Изобретение предназначено для изготовления методом холодной прокатки фольги из химически чистого металлического кальция, применяемой для изготовления анода аккумуляторов.
Известная технология прокатки листового кальция предполагает предварительный нагрев заготовки до температуры 200-400°С перед каждым проходом обжатия в валках прокатной клети, при этом прокатка должна осуществляться в среде осушенного воздуха.
Операции нагрева для горячей прокатки требуют больших затрат энергии. Процесс горячей прокатки характеризуется высокой трудоемкостью из-за большого количества проходов и сопровождается окислением поверхности полуфабрикатов.
Кроме того, ввиду ограниченной деформируемости полученных листовых заготовок, на стадии прокатки тонкой фольги происходит значительный рост давлений и усилий при деформации (обжатии) металла, непосредственным следствием чего является возникновение чрезвычайно высокого коэффициента трения. Столь высокие значения коэффициентов трения ограничивают допустимые значения обжатия заготовки, так как при этом быстро достигаются предельные значения обжатия, приводящие к разрушению поверхности фольги и ее разрыву. Требуются дополнительные операции промежуточного отжига и травления для устранения окисных пленок, после чего холодную прокатку продолжают до получения необходимой толщины фольги. Таким образом, изготовление фольги этим методом обладает низкой технологичностью, сопровождается высокими затратами из-за высокой стоимости теряемого металла, большого расхода энергии и высокой трудоемкости многооперационного технологического процесса.
Применение технологических смазок на водной или масляной основе с добавлением известных добавок предельного давления (соединений содержащих сульфаты или фосфаты) для увеличения производительности процесса холодной прокатки и обеспечения качества поверхности фольги также исключено, ввиду того, что контакт кальция с водой недопустим, а фосфаты или сульфаты добавок предельного давления создают соединения в поверхностном слое с основным металлом, что недопустимо по условиям использования фольги для изготовления анода аккумуляторов.
Предлагаемая технология холодной прокатки кальциевой фольги позволяет, по сравнению с известными методами, ликвидировать затраты энергии на предварительный нагрев и подогревы заготовки при промежуточных отжигах после достижения предельной степени обжатия в проходах холодной прокатки, предотвратить окисление поверхности и существенно снизить трудоемкость процесса за счет ликвидации ряда вспомогательных операций по травлению и очистке поверхности полуфабрикатов.
Близких по технической сущности технологий холодной прокатки кальциевой фольги, обладающих совокупностью существенных признаков заявленной технологии, при анализе научно-технической литературы и патентного поиска не выявлено.
Наиболее близким аналогом, которому присуща совокупность признаков, наиболее близкая к совокупности существенных признаков изобретения, является известное техническое решение (SU 1692697 А1 23/11/1991, /1/) «Способ стабилизации толщины полосы при прокатке тонких полос».
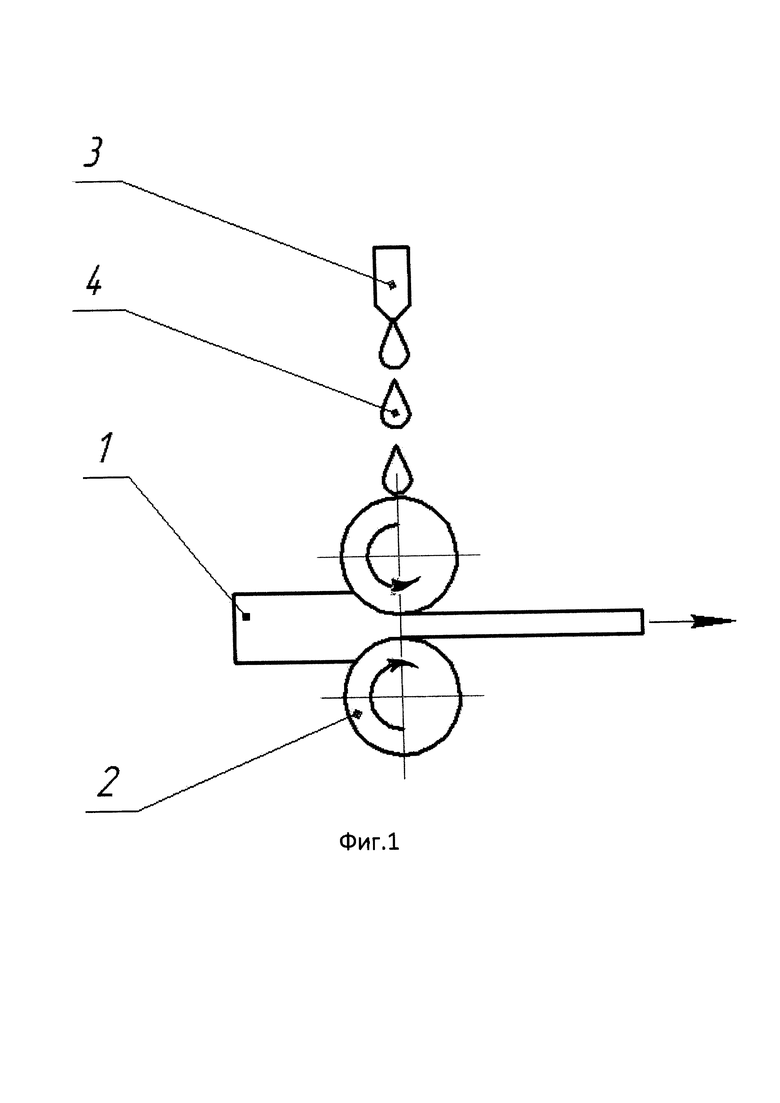
На Фиг. 1 представлена схема технологического процесса холодной прокатки кальциевой фольги. Заготовка (1), в виде листа кальция соответствующего размера, подается во вращающиеся валки (2) прокатной клети. На верхний валок клети, из дозирующего устройства (3), капельно подается керосин (4) в качестве технологической смазки. За счет высокой текучести и проникающей способности керосин хорошо смачивает рабочую поверхность обеих валков клети, образовавшаяся пленка керосина снижает трение в зоне пластической деформации заготовки, что позволяет увеличить допустимое обжатие за один проход. Наличие смазки в зоне деформации также обеспечивает высокое качество поверхности фольги. В результате реверсивной многопроходной прокатки, с постепенным увеличением степени обжатия, получается фольга кальция требующейся толщины. Процесс прокатки ведется в среде осушенного воздуха с относительной влажностью не более 150 млн- (ppm).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ФОЛЬГИ ДЛЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ | 2010 |
|
RU2424861C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2074776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2004 |
|
RU2271255C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА СИСТЕМЫ ТИТАН-АЛЮМИНИЙ | 2015 |
|
RU2614511C1 |
| Способ производства ленты из высокоуглеродистых и легированных сталей | 2023 |
|
RU2795066C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИТАНОВЫХ ЛИСТОВ С ПОВЫШЕННЫМИ ЗАЩИТНО-ДЕКОРАТИВНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2312172C1 |
Изобретение относится к способу холодной прокатки кальциевой фольги. Холодная многопроходная прокатка суммарным обжатием 65-80% листовой заготовки из химически чистого металлического кальция осуществляется в среде осушенного воздуха с относительной влажностью 150 ppm до получения фольги толщиной 0,1 мм. При холодной прокатке используют технологическую смазку в виде керосина, а холодную прокатку осуществляют без предварительного и промежуточного нагрева, отжига и травления. В результате повышается производительность холодной прокатки кальциевой фольги за счет исключения предварительного и промежуточного нагрева, отжига и травления. 1 ил.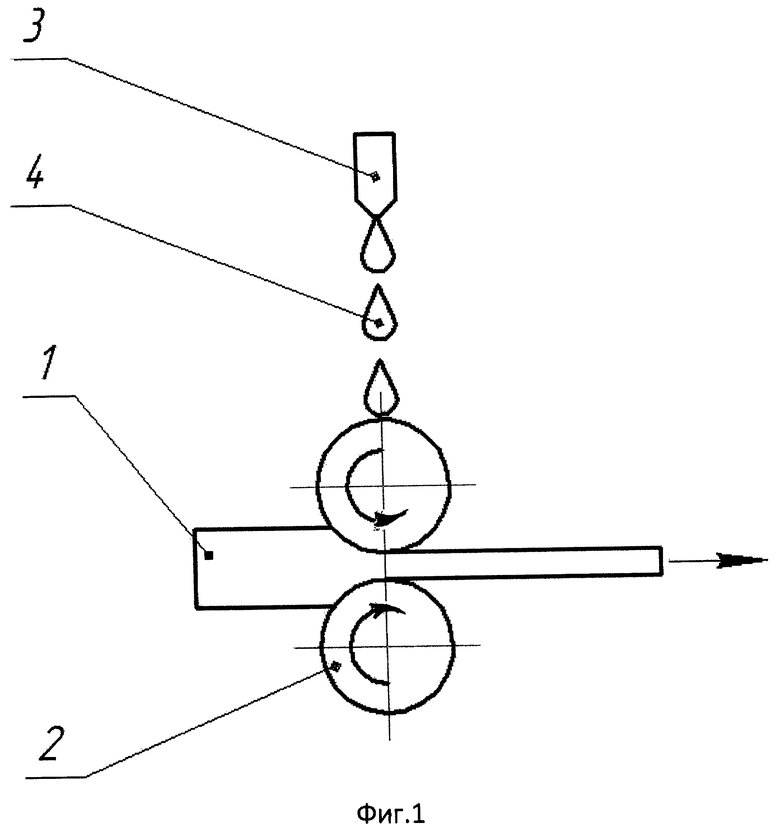
Способ холодной прокатки кальциевой фольги, отличающийся тем, что холодная многопроходная прокатка суммарным обжатием 65-80% листовой заготовки из химически чистого металлического кальция осуществляется в среде осушенного воздуха с относительной влажностью 150 ppm до получения фольги толщиной 0,1 мм, при этом при холодной прокатке используют технологическую смазку в виде керосина, а холодную прокатку осуществляют без предварительного и промежуточного нагрева, отжига и травления.
| Способ стабилизации толщины при прокатке тонких полос | 1988 |
|
SU1692697A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗЕРКАЛЬНЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2010 |
|
RU2434695C1 |
| CN 102649124 A, 29.08.2012 | |||
| WO 2015175403 A1, 19.11.2015. | |||

