(54) СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ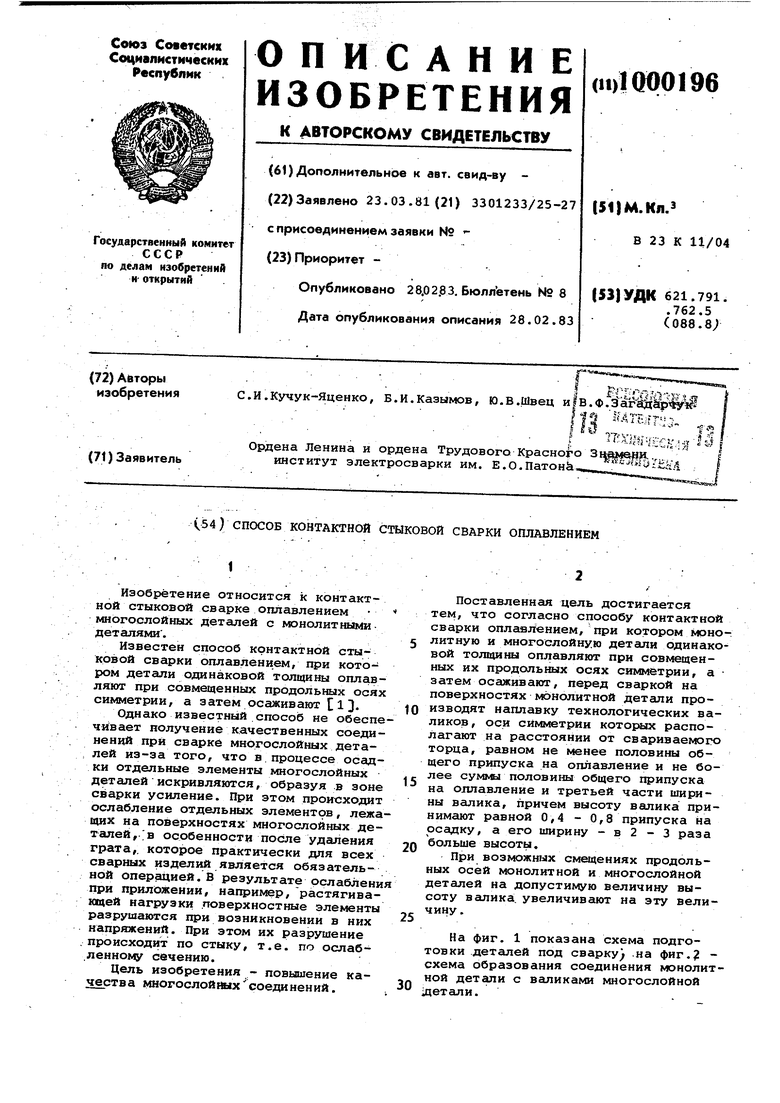

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением разнотолщинных деталей | 1983 |
|
SU1094697A1 |
| Способ контактной стыковой сварки оплавлением деталей различной толщины | 1981 |
|
SU990455A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1722740A1 |
| Способ контактной стыковой сварки оплавлением с осадкой | 1989 |
|
SU1682081A1 |
| Способ контактной стыковой сварки оплавлением деталей из ферритно-аустенитных сталей | 1990 |
|
SU1775256A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1479234A1 |
| Способ управления процессом контактной стыковой сварки оплавлением | 1986 |
|
SU1391828A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1409431A1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1729715A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1764889A1 |
Изобретение относится к контактной стыковой сварке оплавлением i многослойных деталей с монолитными деталями.
Известен способ контактной стыковой сварки оплавлением, при котором детали одинаковой толщины оплавляют при совмещенных продольных осях симметрии, а затем осаживают 1}.
Однако известный способ не обеспечивает получение качественных соединений при сварке многослойных деталей из-за того, что в.процессе осадки отдельные элементы многослойных деталей искривляются, образуя в зоне сварки усиление. При этом происходит ослабление отдельных элементов, лежащих на поверхностях многослойных деталей, ; в особенности после удаления грата,, которое практически для всех сварных изделий является обязательной операцией.В результате ослабления при приложении, например, растягиваищей нагрузки .поверхностные элементы разрушаются при возникновении в них напряжений. При этом их разрушение происходит по стыку, т.е. по ослабленному сечению.
Цель изобретения - повышение качества многослоййдхсоединений.
Поставленная цель достигается тем, что согласно способу контактной сварки оплавлением, при котором монолитную и многослойную детали одинаковой толщины оплавляют при совмещенных их продольных осях симметрии, а затем осаживают, перед сваркой на поверхностях монолитной детали производят наплавку технологических ва10ликов, оси симметрии которалх располагают на расстоянии от свариваемого торца, равном не менее половины общего припуска на оплавление и не более суммы половины общего припуска
15 на оплавление и третьей части ширины валика, причем высоту валика принимсцот равной 0,4 - 0,8 припуска на осадку, а его ширину - в 2 - 3 раза больше высоты.
20
При возможных смещениях продольных осей монолитной и многослойной деталей на допустимую величину высоту валика, увеличивают на эту величину .
25
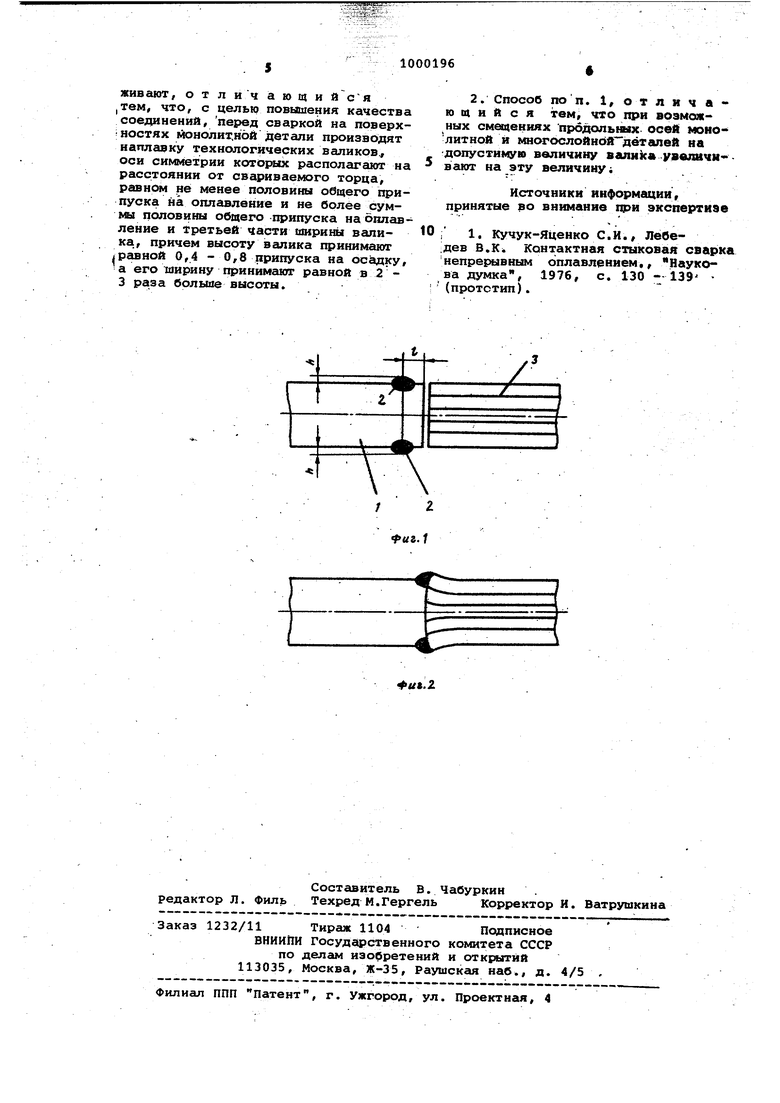
На фиг. 1 показана схема подготовки деталей под сварку) на фиг. схема образования соединения монолитной детали с валиками многослойной
30 1цетали.
На монолитную деталь. 1 направляют технологичесгкиё валики 2 высотой h. Многослойная деталь обозначена цифрой 3,t расстояние от свариваемого торца до оси симметрии наплавляемого валика;ДОРД- припуск на оплавление.
Способ осуцествляют следующим обра ом.
На поверхности монолитной детали 1наносят технологические валики . 1), высоту которых выбирают в зависимости от величины припуска на осадку, необходимой для получения качественных соединений. При этом создаются благоприятные условия для фор мирования соединения. В данном случае поверхностные элементы многолойных: деталей в процессе осадки упираются в наплавленные валики металла. По этой причине искривление поверхности элементов ограничивается и не происходит раскрытие стыка в зоне сварки (фиг. 2).
Определяя оптимальную высоту валика h, необходимо учитывать величину припуска на осадкуЛос-Экспериментально установлено, что высота валика находится в пределах 0,8 припуска на осадкуДо.
С увеличением припуска на осадку увеличивается искривление поверхности элементов многослойной детали. В результате недостаточной высоты валика,,наплавленного на поверхность монолитной детали, также может произойти ослабление соединения по стыку. Поэтому с увеличением п зипуска на осадку необходимо увеличивать высоту валика при неизменной тол1|1ине обеих деталей, } Незначительное превышение высотой
валика оптимальной величины не способствует ухудшению качества соединения . Это объясняется тем, что большую часть времени в оплавлении участвуют детали одной толщины. И только в момент перед осадкой в оплавлении начинают принимать участие валики наплавленного металла. При .определенных условиях (при расположении валиков на поверхностях деталей с более высокой точностью значительное превышение высоты валика п сравнению с оптимальной величиной также не отражается отрицательно на качестве соединения. При совмещении продольных осей симметрии свариваемых деталей .(монолитной и многослойной) значительное превышение высоты валика не целесообразно ввиду лишнего расхода электродов. Однако, если сварке подлежат монолитная и многослойная детали одинаковой толршны при смещении их продольных осей, то превышение оптимальной высоты валика на величину, равную величине
этого смещения, является необходимом условием получения качественного соединения.
Принимая во внимание то, что припуск на осадКу для большинства деталей практически не может быть менее 3 мм, необходимую высоту h устанавливают, исходя из величины АОС. Так, для
АОС 3-4 мм h(o;4.. .0,8)До
Дос - 5-6 мм h(0,5.. .0,8Мс АОС 6 мм h(0,6.. .0,8)Д(
Примером конкретного выполнения предлагаемого способа может служить контактная стыковая сварка оплавления многослойных труб диаметром 1420 мм, состоящих из 5 слоев навитого листового проката толщиной 4 мм с монолитшлми обечайками.
Выбор высоты валика производят следующим образом. Оптимальный припуск на осадку при сварк.е деталей толщиной 20 мм (4 мм X 5 слоев) составляет 7 мм. Эта величина больше 6 мм, поэтому высоту валика выбирают из предела, определенного зависимотью h (0,6...0,8) 7 4,2 5,6 мм. Устанавливая величину h, исходят из длительности термического цикла сварки. Для труб диаметром 1420 мм с толщиной стенки 20 мм длительность этого цикла составляет 200 си более достаточно большая , 1ПОЭТОМУ величину h принимают равной 5 мм. Ширину валика принимают равной 5 мм X 2,5 12,5 мм. Оси валиков располагают у свариваемых торцов на расстоянии, равном сумме половины общего припуска, на оплавление и одной трети ширины валика. В данном случае величина Лопл при сварке труб диаметром 1420 х 20 мм составляет 40 мм, следовательно, половина припуска на оплавление равна 20 мм. Треть ширины равна 12,,1. Следовательно, оси валиков распогалают на расстоянии мм. Валики наносят с двух сторон.
Если при сварке есть смещения свариваемых стенок труб на величину до 2 мм, то высоту валика принимают равной мм, а ширину .
Как показывают испытания, предлагаеи«лй способ сварки позволяет получать высококачественные сбединения со стабильными показателями механических свойств.
Формула изобретения
-допустимую величину валика квшшчн-.
вают на эту величину;
Источники информации, принятые во внимание при экспертизе
to 1, кучук-Яценко С.И., Лебедев В.К Контактная стыковая сварка непрерывным оплавлением,, Наукона думка, 1976, с. 130 - 139 ; (прототип).
/
