Изобретение относится к металлообработке и может быть использовано при нарезании резьбы на токарных станках с числовым программным управлением (ЧПУ).
Известен способ нарезания резьбы на станках с ЧПУ, согласно которому заготовке сообщают равномерное вращательное движение, а режущему инструменту - поступательное движение вдоль оси заготовки, обеспечивающее ее перемещение на величину шага за время одного оборота заготовки.
Величину шага резьбы задают с помощью устройства ЧПУ, имеющего определенную минимальную программируемую величину (дискрету) 1 .
Однако этот способ не обеспечивает требуемую точность нарезания резьбы при шаге, не кратном минимальной программируемой величине устройства ЧПУ, и не компенсирует накопленную ошибку ходового винта станка.
Известен более точный способ нарезания резьбы на станке с ЧПУ, включающий равномерное вращение заготовки и поступательное движение режущего инструмента вдоль оси заготовки, обеспечивающее его перемещение на величину шага резьбы за время одного оборота заготовки, при этом резьбу режут с изменяемым вдоль образую, щей заготовки шагом (несколько ша5 гов, один шаг и т.д). 2 .
Недостатком известного способа является то, что из-за наличия накоп ленной ошибки ходового вин га резьба на резается с шагом,отличным от програм10мируемого, поэтому снижается тгчность детали.
Цель изобретения - повышение точности нарезания резьбы путем компенсации накопленной ошибки ходового
15 винта. .
Указанная цель достигается тем, что согласно способу нарезания резьбы на токарном станке с ЧПУ, включающему равномерное вращение заготов20ки и поступательное движение режущего инструмента вдоль образующей заготовки с переменным программируемым шагом, обеспечивающее его перемещение на величину шага резьбы за пе25 РИ.ОД одного оборота заготовки, резьбовой участок разбивают на части, где накопленная ошибка ходового винта изменяется равномерно, определяют величину ошибки, приходящуюся на один
30 шаг для каждой части, и на эту величину изменяют программируемый шаг резьбы.
Таким образом, резьба будет нарезаться с шагом, равным заданному с исключением ошибки ходового винта, и точностью, которая обеспечивается разрешающей способностью ЧПУ.
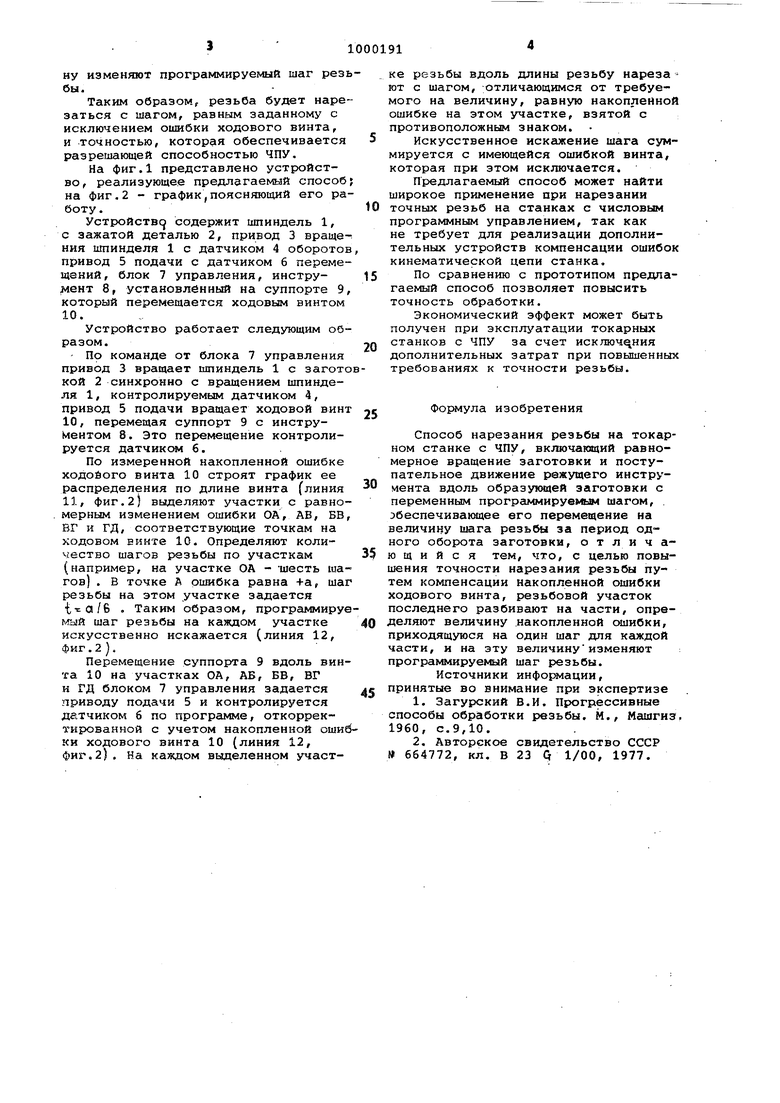
На фиг.1 представлено устройство, реализующее предлагаемый способ на фиг. 2 - график,поясняюиусй его работу.
Устройству содержит шпиндель 1, с зажатой деталью 2, привод 3 вращеНИН шпинделя 1 с датчиком 4 оборотов привод 5 подачи с датчиком 6 перемещений, блок 7 управления, инструмент 8, установленный на суппорте 9, который перемещается ходовым винтом 10.
Устройство работает следующим образом.
- Пр команде от блока 7 управления привод 3 вращает шпиндель 1 с заготокой 2 синхронно с вращением шпинделя 1, контролируемым датчиком 4, привод 5 подачи вращает ходовой винт 10/ перемещая суппорт 9 с инструментом 8. Это перемещение контролируется датчике 6.
По измеренной накопленной ошибке ходойого винта 10 строят график ее распределения по длине винта (линия 11, фиг.2} выделяют участки с равномерным изменением ошибки ОА, АВ, БВ, ВГ И ГД, соответствующие точкам на ходовом винте 10. Определяют количество шагов резьбы по участкам (например, на участке ОА - шесть шагов) . В точке А ошибка равна +а, шаг резьбы на этом участке задается . Таким образом, программируемый шаг резьбы на каждом участке искусственно искажается (линия 12, фиг.2}.
Перемещение суппорта 9 вдоль винта 10 на участках ОА, АВ, БВ, ВГ и ГД блоком 7 управления задается приводу подачи 5 и контролируется датчиком 6 по программе, откорректированной с учетом накопленной ошибки ходового винта 10 (линия 12, . На каждом выделенном участке резьбы вдоль длины резьбу нареза ют с шагом, ;отличающимся от требуемого на величину, равную накопленной ошибке на этом участке, взятой с противоположным знаком.
Искусственное искгикение шага суммируется с имеющейся ошибкой винта, которая при этом исключается.
Предлагаемый способ может найти широкое применение при нарезании точных резьб на станках с числовым программнью управлением, так как не требует для реализации дополнительных устройств компенсации ошибок кинематической цепи станка.
По сравнению с прототипом предлагаемый способ позволяет повысить точность обработки.
Экономический эффект может быть получен при эксплуатации токарных станков с ЧПУ за счет исключения дополнительных затрат при повышенных требованиях к точности резьбы.
Формула изобретения
Способ нарезания резьбы на токарном станке с ЧПУ, включакадий равномерное вращение заготовки и поступательное движение режущего инструмента вдоль образующей заготовки с переменным программируеиь шагом, обеспечивающее его перемещение на величину шага резьбы за период одного оборота заготовки, отличающийся тем, что, с целью повышения точности нарезания резьбы путем компенсации накопленной ошибки ходового винта, резьбовой участок последнего разбивают на части, определяют величину накопленной ошибки, приходящуюся на один шаг для каждой части, и на эту величинуизменяют программируемый шаг резьбы. Источники инфор.1ации, принятые во внимание при экспертизе
1.Загурский В.И. Прогрессивные способы обработки резьбы. М., Машгнз 1960, с.9,10.
2.Авторское свидетельство СССР 664772, кл. В 23 Q 1/00, 1977.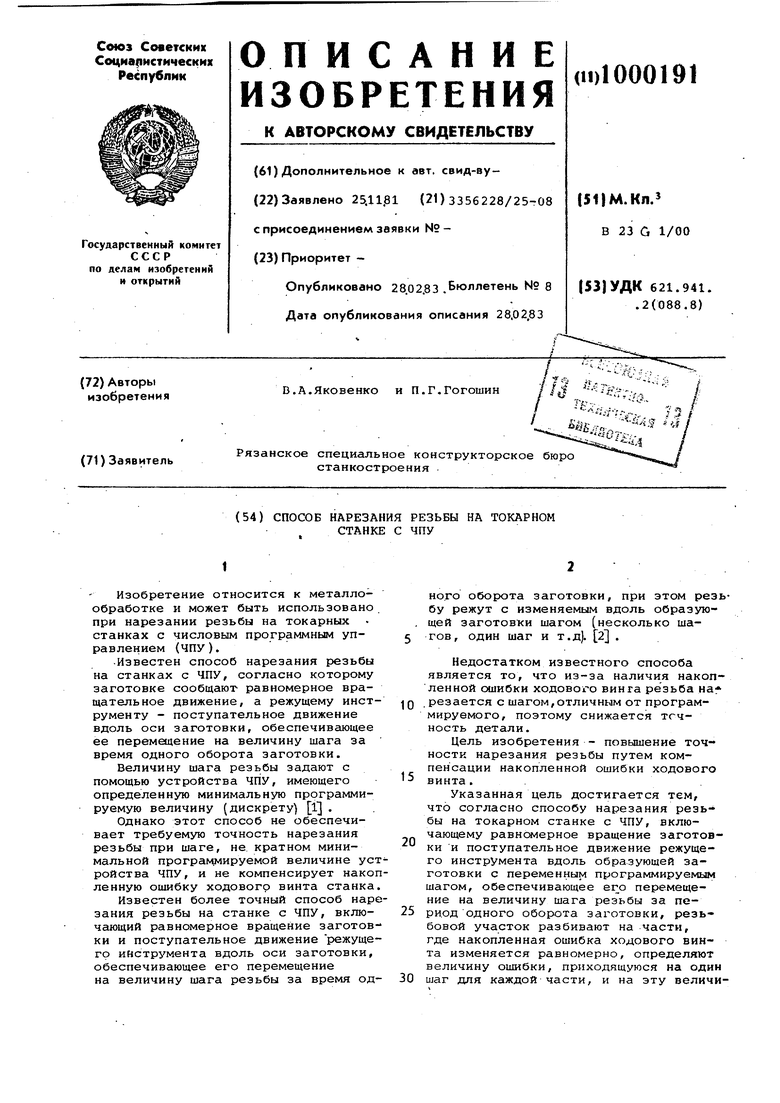
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нарезания резьбы на станках с ЧПУ | 1983 |
|
SU1138269A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334590C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Устройство к токарно-винторезному станку для нарезания винтов с переменным шагом | 1982 |
|
SU1038125A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Способ многопроходного нарезания резьбы | 1983 |
|
SU1152732A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| УСТРОЙСТВО ДЛЯ КОРРЕКЦИИ ПЕРЕДАТОЧНОГО ОТНОШЕНИЯ КИНЕМАТИЧЕСКОЙ ЦЕПИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1994 |
|
RU2069605C1 |
| Устройство к токарно-винторезному станку для нарезания резьб с переменным шагом | 1976 |
|
SU584990A1 |
ffuH/Sfta
В Г
(JHis.l
