(54) СПОСОБ ШЛИФОВАНИЯ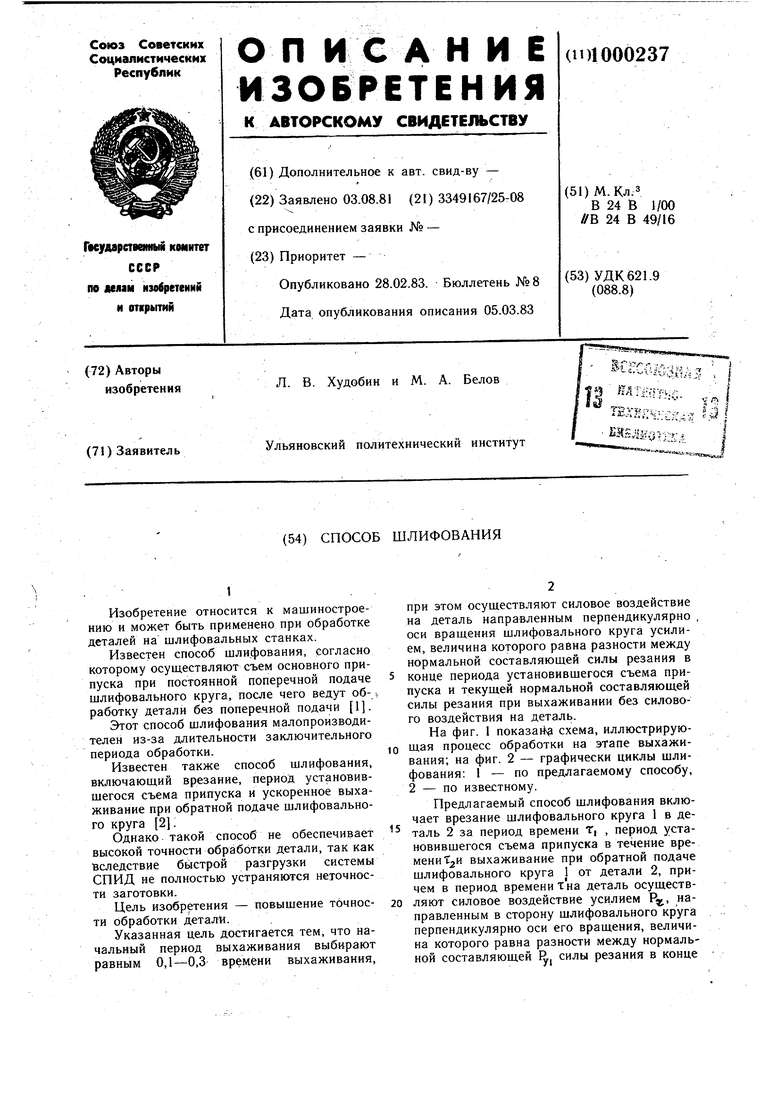
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2008 |
|
RU2392107C1 |
| Способ управления врезным шлифованием | 1981 |
|
SU1009733A1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОПЕРЕЧНОЙ ПОДАЧЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ НА КРУГЛОШЛИФОВАЛЬНЫХ И ВНУТРИШЛИФОВАЛЬНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) ПО РАЗМЕРНЫМ КОМАНДАМ ПРИБОРА АКТИВНОГО КОНТРОЛЯ (ПАК) | 2013 |
|
RU2551326C2 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
Изобретение относится к машиностроению и может быть применено при обработке деталей на шлифовальных станках.
Известен способ шлифования, согласно которому осуш.ествляют съем основного припуска при постоянной поперечной подаче шлифовального круга, после чего ведут об-, работку детали без поперечной подачи 1.
Этот способ шлифования малопроизводителен из-за длительности заключительного периода обработки.
Известен также способ шлифования, включающий врезание, период установившегося съема припуска и ускоренное выхаживание при обратной подаче шлифовального круга
Однако такой способ не обеспечивает высокой точности обработки детали, так как вследствие быстрой разгрузки системы СПИД не полностью устраняются неточности заготовки.
Цель изобретения - повышение точности обработки детал1и..
Указанная цель достигается тем, что начальный период выхаживания выбирают равным 0,1-0,3 времени выхаживания.
при этом осуш:ествляют силовое воздействие на деталь направленным перпендикулярно , оси вращения шлифовального круга усилием, величина которого равна разности между нормальной составляющей силы резания в
5 конце периода установившегося съема припуска и текущей нормальной составляющей силы резания при выхаживании без силового воздействия на деталь.
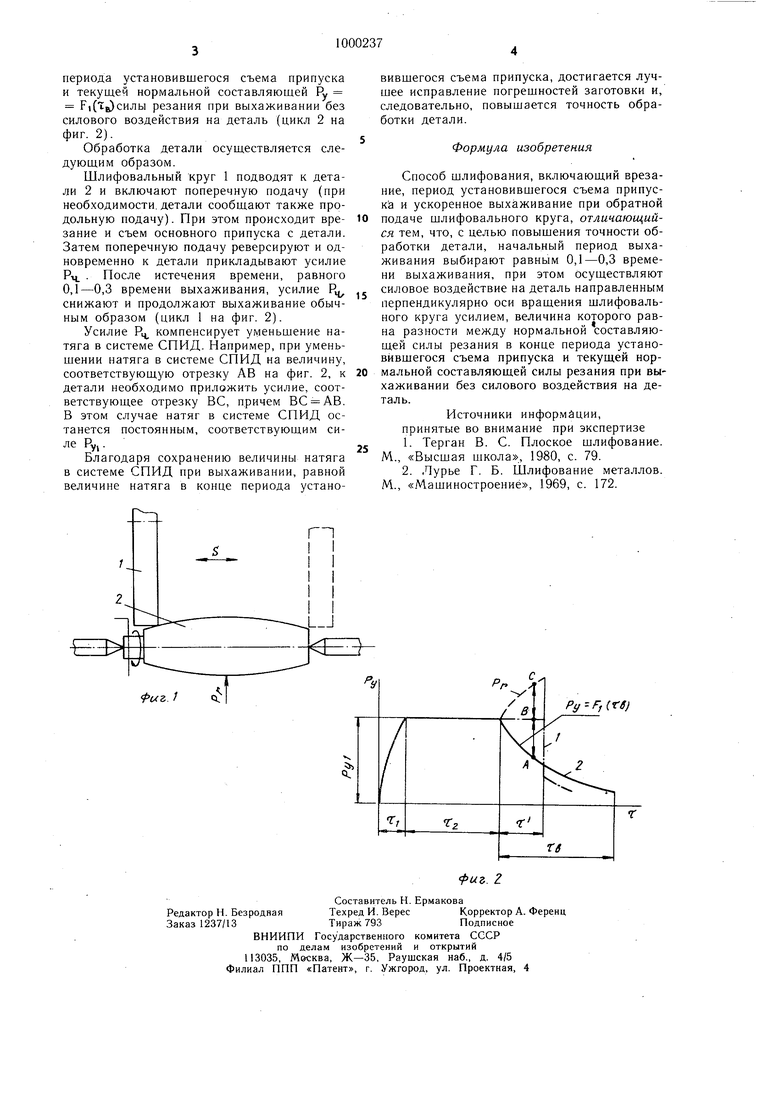
На фиг. 1 показа1 э схема, иллюстрирую)0 щая процесс обработки на этапе выхаживания; на фиг. 2 - графически циклы шлифования: 1 - по предлагаемому способу, 2 - по известному.
Предлагаемый способ шлифования включает врезание шлифовального круга 1 в де таль 2 за период времени т, , период установившегося съема припуска в течение времени Т2И выхаживание при обратной подаче шлифовального круга 1 от детали 2, причем в период времени т на деталь осуществ20 ляют силовое воздействие усилием R, направленным в сторону шлифовального круга перпендикулярно оси его вращения, величина которого равна разности между нормальной составляющей R силы резания в конце
