1
Изобретение относится к контактной стыковой сварке деталей, преимущественно с большим поперечным сечением.
Целью изобретения является упрощение технологии и оборудования при контактной стыковой сварке оплавлением.
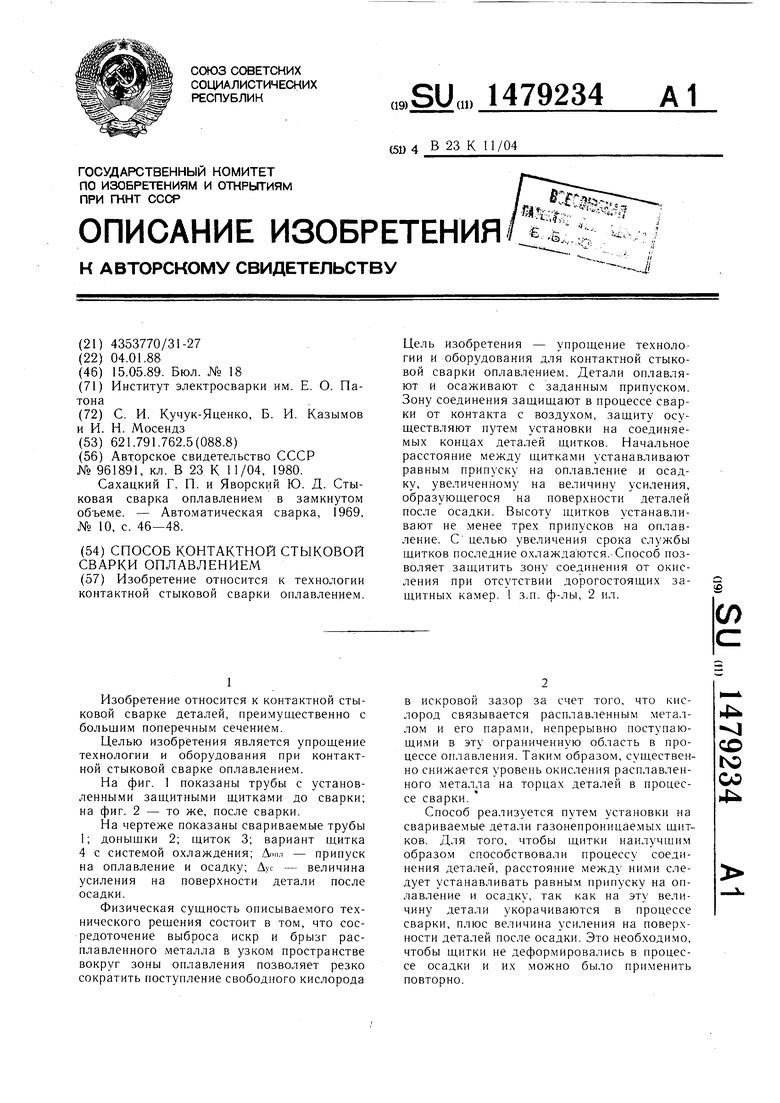
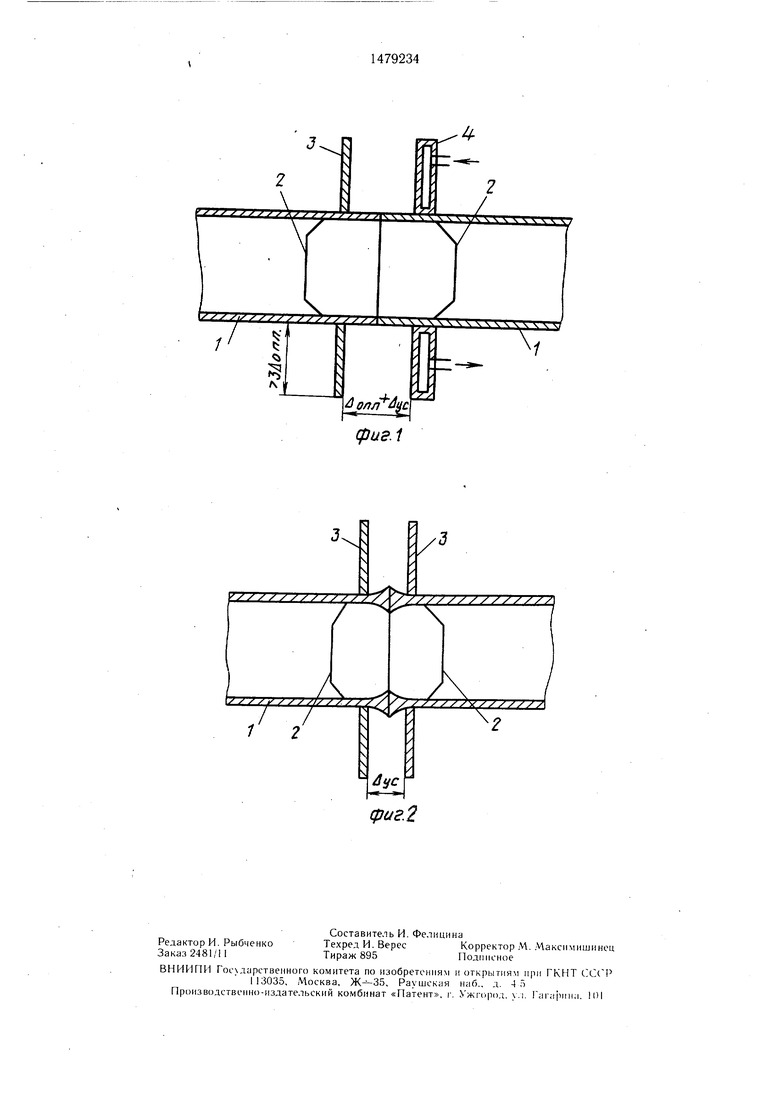
На фиг. 1 показаны трубы с установленными защитными щитками до сварки; на фиг. 2 - то же, после сварки.
На чертеже показаны свариваемые трубы 1; донышки 2; щиток 3; вариант щитка 4 с системой охлаждения; Дни - припуск на оплавление и осадку; - величина усиления на поверхности детали после осадки.
Физическая сущность описываемого технического решения состоит в том, что сосредоточение выброса искр и брызг расплавленного металла в узком пространстве вокруг зоны оплавления позволяет резко сократить поступление свободного кислорода
в искровой зазор за счет того, что кислород связывается расплавленным металлом и его парами, непрерывно поступающими в эту ограниченную область в процессе оплавления. Таким образом, существенно снижается уровень окисления расплавленного металла на торцах деталей в процессе сварки.
Способ реализуется путем установки на свариваемые детали газонепроницаемых щитков. Для того, чтобы щитки наилучшим образом способствовали процессу соединения деталей, расстояние межд ними следует устанавливать равным припуску на оплавление и осадку, так как на эт величину детали укорачиваются в процессе сварки, плюс величина усиления на поверхности деталей после осадки. Это необходимо, чтобы щитки не деформировались в процессе осадки и их можно было применить повторно.
Јь
1
со
ГчЭ
со
4
Высоту щитков следует устанавливать равной не менее трех припусков на оплавление. Эта величина экспериментально определена как оптимальная при сварке деталей из низколегированных сталей, применяемых в конструкциях ответственного назначения. Уменьшение высоты щитков над поверхностью детали по сравнению с оптимальной величиной снижает стабильность свойств соединений. Верхний предел высоты щитков с точки зрения технологии не ог- раничен, однако его следует выбирать с учетом конструктивных особенностей сварочной установки. Если трубы свариваются внутритрубными сварочными машинами типа К-700, то препятствий для установки щит- ков с наружной стороны трубы нет. При сварке наружными машинами, например К584, высоту щитков следует согласовать с конструктивными элементами машины, находящимися в пространстве между токо- подводящими башмаками.
Предлагаемый способ позволяет защитить зону соединения от окисления с не меньшим эффектом, чем прототип, при отсутствии дорогостоящих ненадежных защитных камер. Сокращается время на установку защитного устройства, повышается его долговечность.
Снабжение щитков системой охлаждения позволяет свести к минимуму время, необходимое для их очистки от налипающих брызг металла, так как в процессе цикла нагрев-охлаждение происходит самоочищение щитков.
Пример. Сваривают трубы 0 219ХЮ мм на машине К.584. До сварки в трубах 1 устанавливают донышки 2 для предотвращения поступления воздуха через проходное сечение. Донышки 2 изготавливают из газонепроницаемого материала и устанавливают независимо или совместно с внутренним гратоснимателем. На наружную поверхность труб 1 устанавливают щитки 3. Припуск на оплавление и осадку при сварке труб 0219ХЮ мм До,,, мм. Величина усиления на поверхности грубы Д Ю мм. Таким образом, начальное расстояние между щитками составляет Дом-)- -) мм. Высоту щитков устанавливают равной 3- мм. После этого трубы устанавливают в сварочную машину и сваривают.
Механические испытания сварных соединений показали полное соответствие механических свойств требованиям СНиП при высокой стабильности показателей.
Контроль за выполнением способа производится визуально и с помощью измерительного инструмента, а также по контролю параметров режима сварки и по результатам механических испытаний сварных соединений.
Предлагаемый способ значительно упрощает технологию контактной стыковой сварки оплавлением с применением защиты зоны стыка от контакта с кислородом воздуха, а также упрощает оборудование для создания защитного замкнутого объема.
о
5
0
Формула изобретения
1.Способ контактной стыковой сварки оплавлением, при котором перед сваркой соединяемые концы деталей помещают в ограниченное пространство, защищающее зону соединения в процессе сварки от контакта с воздухом, а затем их оплавляют и осаживают с заданным припуском, отличающийся тем, что, с целью упрощения способа и реализующего его оборудования, ограниченное пространство создают путем установки на соединяемых концах деталей щитков, начальное расстояние между которыми устанавливают равным припуску на оплавление и осадку, увеличенному на величину усиления, образующегося на поверхностях деталей после осадки, причем высоту щитков устанавливают не менее трех припусков на оплавление.
2.Способ по п. 1, отличающийся тем, что, с целью увеличения срока службы щитков за счет уменьшения количества прилипающих в процессе оплавления брызг расплавленного металла, щитки охлаждают.
1
/

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1590274A1 |
| Способ контактной стыковой сварки оплавлением деталей различной толщины | 1981 |
|
SU990455A1 |
| Способ контактной стыковой сварки оплавлением с осадкой | 1989 |
|
SU1682081A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1722740A1 |
| Способ контактной стыковой сварки оплавлением разнотолщинных деталей | 1983 |
|
SU1094697A1 |
| Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла и устройство для его осуществления | 1990 |
|
SU1780959A1 |
| Способ управления процессом контактной стыковой сварки оплавлением | 1986 |
|
SU1391828A1 |
| Способ контактной стыковой сварки оплавлением | 1983 |
|
SU1125111A1 |
| Способ управления процессом стыковой сварки оплавлением | 1991 |
|
SU1757818A1 |
| Способ контактной стыковой сварки оплавлением | 1981 |
|
SU1000196A1 |
Изобретение относится к технологии контактной стыковой сварки оплавлением. Цель изобретения - упрощение технологии и оборудования для контактной стыковой сварки оплавлением. Детали оплавляют и осаживают с заданным припуском. Зону соединения защищают в процессе сварки от контакта с воздухом, защиту осуществляют путем установки на соединяемых концах деталей щитков. Начальное расстояние между щитками устанавливают равным припуску на оплавление и осадку, увеличенному на величину усиления, образующегося на поверхности деталей после осадки. Высоту щитков устанавливают не менее трех припусков на оплавление. С целью увеличения срока службы щитков последние охлаждаются. Способ позволяет защитить зону соединения от окисления при отсутствии дорогостоящих защитных камер. 1 з.п. ф-лы, 2 ил.
/
7
S
ъ
S
7 / S / / / /// /
/ /
у
фигЛ
ч
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сахацкий Г | |||
| П | |||
| и Яворский Ю | |||
| Д | |||
| Стыковая сварка оплавлением в замкнутом объеме | |||
| - Автоматическая сварка, 1969, № 10, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
