СВЯЗАННАЯ ЗАЯВКА
[0001] Заявка основана на и имеет приоритет на основе китайской патентной заявки №202010507968.9, поданной 5 июня 2020, полностью включенной сюда путем ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее описание относится к области неразрушающего контроля, в частности к способу изготовления тестового конструкционного клееного блока с дефектами.
УРОВЕНЬ ТЕХНИКИ
[0003] В условиях быстрого развития гражданской авиации необходимо, чтобы конструктивные материалы для летательных аппаратов развивались в направлении низкой плотности, высокой прочности, высокой жесткости, высокой термостойкости и противокоррозионной стойкости. В традиционной для гражданской авиации конструкции необходимо соединять части посредством большого количества заклепок, чтобы образовать некоторые части. Небольшой летательный аппарат обычно включает в себя десятки тысяч заклепок, которые неминуемо увеличивают массу летательного аппарата. Клееная конструкция широко используется в конструкции гражданского летательного аппарата вместо применения заклепок, но неизбежно возникновение различных дефектов в процессе изготовления клееной конструкции, включающих в себя трещину, зазор/отверстие, нарушение сцепления, слабое сцепление и так далее.
[0004] Точечные сцепления являются типом дефекта в клееной конструкции и относится к дефекту, когда две поверхности в клееной конструкции находятся в плотном контакте, то есть, когда две поверхности не сцеплены, и точечные сцепления будут проводить к снижению несущей способности конструкции. Кроме того, дефектом, подобным точечным сцеплениям, является слабое сцепление, то есть, когда две поверхности сцеплены не полностью. При некоторой конструктивной протяженности, слабое сцепление может быть более сложным для оценки. Дефекты точечных сцеплений и слабого сцепления могут возникать в цельных, многослойных, клееных или восстановленных композитных материалах, которые могут быть внесены в процессе изготовления и также могут быть вызваны незначительным повреждением или недостаточным восстановлением. Потеря конструктивной прочности и возможное усиление дефектов (то есть, развитие от слабого сцепления/точечных сцеплений до нарушения сцепления) в состоянии нагружения во время использования делают обнаружение и оценку типа дефекта особенно важными.
[0005] Для того чтобы испытать дефекты, сначала необходимо изготовить сравнительный тестовый блок с дефектами. Однако изготовление тестового блока трудоемко, таким образом очень важно контролируемо изготовить тестовые блоки с точечными сцеплениями и слабым сцеплением и обнаружить внутренние дефекты.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Настоящее описание обеспечивает способ изготовления тестового конструкционного клееного блока с дефектами, включающий в себя следующие этапы:
[0007] обеспечение первой пластины и второй пластины;
[0008] нанесение клеящего вещества на верхнюю поверхность первой пластины, чтобы образовать слой клеящего вещества;
[0009] нагрев и отверждение по меньшей мере части области слоя клеящего вещества в течение первого промежутка времени;
[0010] размещение второй пластины на слое клеящего вещества; и
[0011] нагрев и отверждение слоя клеящего вещества в течение второго промежутка времени, чтобы образовать тестовый конструкционный клееный блок.
[0012] В некоторых вариантах выполнения, по меньшей мере часть области включает в себя множество заданных областей, которые распределены на слое клеящего вещества с интервалами; и этап нагрева и отверждения по меньшей мере части области слоя клеящего вещества в течение первого промежутка времени включает в себя: отдельно нагрев и отверждение множества заданных областей слоя клеящего вещества.
[0013] В некоторых вариантах выполнения, способ дополнительно включает в себя: определение положений и площади множества заданных областей согласно заданным положениям и заданным площадям дефектов перед этапом отдельного нагрева и отверждения множества заданных областей слоя клеящего вещества.
[0014] В некоторых вариантах выполнения, этап отдельного нагрева и отверждения множества заданных областей слоя клеящего вещества выполняется посредством оборудования для предварительного отверждения, причем оборудование для предварительного отверждения включает в себя нагревательную пластину и множество нагревательных колонн, подвижно расположенных на нагревательной пластине, и положения множества нагревательных колонн регулируются, чтобы соответствовать множеству заданных областей на слое клеящего вещества.
[0015] В некоторых вариантах выполнения, этап нанесения клеящего вещества на верхнюю поверхность первой пластины, чтобы образовать слой клеящего вещества, включает в себя: нанесение клеящего вещества на область вблизи конечной части верхней поверхности первой пластины для перекрытия второй пластины на конце первой пластины.
[0016] В некоторых вариантах выполнения, способ дополнительно включает в себя: выполнение испытания клеящего вещества на реологические свойства с повышением температуры и получение реологической кривой клеящего вещества, и выбор температуры нагрева и отверждения в течение первого промежутка времени и температуры нагрева и отверждения в течение второго промежутка времени согласно реологической кривой.
[0017] В некоторых вариантах выполнения, этап нанесения клеящего вещества на верхнюю поверхность первой пластины, чтобы образовать слой клеящего вещества, включает в себя: нанесение клеящего вещества на всю область верхней поверхности первой пластины, чтобы клеящее вещество покрывало верхнюю поверхность первой пластины. По меньшей мере часть области включает в себя всю область слоя клеящего вещества. Способ изготовления дополнительно включает в себя: перед нагревом и отверждением всей области слоя клеящего вещества в течение первого промежутка времени, нанесение и наклеивание второй пластины на слой клеящего вещества, и затем нагрев и отверждение слоя клеящего вещества в течение первого промежутка времени; после нагрева и отверждения всей области клеящего вещества в течение первого промежутка времени, отделение первой пластины и второй пластины посередине слоя клеящего вещества, наложение отделенных первой пластины и второй пластины, и нагрев и отверждение слоя клеящего вещества в течение второго промежутка времени.
[0018] В некоторых вариантах выполнения, как нагрев, так и отверждение слоя клеящего вещества в течение первого промежутка времени и второго промежутка времени выполняется посредством автоклава; и температура нагрева и отверждения слоя клеящего вещества в течение первого промежутка времени и в течение второго промежутка времени одинакова, и время нагрева и отверждения слоя клеящего вещества (3) в течение первого промежутка времени и в течение второго промежутка времени различно.
[0019] В некоторых вариантах выполнения, способ дополнительно включает в себя: создание трещины на слое клеящего вещества.
[0020] В некоторых вариантах выполнения, клеящее вещество является клеящей пленкой, и клеящая пленка укладывается на верхнюю поверхность первой пластины, чтобы образовать слой клеящего вещества.
[0021] В некоторых вариантах выполнения, обеспечены первая пластина и вторая пластина, которые выполнены из композитных материалов, и композитный материал первой пластины и композитный материал второй пластины одинаков или различен.
[0022] В некоторых вариантах выполнения, после получения тестового блока, он подвергается ультразвуковому сканированию для определения информации о дефектах.
[0023] На основе технического решения согласно настоящему описанию предложен способ изготовления тестового конструкционного клееного блока с дефектами, включающий в себя: обеспечение первой пластины и второй пластины; нанесение клеящего вещества на верхнюю поверхность первой пластины, чтобы образовать слой клеящего вещества; нагрев и отверждение по меньшей мере части области слоя клеящего вещества в течение первого промежутка времени; размещение второй пластины на слое клеящего вещества; и нагрев и отверждение слоя клеящего вещества в течение второго промежутка времени, чтобы образовать склеивание тестового конструкционного клееного блока. Согласно настоящему описанию, по меньшей мере часть области слоя клеящего вещества нагревается и отверждается в течение первого промежутка времени, и происходит химическая реакция, так что по меньшей мере часть области образует дефект, и обеспечивается контролируемое изготовление дефекта. Тестовый конструкционный клееный блок с дефектами подвергается механическому детектированию, чтобы имитировать фактически дефектный продукт. Более того, согласно способу по настоящему описанию, дефект слабого сцепления и дефект точечных сцеплений с различной силой сцепления имитируются посредством регулирования процентного отношения по меньшей мере части области по отношению ко всей области слоя клеящего вещества.
[0024] Другие признаки и преимущества настоящего описания будут понятны из подробного описания примерных вариантов выполнения настоящего описания со ссылкой на следующие сопроводительные чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0025] Для более понятного описания технических решений в вариантах выполнения настоящего описания или предшествующего уровня техники, далее кратко описаны сопроводительные чертежи, необходимые для описания вариантов выполнения изобретения или предшествующего уровня техники. Очевидно, что сопроводительные чертежи в следующих описанных сопроводительных чертежах показывают некоторые варианты выполнения, представленные в настоящем описании, и средний специалист в данной области техники может по-прежнему вывести другие чертежи из этих сопроводительных чертежей.
[0026] ФИГ. 1 схема этапов способа изготовления тестового конструкционного клееного блока с дефектами согласно варианту выполнения настоящего описания;
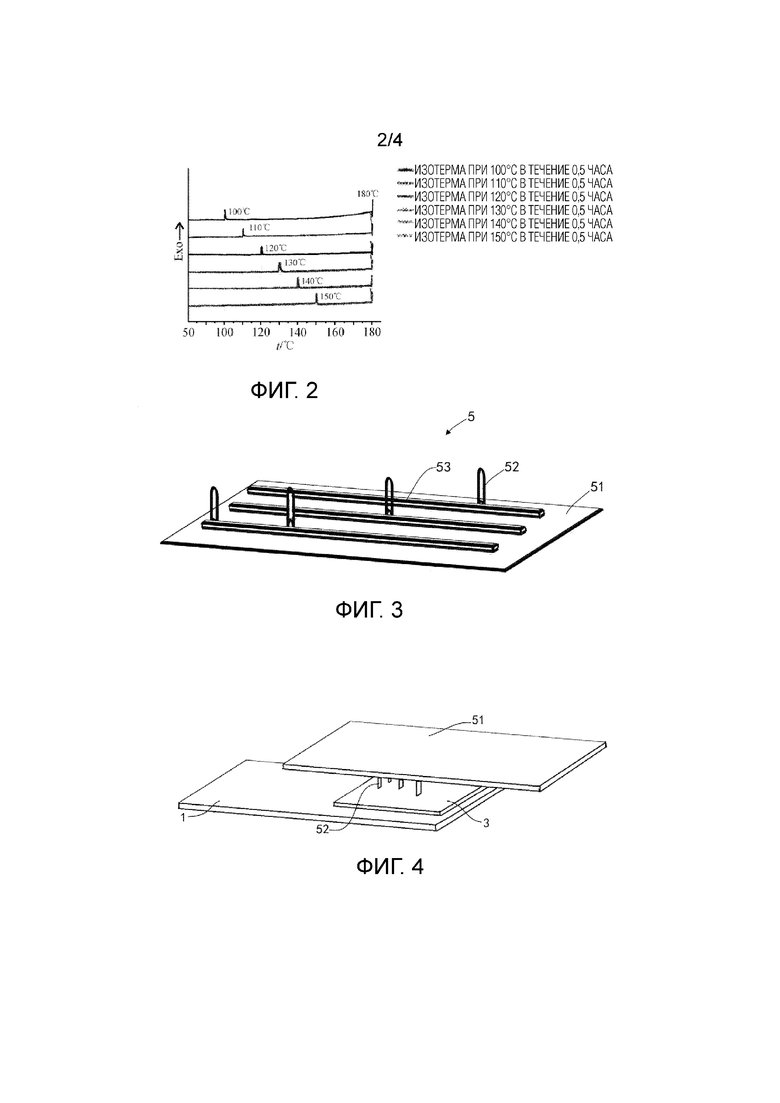
[0027] ФИГ. 2 реологическая кривая клеящей пленки согласно варианту выполнения настоящего описания;
[0028] ФИГ. 3 конструктивный схематичный чертеж оборудования для предварительного отверждения, используемого в варианте выполнения настоящего описания;
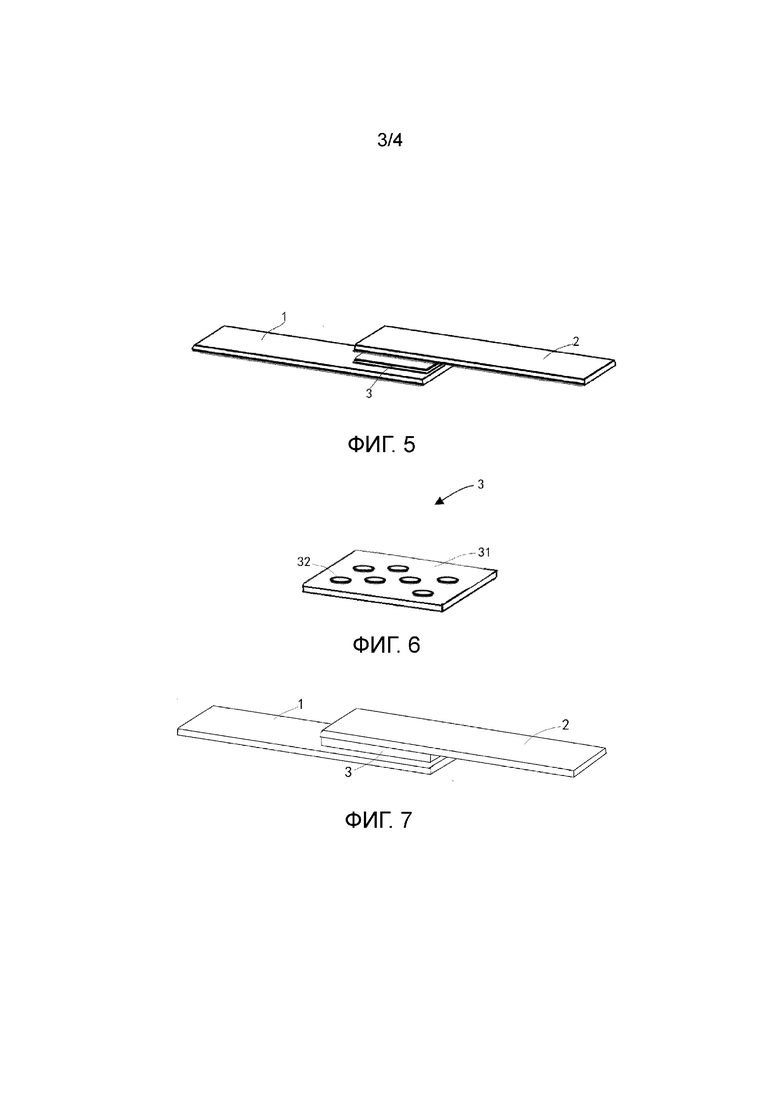
[0029] ФИГ. 4 - ФИГ. 7 схемы этапов обработки тестового блока с дефектом слабого сцепления, изготовленного согласно варианту выполнения настоящего описания, на которых ФИГ. 4 показывает выполнение первого нагрева и отверждения слоя клеящего вещества посредством оборудования для предварительного отверждения, ФИГ. 5 показывает перекрытие второй пластины с первой пластиной, ФИГ. 6 показывает увеличенный конструктивный чертеж слоя клеящего вещества по ФИГ. 5, и ФИГ. 7 показывает конструктивный схематичный чертеж тестового блока с дефектами, образованного после второго нагрева и отверждения; и
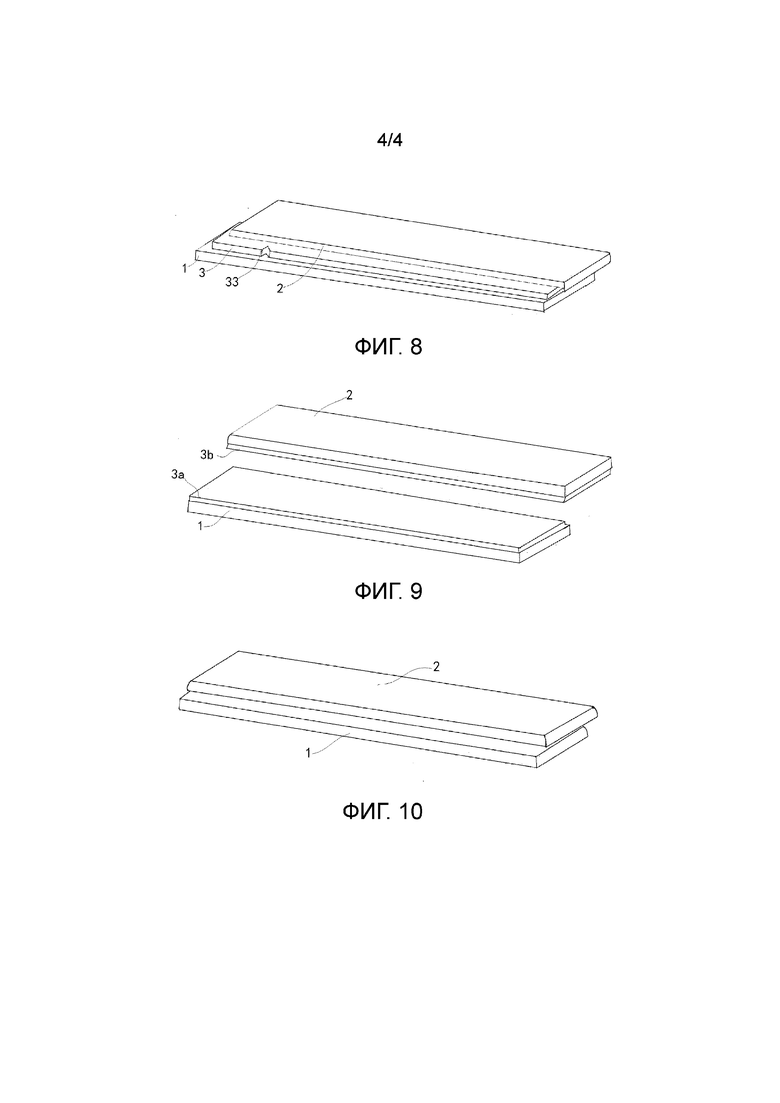
[0030] ФИГ. 8 - ФИГ. 10 схемы этапов обработки тестового блока с дефектом точечных сцеплений, изготовленного согласно варианту выполнения настоящего описания, на которых ФИГ. 8 показывает наложение первой пластины, слоя клеящего вещества и второй пластины, ФИГ. 9 показывает отделение первой пластины и второй пластины из промежуточной клееной конструкции, подверженной первому нагреву и отверждению, и ФИГ. 10 показывает конструктивный схематичный чертеж тестового блока с дефектами, образованного после второго нагрева и отверждения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0031] Чтобы пояснить цели, технические решения и преимущества настоящего описания, способ изготовления тестового конструкционного клееного блока с дефектами, предложенного согласно настоящему описанию, дополнительно описан подробно ниже посредством вариантов выполнения и со ссылкой на сопроводительные чертежи. Ясно, что описанные здесь конкретные варианты выполнения служат только для пояснения настоящего изобретения, а не для его ограничения.
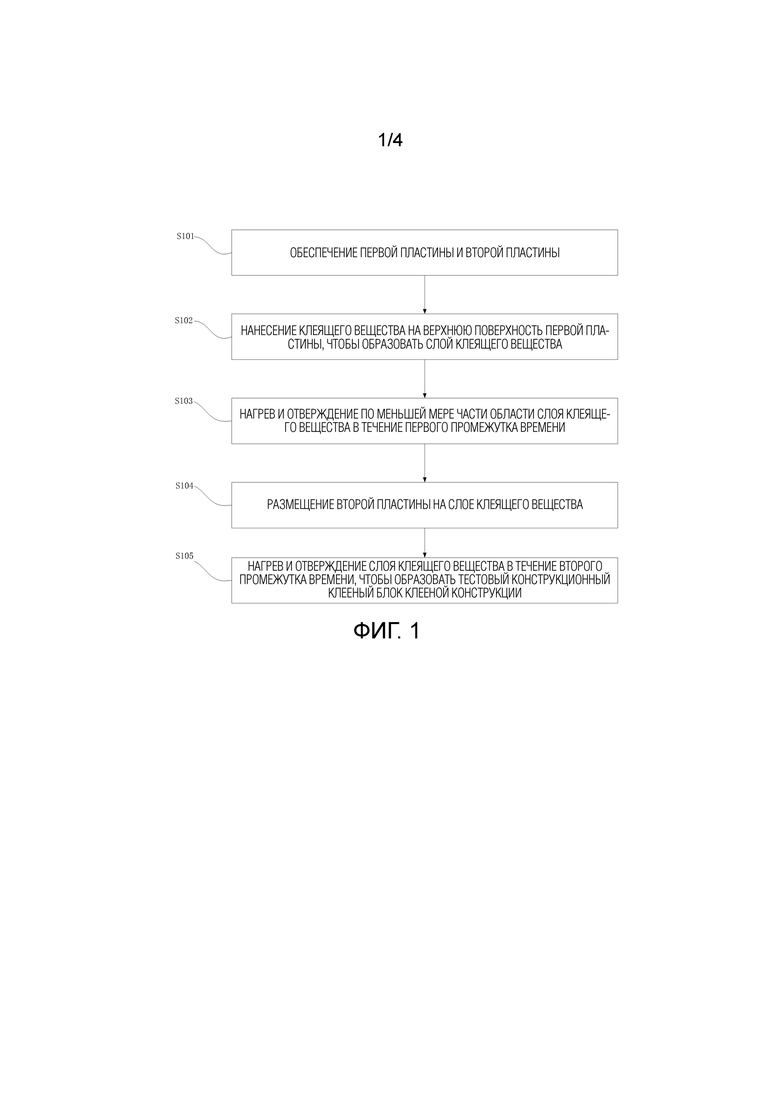
[0032] Как показано на ФИГ. 1, способ изготовления тестового конструкционного клееного блока с дефектами согласно варианту выполнения настоящего описания включает в себя следующие этапы:
[0033] Этап 101: обеспечение первой пластины 1 и второй пластины 2;
[0034] Этап 102: нанесение клеящего вещества на верхнюю поверхность первой пластины 1, чтобы образовать слой 3 клеящего вещества;
[0035] Этап 103: нагрев и отверждение по меньшей мере части области слоя 3 клеящего вещества в течение первого промежутка времени;
[0036] Этап 104: размещение второй пластины 2 на слое 3 клеящего вещества; и
[0037] Этап 105: нагрев и отверждение слоя 3 клеящего вещества в течение второго промежутка времени, чтобы образовать тестовый конструкционный клееный блок клееной конструкции.
[0038] Согласно варианту выполнения настоящего описания, по меньшей мере часть области слоя 3 клеящего вещества нагревается и отверждается в течение первого промежутка времени, и происходит химическая реакция, так что по меньшей мере часть области образует дефект, и обеспечивается контролируемое изготовление дефекта. Тестовый конструкционный клееный блок с дефектами подвергается механическому детектированию, чтобы имитировать фактически дефектный продукт. Более того, согласно способу, согласно настоящему изобретению, дефект слабого сцепления с различной силой сцепления имитируется посредством регулирования процентного отношения по меньшей мере части области по отношению ко всей области слоя клеящего вещества.
[0039] Здесь следует отметить, что и другие этапы могут быть выполнены помимо вышеописанных этапов.
[0040] Ссылаясь на ФИГ. 6, ФИГ. 6 - конструкционный чертеж слоя 3 клеящего вещества после первого нагрева и отверждения, на котором 31 - неотвержденная область и 32 - отвержденная область. Перед изготовлением тестового конструкционного клееного блока с дефектами, сначала необходимо определить заданные положения и заданную площадь дефектов тестового блока с дефектами, подлежащими изготовлению. Способ согласно этому варианту выполнения дополнительно включает в себя: определение положения и площади множества заданных областей согласно заданным положениям и заданной площади дефектов перед этапом отдельного нагрева множества заданных областей слоя клеящего вещества. То есть, заданная область является областью отверждения.
[0041] В одном варианте выполнения настоящего изобретения предложен способ изготовления тестового блока с дефектом слабого сцепления. Как показано на ФИГ. 4, по меньшей мере часть области варианта выполнения включает в себя множество заданных областей, которые распределены на слое 3 клеящего вещества с интервалами; и этап нагрева и отверждения по меньшей мере части области слоя 3 клеящего вещества в течение первого промежутка времени включает в себя: независимый нагрев множества заданных областей слоя 3 клеящего вещества.
[0042] В частности, в этом варианте выполнения, множество заданных областей слоя 3 клеящего вещества независимо нагреваются посредством оборудования 5 для предварительного отверждения, показанного на ФИГ. 3. Оборудование 5 для предварительного отверждения включает в себя нагревающую пластину 51 и множество нагревающих колонн 52, которые подвижно расположены на нагревающей пластине 51, причем положения множества нагревающих колонн 52 регулируются, чтобы соответствовать множеству заданных областей на слое 3 клеящего вещества.
[0043] Для того чтобы быть пригодным для изготовления образцов с различными размерами и положениями дефектов, оборудование 5 для предварительного отверждения согласно этому варианту выполнения дополнительно включает в себя позиционирующую канавку 53, причем нагревающая колонна 52 расположена в позиционирующей канавке 53, и положение позиционирующей канавки 53 регулируется, чтобы изменить положение каждой нагревающей колонны 52.
[0044] Как показано на ФИГ. 4, множество нагревающих колонн 52 упирается в слой 3 клеящего вещества, чтобы нагреть и отвердить множество заданных областей слоя 3 клеящего вещества в течение первого промежутка времени, и слой 3 клеящего вещества после первого нагрева и отверждения показан на ФИГ. 6.
[0045] Как показано на ФИГ. 7, этап нанесения клеящего вещества на верхнюю поверхность первой пластины 1, чтобы образовать слой 3 клеящего вещества, включает в себя: образование слоя 3 клеящего вещества в области вблизи конечной части верхней поверхности первой пластины 1, и перекрытие второй пластины 2 с первой пластиной 1.
[0046] Как показано на ФИГ. 2, способ согласно этому варианту выполнения дополнительно включает в себя: испытание клеящего вещества на реологические свойства с повышением температуры и получение реологической кривой клеящего вещества, и выбор температуры первого нагрева и отверждения и температуры второго нагрева и отверждения согласно реологической кривой.
[0047] Конкретно, температура первого нагрева и отверждения меньше температуры второго нагрева и отверждения.
[0048] Способ изготовления тестового блока с дефектом слабого сцепления подробно описан ниже со ссылкой на конкретные варианты выполнения.
[0049] Во-первых, выбираются материалы первой пластины 1, второй пластины 2 и клеящей пленки. В этом варианте выполнения, композитный материал первой пластины 1 и композитный материал второй пластины 2 одинаков и является CYCOM X850, и материалом клеящей пленки является PL7000.
[0050] Клеящая пленка подвержена испытанию на реологические свойства с повышением температуры посредством пластометра (реометра). Во время испытания используется зажим в форме параллельных пластин, клеящая пленка наносится на подложку диаметром 25 мм при комнатной температуре, три клеящие пленки накладываются и уплотняются, чтобы подготовить тестовый конструкционный клееный блок, и обеспечивается получение реологической кривой клеящих пленок, как показано на ФИГ. 2.
[0051] Как показано на ФИГ. 4, первая пластина 1 прикладывается и наклеивается, и клеящая пленка прикладывается и наклеивается на поверхность первой пластины 1.
[0052] Нагревающая колонна 51 в оборудовании 5 для предварительного отверждения регулируется согласно заданному положению и заданной площади планируемого дефекта слабого сцепления и присоединяется к верхней поверхности клеящей пленки. Конкретно, согласно этому варианту выполнения, обеспечены пятьдесят игловидных нагревающих колонн, и каждая из нагревающих колонн 51 является круглой и имеет диаметр 0,2 мм.
[0053] Клеящая пленка частично отверждается посредством оборудования 5 для предварительного отверждения, скорость нагрева клеящей пленки, соприкасающейся с нагревающими колоннами 51 на клеящей пленке, составляет 2-3°С/мин, температура отверждения составляет 100°С±10°С, и продолжительность составляет 30 мин.
[0054] Как показано на ФИГ. 5, оборудование 5 для предварительного отверждения удалено, и укладка второй пластины 2 на клеящую пленку завершена, чтобы получить клееную конструкцию с однократным перекрытием.
[0055] Отслаивающийся холст, изолирующая пленка, вентилируемый войлок и дополнительный материал пластины для выравнивания давления последовательно размещаются на имеющейся клееной конструкции с однократным перекрытием, тестовый конструкционный клееный блок упаковывается посредством вакуумной оболочки и помещается в автоклав для отверждения, где температура отверждения составляет 180°С, поддержание нагрева продолжается в течение 120 минут, и давление отверждения составляет 0,7 МПа.
[0056] Выполняется извлечение из формы, чтобы получить тестовый конструкционный клееный блок с дефектом слабого сцепления с однократным перекрытием, как показано на ФИГ. 7.
[0057] Тестовый конструкционный клееный блок подвергается ультразвуковому сканированию, чтобы получить сигнал о дефектах. Выполняется механическая обработка, чтобы получить тестовый конструкционный клееный блок с однократным перекрытием, отвечающий стандартам.
[0058] Тестовый конструкционный клееный блок с однократным перекрытием подвергается испытанию механических свойств.
[0059] В другом варианте выполнения, настоящее описание обеспечивает способ изготовления тестового блока с дефектом точечных сцеплений. Как показано на ФИГ. 8, слой 3 клеящего вещества покрывает верхнюю поверхность первой пластины 1. По меньшей мере часть области включает в себя всю область слоя 3 клеящего вещества. Способ изготовления дополнительно включает в себя: перед нагревом и отверждением всей области слоя 3 клеящего вещества в течение первого промежутка времени, нанесение и наклеивание второй пластины 2 на слой 3 клеящего вещества, и затем нагрев и отверждение слоя 3 клеящего вещества в течение первого промежутка времени; после нагрева и отверждения всей области слоя 3 клеящего вещества в течение первого промежутка времени, как показано на ФИГ. 9, отделение первой пластины 1 и второй пластины 2 посередине слоя 3 клеящего вещества, наложение отделенных первой пластины 1 и второй пластины 2 (ФИГ. 10 показывает, что отделенные первая пластина 1 и вторая пластина 2 наложены друг на друга), и нагрев и отверждение всей клееной конструкции, чтобы нагреть и отвердить слой 3 клеящего вещества в течение второго промежутка времени.
[0060] Как показано на ФИГ. 9, первая пластина 1 и вторая пластина 2 отделены посередине слоя 3 клеящего вещества, и в это время, часть 3a слоя клеящего вещества расположена на верхней поверхности первой пластины 1, и часть 3b слоя клеящего вещества расположена на нижней поверхности второй пластины 2.
[0061] Согласно этому варианту выполнения, как первый нагрев и отверждение, так и второй нагрев и отверждение выполняются в автоклаве для нагрева и отверждения; и как первый нагрев и отверждение, так и второй нагрев и отверждение имеют одинаковую температуру и различное время нагрева.
[0062] В вышеописанных вариантах выполнения, в слое 3 клеящего вещества может быть задана трещина согласно установленным требованиям к дефекту.
[0063] Для того, чтобы облегчить образование слоя 3 клеящего вещества, клеящее вещество согласно этому варианту выполнения является клеящей пленкой, и клеящая пленка наносится на верхнюю поверхность первой пластины, чтобы образовать слой 3 клеящего вещества.
[0064] Способ изготовления согласно этому варианту выполнения обеспечивает первую пластину 1 и вторую пластину 2, которые выполнены из композитных материалов, причем композитный материал первой пластины 1 и композитный материал второй пластины 2 одинаков или различен.
[0065] После получения тестового блока, тестовый конструкционный клееный блок подвергается ультразвуковому сканированию, чтобы получить информацию о дефектах.
[0066] Способ изготовления тестового блока с дефектом точечных сцеплений подробно описан ниже со ссылкой на конкретные варианты выполнения.
[0067] Сначала подготавливается первая пластина 1, вторая пластина 2 и клеящая пленка. Согласно этому варианту выполнения, композитный материал первой пластины 1 и композитный материал второй пластины 2 одинаков и является CYCOM 970/PWC T300 3K ST (CCF), и материалом клеящей пленки является PL7000.
[0068] Как показано на ФИГ. 8, на клеящей пленке задана трещина 33, первая пластина 1, клеящая пленка и вторая пластина 2 последовательно наносятся, чтобы образовать промежуточную клееную конструкцию, отслаивающийся холст, изолирующая пленка, вентилируемый войлок и дополнительный материал пластины для выравнивания давления последовательно размещаются на промежуточную клееную конструкцию, и промежуточная клееная конструкция упаковывается посредством вакуумной оболочки и помещается в автоклав для первого нагрева и отверждения, где температура отверждения составляет 177°С±10°С, поддержание нагрева продолжается в течение 120 минут, и давление отверждения составляет 0,7 МПа.
[0069] Как показано на ФИГ. 9, первая пластина 1 и вторая пластина 2 отделяются посредством внешнего усилия, и первая пластина 1 и вторая пластина 2 отделяются посередине слоя 3 клеящего вещества.
[0070] Как показано на ФИГ. 10 (ФИГ. 10 не показывают слой клеящего вещества, но включает в себя слой клеящего вещества), отделенные первая пластина 1 и вторая пластина 2 накладываются друг на друга, нагреваются и отверждаются в течение второго промежутка времени, где температура отверждения составляет 177°С±10°С, поддержание нагрева продолжается в течение 60 минут, и давление отверждения составляет 0,7 МПа; и извлечение из формы выполняется, чтобы получить тестовый конструкционный клееный блок, содержащий заданную трещину и дефект точечных сцеплений.
[0071] Отметим, что когда говорится, что компонент “прикреплен” к другому компоненту, компонент может быть непосредственно расположен на другом компоненте или может присутствовать центральный компонент. Когда один компонент считается “присоединенным” к другому компоненту, компонент может быть непосредственно присоединен к другому компоненту или одновременно может присутствовать центральный компонент. Напротив, когда говорится, что компонент находится “непосредственно на” другом компоненте, промежуточный компонент отсутствует. Термины "вертикальный", "горизонтальный", "левый", "правый" и подобные выражения, используемые здесь, служат только для целей пояснения.
[0072] В настоящем описании, термины “первый” и “второй” служат только для целей описания, а не обозначают или подразумевают относительную значимость.
[0073] При этом, такие термины как “верхний”, “нижний”, “левый”, “правый”, “средний” и “один”, приводимые в этом описании, служат только для понятного описания и не ограничивают осуществимый объем настоящего описания. Изменение или регулирование относительного взаимного расположения должно рассматриваться в качестве осуществимого объема настоящего описания без существенного изменения технического содержания.
[0074] Вышеизложенные варианты выполнения служат только для пояснения нескольких вариантов выполнения настоящего описания, и описание является более конкретным и подробным, но не ограничивает объем патентной охраны настоящего описания. Следует отметить, что несколько изменений и улучшений могут быть выполнены средними специалистами в данной области техники без отступления от концепции настоящего описания, но такие изменения и улучшения должны подпадать под объем правовой охраны настоящего описания. Следовательно, объем правовой охраны патента согласно настоящему описанию должен определяться прилагаемыми пунктами формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И АППАРАТ ДЛЯ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО ОБЪЕКТА | 2009 |
|
RU2555281C2 |
| ФОРМА ШТАМПА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ШТАМПА И СПОСОБ ФОРМОВАНИЯ ПРОДУКТА С ИСПОЛЬЗОВАНИЕМ ФОРМЫ ШТАМПА | 1999 |
|
RU2223173C2 |
| ПРОИЗВОДСТВО КЛЕЕНЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ КОРОТКОТАКТОВЫМ СПОСОБОМ | 2003 |
|
RU2309174C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601937C2 |
| ДВУХКОМПОНЕНТНАЯ СТОМИЙНАЯ СИСТЕМА, ВЫПОЛНЕННАЯ В ВИДЕ РАЗЪЕМНОГО КЛЕЕВОГО СОЕДИНЕНИЯ | 2007 |
|
RU2431454C2 |
| СКЛЕИВАНИЕ МНОГОСЛОЙНЫХ КРОМОК | 2012 |
|
RU2618049C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ, В СОСТАВ КОТОРЫХ ВХОДИТ ФИКСИРУЮЩЕЕ ПОКРЫТИЕ, НАНЕСЕННОЕ ЛАМИНИРОВАНИЕМ | 1994 |
|
RU2125510C1 |
| НЕСУЩАЯ СИСТЕМА ДЛЯ НОСИМОГО НА ТЕЛЕ ОБЪЕКТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2668200C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601926C2 |
| ИЗМЕНЯЕМАЯ ОККЛЮЗИВНАЯ ПОВЯЗКА | 2013 |
|
RU2669395C2 |
Изобретение относится к области неразрушающего контроля. Раскрыт способ изготовления тестового конструкционного клееного блока с дефектами, содержащий этапы, на которых обеспечивают первую пластину (1) и вторую пластину (2); наносят клеящее вещество на верхнюю поверхность первой пластины (1) для образования слоя (3) клеящего вещества; осуществляют нагрев и отверждение по меньшей мере части области слоя (3) клеящего вещества в течение первого промежутка времени, так что по меньшей мере часть области образует дефект; размещают вторую пластину (2) на слое (3) клеящего вещества; осуществляют нагрев и отверждение слоя (3) клеящего вещества в течение второго промежутка времени для образования тестового конструкционного клееного блока. Изобретение обеспечивает контролируемое изготовление дефекта. 11 з.п. ф-лы, 10 ил.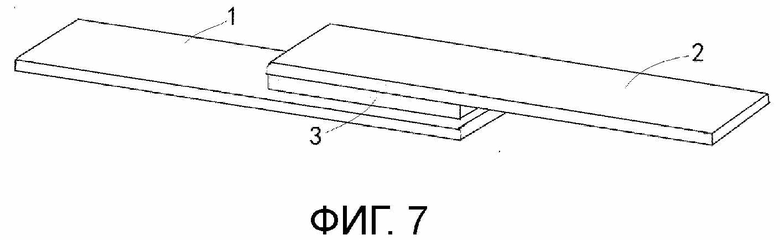
1. Способ изготовления тестового конструкционного клееного блока с дефектами, содержащий следующие этапы, на которых:
обеспечивают первую пластину (1) и вторую пластину (2);
наносят клеящее вещество на верхнюю поверхность первой пластины (1) для образования слоя (3) клеящего вещества;
осуществляют нагрев и отверждение по меньшей мере части области слоя (3) клеящего вещества в течение первого промежутка времени, так что по меньшей мере часть области образует дефект;
размещают вторую пластину (2) на слое (3) клеящего вещества; и
осуществляют нагрев и отверждение слоя (3) клеящего вещества в течение второго промежутка времени для образования тестового конструкционного клееного блока.
2. Способ по п.1, в котором по меньшей мере часть области содержит множество заданных областей (32), которые распределены на слое (3) клеящего вещества с интервалами; причем этап нагрева и отверждения по меньшей мере части области слоя (3) клеящего вещества в течение первого промежутка времени содержит: отдельный нагрев и отверждение множества заданных областей (32) слоя (3) клеящего вещества.
3. Способ по п.2, в котором дополнительно определяют положения и площадь множества заданных областей (32) согласно заданным положениям и заданной площади дефектов перед этапом отдельного нагрева и отверждения множества заданных областей (32) слоя (3) клеящего вещества.
4. Способ по п.2, в котором этап отдельного нагрева и отверждения множества заданных областей (32) слоя (3) клеящего вещества выполняют посредством оборудования (5) для предварительного отверждения, причем оборудование (5) для предварительного отверждения содержит нагревающую пластину (51) и множество нагревающих колонн (52), подвижно расположенных на нагревающей пластине (51), а положения множества нагревающих колонн (52) регулируют для их соответствия положениям множества заданных областей (32) на слое (3) клеящего вещества.
5. Способ по п.1, в котором этап нанесения клеящего вещества на верхнюю поверхность первой пластины (1) для образования слоя клеящего вещества содержит нанесение клеящего вещества на область вблизи конечной части верхней поверхности первой пластины (1) для перекрытия второй пластины (2) на конце первой пластины (1).
6. Способ по п.1, дополнительно содержащий выполнение испытания клеящего вещества на реологические свойства с повышением температуры и получение реологической кривой клеящего вещества, и выбор температуры нагрева и отверждения в течение первого промежутка времени и температуры нагрева и отверждения в течение второго промежутка времени согласно реологической кривой.
7. Способ по п.1, в котором этап нанесения клеящего вещества на верхнюю поверхность первой пластины (1) содержит: нанесение клеящего вещества на всю область верхней поверхности первой пластины (1) для покрытия слоя (3) клеящего вещества верхней поверхности первой пластины (1); при этом по меньшей мере часть области содержит всю область слоя (3) клеящего вещества; причем способ дополнительно содержит: перед нагревом и отверждением всей области слоя (3) клеящего вещества в течение первого промежутка времени, нанесение и наклеивание второй пластины (2) на слой (3) клеящего вещества, и затем нагрев и отверждение слоя (3) клеящего вещества в течение первого промежутка времени; после нагрева и отверждения всей области слоя (3) клеящего вещества в течение первого промежутка времени отделение первой пластины (1) и второй пластины (2) от середины слоя (3) клеящего вещества и наложение отделенных первой пластины (1) и второй пластины (2), и затем нагрев и отверждение слоя (3) клеящего вещества в течение второго промежутка времени.
8. Способ по п.7, в котором и нагрев, и отверждение слоя (3) клеящего вещества как в течение первого промежутка времени, так и в течение второго промежутка времени выполняют посредством автоклава; а температура нагрева и отверждения слоя (3) клеящего вещества в течение первого промежутка времени и в течение второго промежутка времени одинакова, причем время нагрева и отверждения слоя (3) клеящего вещества в течение первого промежутка времени и в течение второго промежутка времени различно.
9. Способ по п.1, дополнительно содержащий: создание трещины (33) на слое (3) клеящего вещества.
10. Способ по п.1, в котором клеящее вещество является клеящей пленкой, и клеящую пленку наносят на верхнюю поверхность первой пластины (1) для образования слоя (3) клеящего вещества.
11. Способ по п.1, в котором первая пластина (1) и вторая пластина (2) выполнены из композитных материалов и композитный материал первой пластины (1) и композитный материал второй пластины (2) одинаковы или различны.
12. Способ по п.1, в котором дополнительно после получения тестового блока с дефектами тестовый конструкционный клееный блок подвергают ультразвуковому сканированию для получения информации о дефектах.
| Инъекционное устройство | 2017 |
|
RU2769834C2 |
| СИСТЕМА И СООТВЕТСТВУЮЩИЙ СПОСОБ ДЛЯ СКЛЕИВАНИЯ ДВУХ КОМПОНЕНТОВ НА СБОРОЧНОЙ ЛИНИИ АВТОМОБИЛЬНОГО КУЗОВА | 2016 |
|
RU2718076C2 |
| US 20160059518 A1, 03.03.2016 | |||
| ПРЕСС ДЛЯ ТЕРМОФОРМОВАНИЯ ИЗДЕЛИЙ | 2004 |
|
RU2266200C1 |
| ОТВЕРЖДАЕМЫЕ ПРЕПРЕГИ С ОТВЕРСТИЯМИ В ПОВЕРХНОСТИ | 2013 |
|
RU2618068C2 |
| ВЮНШ Д | |||
| и др | |||
| Временное сращивание пластин - ключевая технология для МЭМС-устройств // Наноиндустрия, 2018, т.11, N 2, стр.144-154 | |||
| LI N | |||
| et al | |||
| Experimental investigation on edge impact damage and Compression | |||

