Изобретение относится к механической обработке и может наПти применение при ремонте прокатных станов.
Известны переносные станки для обработки проемов станин рабочих клетей прокатных станов, включающие раму с пазом, ориентирующим стойку с размещенной на ней поперечиной с плоскоетями для контроля размеров станины и направляющими, несущими две фрезерные бабки с противоположно установленными горизонтальными фрезерными шпинделями ij .
Недостатком этих станков является низкая производительность ремонтных работ.
Известны переносные станки для обработки проемов станин клетей прокатных станов, включающие установленные на станине с возможностью горизонтального перемещения сани, несущие вертикальную стойку с перемещающимся по ней столом с исполнительным органом, в котором установлены противоположно направленные соосные горизонтальные фрезерные шпиндели .
Известные станки также не обеспечивают высокого качества ремонтных работ и имеют невысокую производительность , так как их конструкция не
обеспечивает центрирования станка в проеме станины клети.
Цель изобретения - повышение производительности и качества обработки.
Для достижения поставленной цели станок снабжен размещенными в станине механизмами его центрирования в двух взаимно перпендикулярных направ10лениях относительно обрабатыва мого проема, каждый из которых выполнен в виде соосных винтовых пар с одинаковым, шагом и различным направлением резьбы, на концах винтов которых,
15 обращенных друг к другу, выполнены соответственно на одном - внутренний направляющий элемент, а на другом внешний для взаимодействия с внутренним, а стол снабжен Г-образными
20 упорами для фрезерных шпинделей с упорными плоскостями, перпендикулярными к оси последних, причем оси механизмов центрирования параллельны оси шпинделя, а наружные концы вин25тов и упорные плоскости упоррв расположены симметрично относительно вертикальной плоскости симметрии станка.
Станина выполнена и:) ;1нух - верх-,
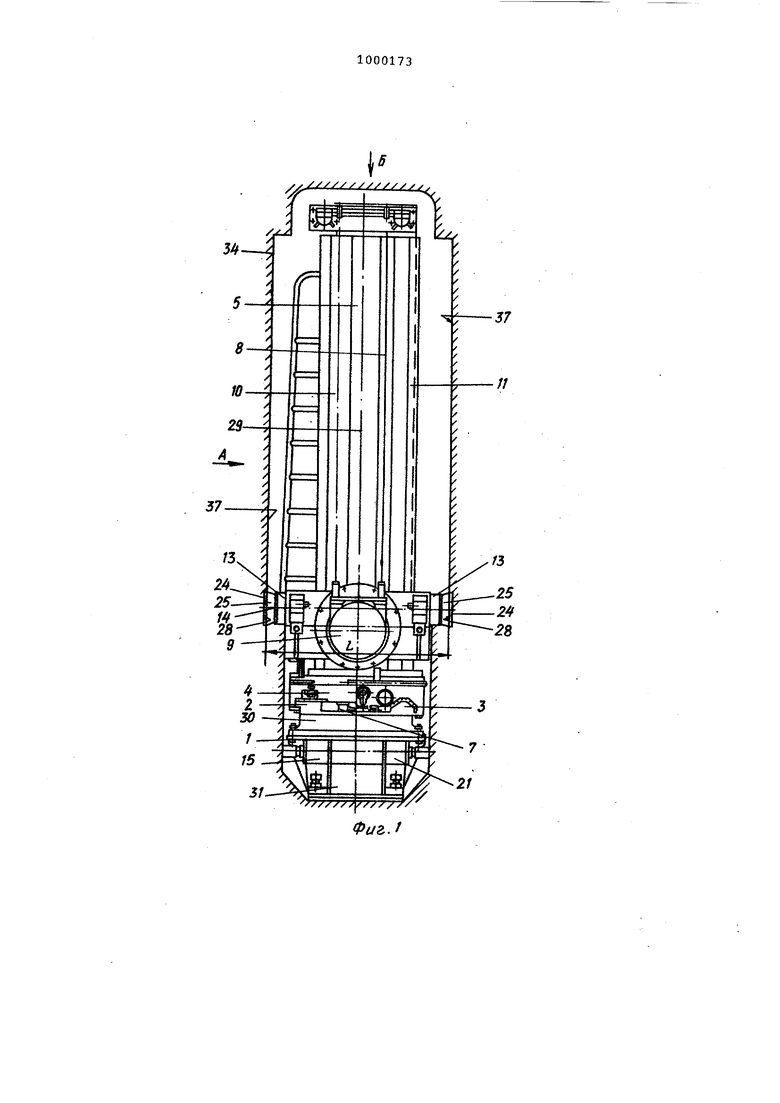
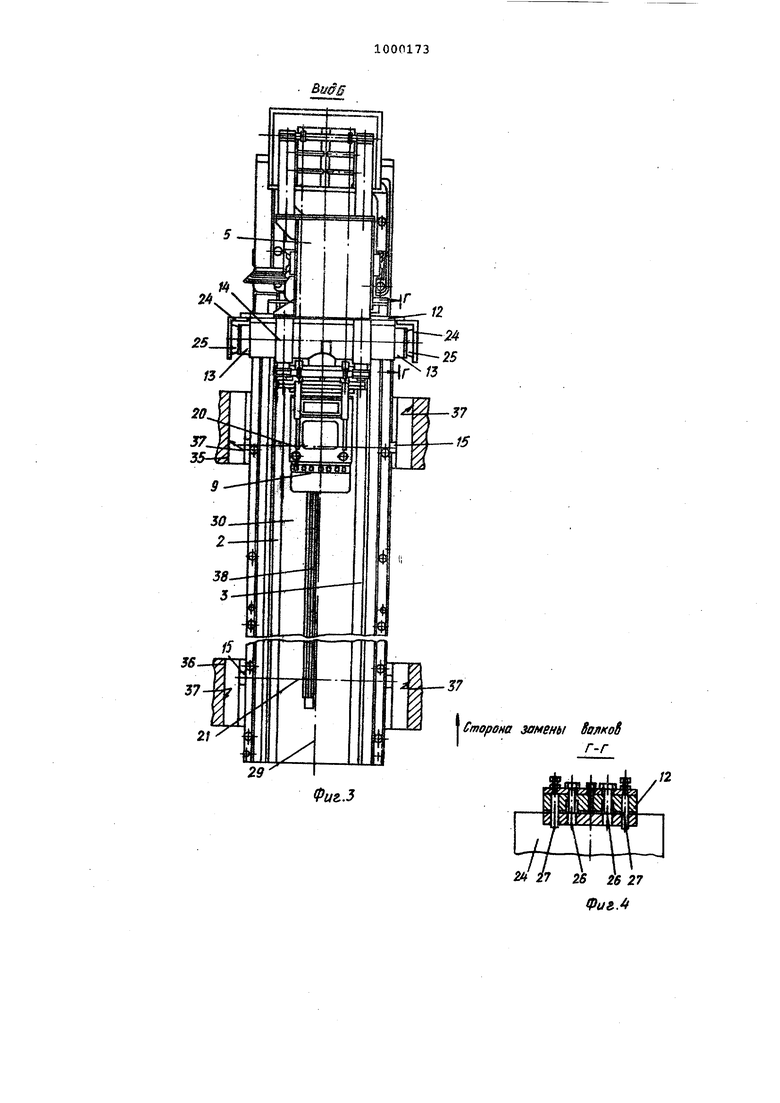
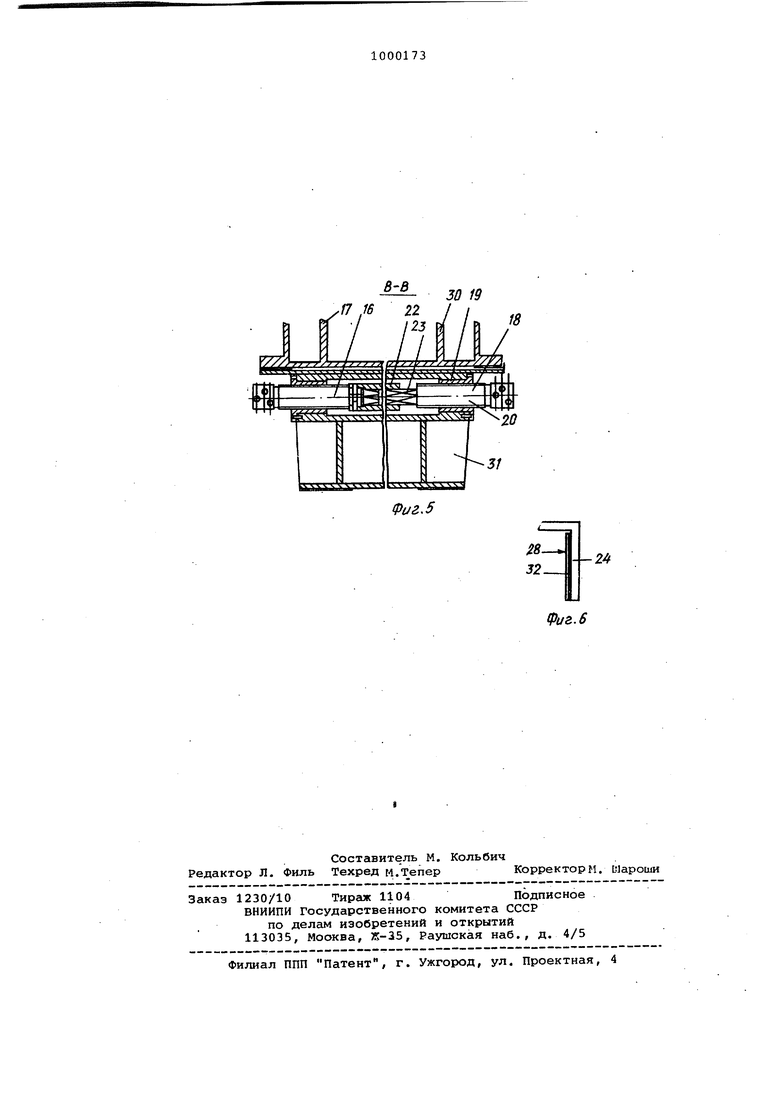
30 най и нижней частей, и механизмы центрирования размещены на нижней ее части. Упоры снабжены расположенными на упорной плоскости прокладками. На фиг. 1 представлен станок, общий вид; на фиг, 2 - вид по стрел ке Л на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 разрез Г-Г на фиг. 3; на фиг, 5 разрез В-В на фиг. 2; на фиг. 6 съемный упор (в увеличенном масштабе) . Станок содержит станину 1 с гори зонтальными направляющими 2 и 3, на которых установлены сани 4, несущие вертикальную стойку 5 и привод 6 подач с механизмом 7 горизонтального перемещения стойки 5, и механизмом 8 вертикального перемещения фрезерной баб ки 9 на вертикальных направляющих 10 и 11 стойки 5. Фрезерная бабка .9 установлена подвижно посредством стола 12 и содержит горизонтальные шпин дели 13, имеющие общую геометрическу ось 14. Станина станка снабжена двумя механизмами 15 центрирования стан ка в проеме станины клети, каждой из которых выполнен в виде двух винтовых пар с одинаковым шагом и различным направлением резьбы, например винт 16 и гайка 17 выполнены с правой резьбой, а винт 18 и гайка 19 с левой. Каждый из механизмов 15 имеет для двух винтовых пар общую ге ометрическую ось 20 и 21. Один из концов винта 16 механизма 15 имеет закрепленную на нем втулку 22 с вну ренним направляющим злементом, кото рый может быть выполнен квадратным, шлицевым, либо иным, а конец винта 18 содержит ответный направляющий элемент 23, сопрягаемый с втулкой 22 Механизмы 15 аналогичны по конструк ции . Стол 12 снабжен двумя съемными Г-образными упорами 24 для выставления фрез 25, установленными посредством болтов 26 и штифтов 27. Упоры 24 расположены так, что их упорные плоскости 28 перпендикулярны оси 14шпинделей 13, а расстояние L между ними равно размеру обработки. Оси 20 и 21 механизмов 15 центрирования станка в проеме клетки расположены . параллельно оси 14 шпинделей 13 фрезерной бабки 9, а наружные концы винтов 16 и 18 в каждом механизме 15и упорные плоскости 28 упоров 24 расположены симметрично относительно общей вертикальной плоскости 29. Станина- 1 станка выполнена из двух частей по вертикали, скрепленных между собой: верхней части 30 и нижней 31. Упоры 24 снабжены прокладками 32, установленными со стороны упорной плоскости 28. Рукоятка 33 служит для переключения механизмов 7 и 8 перемещений в приводе 6 подач. Станина 34 клети прокатного стана состоит из двух полустанин 35 и 36. Кроме того, обозначено: 37 - поверхности, подлежащие обработке, 38 - зубчатая рейка, прикрепленная к станине 1 станка и взаимодействующая с зубчатой шестерней механизма 7 горизонтального перемещения стойки 5. Установка станка в проем станины клети производится механизмом замены валков клети прокатного стана (не показан) со стороны замены валков (фиг. 3). Для выполнения этой операции достаточно снятьверхний и нижний валки клети прокатного стана упомянутым механизмом. Особенностью станины клети прокатного стана является то, что поверхности ее проема расположены симметрично относительно вертикальной плоскости. После установки станка в проем клети прокатного стана производят центрирование станка. Для этого вращают винт 16 или винт 18 механизмов 15 центрирования станка в проеме станины, обеспечивая разведение указанных винтов в стороны. Вследствие того, что винты 16 и 18 выполнены с одинаковым шагом и с различным направлением резьбы, при вращении они расходятся на одну и ту же величину, сохраняя симметрию концов двух механизмов 15 оотносительно общей вертикальной плоскости 29. При вращении одного из винтов 16 или 18 движение к другому передается через внутренний направляющий элемент втулки 22 и хвостовик 23 другого винта. После того, как конец одного из винтов 16 или 18 упрется в стенку нижней части станины 34 клети, этот винт через свою гайку 17 или 19 начинает передавать усилие на нижнюю часть 31 станины 1 и передвигать ее совместно с верхней частью 30 станины станка и всеми узлами и деталями станка, приближая общую вертикальную плоскость 29 симметрии станка к вертикальной плоскости симметрии станины 34 клети прокатного стана. Винты обоих механизмов 15 разводят одновременно. Вращение винтов 16 и 18 становится невозможным в тот момент, когда концы винтов каждого механизма 15 упрутся в стенки нижней части станины 34 клети, т.е. концы винтов одного механизма 15 в стенки полустанины 35 клети, концы винтов другого механизма 15 - в стенки полустанины 36 клети. В этот момент общая вертикальная плоскость 29 симметрии концов винтов механизмов 15 и упорных плоскостей 28 упоров24 оказывается совмещенной с вертикальной плоскостью станины 34 клети прокатного стана. Так как оси 20, 21 и 14 параллельны, в процессе обработки сохраняется параллельность плоскостей обрабатываемых относительно первоначальных (до износа) . После центрирования станка выдвигают шпиндели 13 с фрезами 25 до тех пор, пока последние не упрут ся в упорные поверхности 28 упоров 24,и фиксируют шпиндели 13 в этом положении. Далее выкручивают (5олты 26 и снимают Г-образные упоры 24 со стола 12 и со штифтов 27. После это го рукояткой 33 подключают привод 6 подач к механизму 7 горизонтального перемещения стойки 5, в резуль тате чехчэ ведущая шестерня механизма 7 горизонтального перемещения стойки 5 начинает вращаться и, обка тываясь по рейке 38, перемещает по направляющим 2 и 3 сани 4, а вместе с ними стойку 5 с работающей фрезер ной бабкой 9. Фрезы 25 врезаются в полустанину 35 клети и обрабатываю поверхности 37 полустанины 35. Посл горизонтального врезания фрез 25 в полустанину 35 привод 6 подач отключают и рукоятку 33 переводят в другое положение, соединяя привод б подач с механизмом 8 вертикального перемещения фрезерной бабки 9. После включения привода 6 подачи ходовой винт механизма 8 вертикального перемещения приходит во вращение и перемещает стол 12 с фрезерной бабкой 9 по вертикальным направляющим 10 и 11 стойки 5. Фрезы 25 обрабатывают поверхности 37 полустанины 35. Чередуя включение вертикальной и горизонтальной подачи рукояткой 33, выполняют полную обработку поверхности полустанины 35. После этого, включая горизонтальную подачу стойки 5 с фрезерной бабкой 9, перегоняю их к полустанине 36 и обрабатывают п верхности 37 полустанины 36 аналогич ным образом, не меняя положения фрез 25.В случае, если при последующем ремонте необходимо увеличить размер обработки L, на каждом из упоров 24 снимают по одной одинаковой прокладке 32 и выставляют размер обработки L по ynopeuv 24 так, как описано выше Конструкция станка обеспечивает быстрое центрирование станка в проеме станины клети прокатного стаиа относительно ее неизиошенноп части в зоне установки нижнего валка клети и сохраняет существующую плос.юсть симметрии станины клети, что повышает качество ремонта и производительность труда. Формула изобретения 1. Переносной станок для обработки проемов станин клетей прокатных станов, включающий установленные на станине с возможностью горизонтального перемещения сани, несущие вертикальную стойку с перемещающимся по ней столом с исполнительным, органом, в котором установлены противоположно направленные соосные горизонтальные фрезерные шпиндели, отличающийся тем, что, с целью повышения производительности и качества, станок снабжен размещенными в станине механизмами его центрирования в двух взаимно перпендикулярных направлениях относительно обрабатываемого проема, каждый иъ которых выполнен в В11де соосных винтовых пар с одинаковым шагом и различным направлением резьбы, на концах винтов которых, обращенных друг к другу, выполнены соответственно на одном внутренний направляющий элемент, а на другом - внешний для взаимодействия с внутренним, а стол снабжен Г-образными упорами для фрезерных шпинделей с упорными плоскостями, перпендикулярными к оси последних, причем оси механизмов центрирования параллельны оси шпинделей а наружные концы винтов и упорные плоскости упоров расположены симметрично относительно вертикальной плоскости симметрии станка. 2.Станок по п. 1, отличающийся тем, 4fo станина выполнена из двух - верхней и нижней частей, и механизмы центрирования размещешл на нижней ее части. 3.Станок по п. 1, отлича-т ю щ и и с я тем, что упоры снабх.ены расположенными на упорной плоскости прокладками. Источники информации, принятые во внимание при экспертизе Г. Авторское свидетельство СССР 312688, кл. В 23 С 1/20, 1968. 2. Справочник метгшлиста. Под ред. А.Н. Малова, М., Машгиз, 1960, с. 233 (прототип) .
3
31
7
21
Фиг.
BuffA
33
30 Пз
Фи&.2 Фиг..З Сторона замены
27 26 26 27 Фи&. Волков г-г
в-в
30 19
31
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной станок для обработки проемов станин клетей прокатных станов | 1982 |
|
SU1103962A2 |
| ПЕРЕНОСНЫЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОЕМОВ СТАНИН РАБОЧИХ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 1971 |
|
SU312688A1 |
| Копировально-фрезерный станок | 1984 |
|
SU1168350A1 |
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
| Двухсторонний торце-фрезерный станок | 1980 |
|
SU942906A1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Фрезерный станок с поворотным шпинделем | 2023 |
|
RU2818062C1 |
| Станок для обработки гребных винтов | 1975 |
|
SU610618A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |