со
00
ю
О5
о Изобретение относится к обработке металлов резанием и может быть использовано при нарезании рез-ьбы на токарных станках с числовым программным управлением (ЧПУ). Известен способ нарезания резьбы на станках с ЧПУ, основанный на линейном перемещении резца, синхронизированном с вращательным движением заготовки, при котором в начале каждого прохода плавно увеличивают частоту вращения заготовки, а в конце каждого прохода частоту вращения зэготовки плавно уменьшают 1. Однако этот способ обработки, хотя и повыщает точность, требует дополнительного устройства управления станком. Известен также способ нарезания резьбы на станках с ЧПУ, включающий равномерное вращение заготовки и поступательное движение режущего инструмента вдоль оси заготовки, обеспечивающее его перемещение на заданную с помощью устройства ЧПУ величину за время одного оборота заготовки. В процессе нарезания резьбы величина перемещения режущего инструмента за время одного оборота заготовки. равная шагу нарезаемой резьбы, постоянна 2. При обработке резьбы известным способом наибольшая скорость нарезания резьбы ограничена величиной (t) где -наибольшая скорость нарезания резьбы; д.у --допустимый перепад скорости привода продольного суппорта; S -шаг нарезаемой резьбы. Поэтому скорость резания резьб с крупным шагом на современных станках с ЧПУ значительно ниже рекомендуемых общемашиностроительными нормативами. Кроме того, при обработке резьб на скоростях, определенных по формуле (1), в начальном и конечном участках резьбы рассогласование привода подач и врашения заготовки может превышать требуемую точность щага обрабатываемой резьбы. Тогда скорость резания необходимо вычислить по формуле ,, где е -коэффициент меньше единицы, зависящей от степени точности резьбы. Это приводит к дополнительному снижению производительности обработки. Цель изобретения - повышение производительности и точности обработки. Эта цель достигается тем, что согласно способу нарезания резьбы на станках с ЧПУ включающему равномерное вращение заготовки и поступательное движение режущего инструмента вдоль заготовки, обеспечивающего его перемещение на заданную с помощью устройства ЧПУ величину шага резь бы за время одного оборота заготовки, до начала рабочего прохода увеличивают шаг резьбы от величины, не превышающей шаг, соответствующий допустимому перепаду скорости привода станка, до заданного шага резьбы, а после окончания рабочего прохода уменьшают шаг резьбы до величины, не превышающей шаг, соответствующий допустимому перепаду скорости привода станка. При этом смену шага резьбы производят через виток, причем величина изменения шага резьбы не превышает шага, соответствующего допустимому перепаду скорости привода станка. Кроме того, изменение шага резьбы не превышает величины, при которой соответствуюший ей перепад скорости привода станка обеспечивает требуемую точность нарезаемой резьбы. На чертеже представлена схема обработки по предлагаемому способу и график изменения величины шага резьбы за один проход. Исходя из допустимого перепада скорости привода станка и скорости резания Резьбы, рекомендуемой общем ашиностроительными нормативами, определяют величину изменения шага резьбы, соответствуюшую допустимому перепаду скорости по формуле,, () где h - величина изменения шага резьбы, соответствующая допустимому перепаду скорости привода станка;Пе -скорость резания резьбы, рекомендуе1мая общемашиностроительными нормативами. Затем определяют необходимое количество ступеней изменения шага до (после) рабочего прохода ,(3) где К - количество ступеней изменения шага резьбы; Ll -знак отделения целой части от Величину изменения шага уточняют по формуле 5 s-i где д5 уточненная величина изменения шага резьбы. Величина участка траектории до (после) рабочего хода, необходимая для разгона (торможения), вычисляется как сумма первых (К-1) членов арифметической прогрессии45+2л5+Зй5,..., + Кл5. Таким образом р:к()йЗ. ,(5) - величина участка траектории, необходимая для разгона (торможения) .
В точке 1 резцу А сообщают перемещение вдоль оси заготовки Б с шагом L S. Через один полный оборот заготовки - в точке 2 резцу сообщают перемещение с шагом 2 AS. Через следующий оборот заготовки в точке 3 резцу сообщают перемещение с шагом 3 А S и т.д. до достижения в точке 4 значения заданного щага S. В точке 4 заканчивают участок разгона и начинают рабочий проход с заданным шагом S и длиной L. После окончания рабочего прохода, в точке 5, начинают аналогичным образом уменьшать величину щага до uS соответственно в точках 6 и 7- Участок траектории 8-9-10-1, предназначенный для замыкания цикла обработки при многопроходном нарезании резьбы, выполняют на холостом ходу.
Если обработка резьбы, при которой величина изменения щага через каждый виток вычислена, исходя из допустимого перепада скорости (формулы 2-4), не позволяет получить щаг с необходимой точностью в начальном и конечном участках, то величина изменения щЗга резьбы через каждый виток не должна превышать шага, соответствующего допустимому рассогласованию вращения заготовки и линейног.о перемещения резца.
Пример. Обрабатывают резьбу с шагом мм и длиной 600 мм на станке с ЧПУ, имеющим допустимьш перепад скорости привода Д Уд 1200 мм/мин. Рекомендуемая общемащиностроительными нормативами скорость нарезания резьбы при заданном диаметре заготовки Пв 560 об/.мпн.
По формуле (2) вычисляют величину изменения щага резьбы, соответствующую допустимому .перепаду скорости привода
станка
h ДЗ
ЗйГ- 2,йнм НТ
По формуле (3) определяют необходимое количество ступеней изменения щага
.
Величину из.менения щага резьбы уточняют по формуле (4)
45 .
По формуле (5) вычисляют величину участка траектории до (после) рабочего хода, необходимую для разгона (торможе -) .)gl|:db.6«,
Таким образом, за 6 мм до начала рабочего хода программируют перемещение резца на длину 2 мм с шагом 2 мм. Затем
0 программируют перемещение резца на длину 4 мм с шагом 4 мм. После этого программируют рабочий ход на величину 600 мм с шагом 6 мм. После рабочего хода программируют перемещение на 4 мм с шагом 4 мм,
J затем программируют перемещение на 2 мм с шагом 2 мм и заканчивают цикл обработки.
Предлагаемый способ позволяет вести обработку резьбы на станках с ЧПУ с мак0 симально допустимыми режимами и с за,данной точностью получаемой резьбы.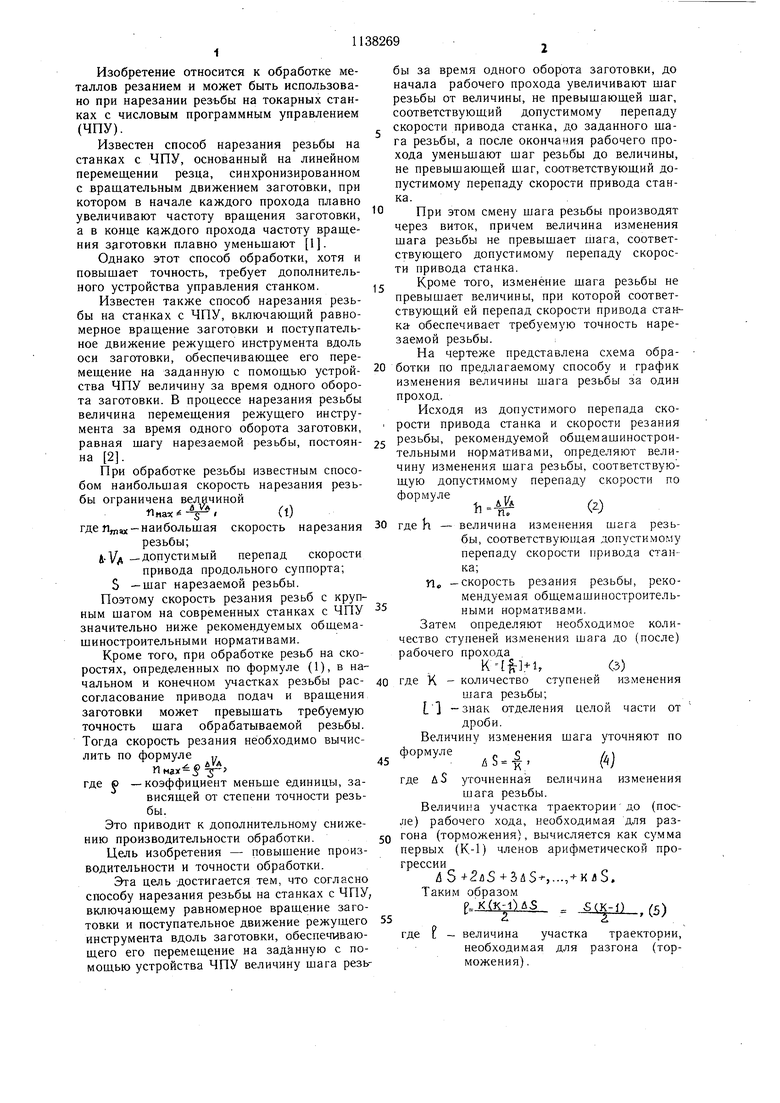
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РЕЗЬБ НА ДЕТАЛЯХ ГЛУБИННЫХ НАСОСОВ ДОБЫВАЮЩИХ СКВАЖИН | 1994 |
|
RU2071882C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Способ скоростного нарезания резьбыНА CTAHKAX C чпу | 1979 |
|
SU795719A1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| СПОСОБ НАРЕЗАНИЯ НАРУЖНОЙ ИЛИ ВНУТРЕННЕЙ КОНИЧЕСКОЙ РЕЗЬБЫ РЕЗЦОМ | 2015 |
|
RU2599922C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ многопроходного нарезания резьбы | 1983 |
|
SU1152732A1 |
| УСТРОЙСТВО КОНТРОЛЯ ТОЧНОСТИ НАРЕЗАНИЯ РЕЗЬБЫ НА ТОКАРНОМ СТАНКЕ | 2014 |
|
RU2573162C1 |
1. СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ НА СТАНКАХ С ЧПУ, включающий равномерное вращение заготовки и поступательное движение режущего инструмента вдоль оси заготовки, -обеспечивающего его перемещение на заданную с помощью устройства ЧПУ величину щага резьбы за время одного оборота заготовки, отличающийся тем, что с целью увеличения производительности и точности обработки, 51шаг) .J до начала рабочего прохода увеличивают щаг резьбы от величины, не превышающей щаг, соответствующий допустимому перепаду скорости привода станка, до заданного щага резьбы, а после окончания рабочего прохода уменьщают щаг резьбы до величины, не превыщающей щаг, соответствующий допустимому перепаду скорости привода станка. 2.Способ по п. 1, отличающийся тем, что смену щага резьбы производят через виток, причем величина изменения щага резьбы не превыщает щага, соответствующего допустимому перепаду скорости привода станка. 3.Способ по пп. 1 и 2, отличающийся тем, что изменение щага резьбы не превы§ щает величины, при которой соответствующий ей перепад скорости привода станка сл обеспечивает требуемую точность нарезаемой резьбы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ скоростного нарезания резьбыНА CTAHKAX C чпу | 1979 |
|
SU795719A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Загурский В- | |||
| И | |||
| Прогрессивные способы обработки резьбы | |||
| М., Машгиз 1960, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
