(5) ДВУХСТОРОННИЙ ТОРЦЕ-ФРЕЗЕРНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| Фрезерно-расточный станок | 1974 |
|
SU525503A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Станок для обработки гребных винтов | 1975 |
|
SU610618A1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| НАСТОЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК | 1994 |
|
RU2089383C1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
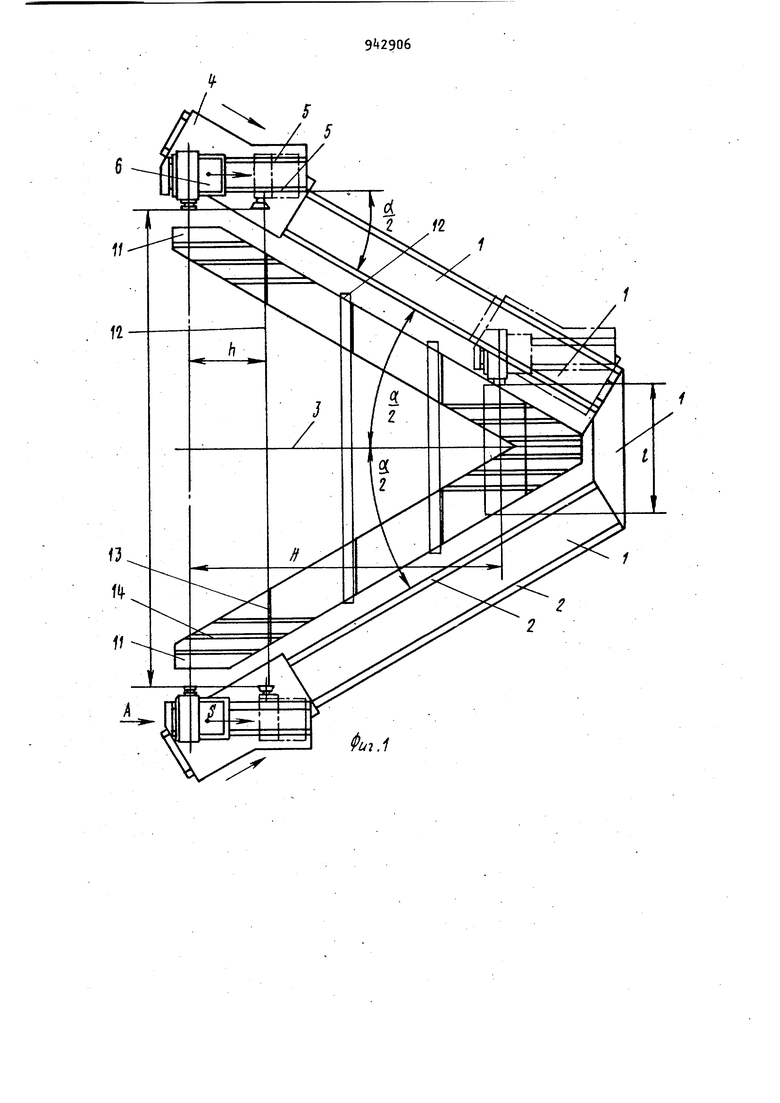
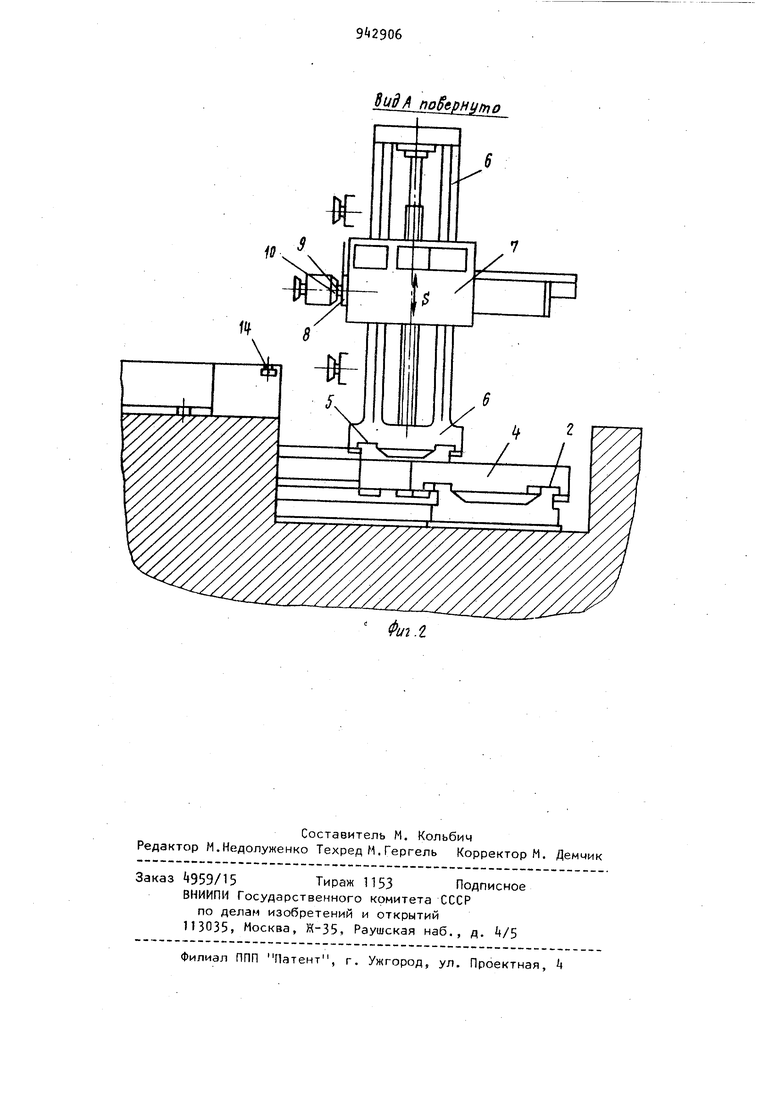
Изобретение относится к станкост ению и может быть использовано при создании станков для обработки торцев длинномерных деталей. Известен двусторонний торце-фрезерный станок, преимущественно для обработки длинномерных деталей разной длины, содержащий станину с направляющими, столы для крепления де ,талей и две шпиндельные бабки р Т, Недостатком известного станка является низкая производительностьтак как загрузка - выгрузка на нем ведется после обработки каждой детали и соответственно велика доля вспомогательного времени, а также высокая трудоемкость изготовления длинной станины, длина которой определяется разницей длин обрабатываемых деталей. Цель изобретения - повышение про изводительности станка и снижение трудоемкости его изготовления. С этой целью станина выполнена в виде расположенных под углом друг к другу частей, на направляющих которых помещены шпиндельные бабки, а столы расположены вдоль внутренних сторон станины, причем угол определяется из условия: darctg -j oL - угол между направляющими двух частей станины; L и 1 соответственно максимальная и минимальная длины обрабатываемых на станке деталей; п - суммарная ширина обрабаты ваемых на станке деталей. На фиг. 1 изображен станок,вид сверху; на фиг. 2 - вид А на фиг.1, повернуто. Поскольку обе стороны станка имеют одинаковое устройство,то описание ведется только одной стороны станка. На станине 1 с направляющими 2, установленной в горизонтальной плос3кости под углом к оси симметрии станка 3 размещены taHH с верхними направляющими 5, направленными под тем Hse углом к направляющим 2 станины 1. Угол сС определяется расчетным путем по формуле: .Л- ь-е arctg -5: соответственно максимальная и минимальная длины обрабатываемых на станке деталей; суммарная ширина обраб тываемых на станке деталей. На верхние направляющие 5 саней сверху установлена подвижная стойк 6с вертикально-подвижной шпиндел ной бабкой 7, выдвижным ползуном 8 шпиделем 9 и фрезой 10. Ось шпинделя 9 перпендикулярна верхним направляющим 5 саней 4. Вдоль станин 1 перед шпинделем 9 параллельно ст нине 1 установлен стол 11, на кото ром устанавливается деталь 12 длин ной стороной перпендикулярно к оси симметрии станка 3. Для удобства загрузки станка деталями 12 различной и одинаковой дл ны стол 11 имеет разделительные полосы 13 направленные вдоль осей шпинделей 9, расстояние между которыми равно ходу h стойки 6 по саням . Они образуют зоны установки деталей 12 одной длины. Для удобства закрепления деталей 12 стол 11 снабжен Т-образными пазами Н, расположенными перпендикулярно осям шпинделей 9. Рабочим движением при фрезеровании является вертикальный ход шпиндельной бабки или горизонтальный ход стойки 6 по саням . Ручное выдвижение ползунов 8 используется для установки фрезы 10 на припуск фрезеровки. Движение саней по станине 1 сл жит для установки их в положение, соответствующее заданной длине детали 12, т.е. в положение при котором расстояние между торцами фрез 1 соответствует длине обработанной детали J2. Станок работает следующим образом. 6 Устанавливают на столы 11 детали 12 различной или одинаковой длины, группируя в порядке убывания их длины К вершине угла oL так, чтобы обрабатываемые торцы деталей 12 были перпендикулярны осям шпинделей 9, затем детали 12 зажимаются. Фрезеровка может.вестись ходом шпиндельной бабки 7 или ходом саней Ц в любой последовательности. Использование изобретения позволяет снизит трудоемкость изготовления станины за счет уменьшения габаритов ее частей и увеличивает производительность станка за счет сокращения вспомогательного времени в связи с возможностью производить загрузку-выгрузку станка одновременно заготовками различной длины, в том числе и во время обработки. Формула изобретения Двухсторонний торце-фрезерный станок, преимущественно для обработки длинномерных деталей разной длины, содержащий станину с направляющими, столы для крепления деталей и две шпиндельные бабки, отличающийся тем, что, с целью повышения производительности станка и снижения трудоемкости его изготовления, станина выполнена в виде расположенных под углом друг к другу частей, на направляющих которых помещены шпиндельные бабки, а столы расположены вдоль внутренних сторон станины, причем угол определяется из условия : . , oL Ь-Е arctg- - - где dL угол между направляющими двух частей станины; L и 1- соответственно максимальная и минимальная длины обрабатываемых на станке деталей; Н- суммарная ширина обрабатываемых на станке деталей. Источники информации, принятые во внимание при экспертизе 1 .Двухсторонний торце-фрезерный станок, мод. 6991 СТ. Чертежи Горьковского завода фрезерных станков. 1967.
8 ид А поверну/по
Фиг.г
