрепленными на ней с помощью связующего материала абразивными частицами.
5. Полотно ленточной пилы по металлу по п. 4, отличающееся тем, что на участке с абразивными частицами выполнены промежутки.
6. Полотно ленточной пилы по металлу по п. 1, отличающееся тем, что абразивные элементы представляют собой абразивные частицы, закрепленные на выступающих от пильной кромки основаниях.
7. Полотно ленточной пилы по металлу по п. 1, отличающееся тем, что в качестве переходных зубьев выполнены режущие зубья с промежуточными значениями высоты относительно высоты основных зубьев и высоты абразивных элементов.
| ПОЛОТНО ПИЛЫ | 1996 |
|
RU2093320C1 |
| ПОЛОТНО ПИЛЫ, НОЖ И ПИЛА | 2010 |
|
RU2533570C2 |
| Режущий инструмент с асимметричными зубьями, имеющими режущие частицы | 2020 |
|
RU2808089C2 |
| Рамная пила | 1977 |
|
SU812574A1 |
| Линия электропередачи | 1984 |
|
SU1474776A1 |

