Изобретение относится к области автоматического управления поперечной подачей шлифовального круга при обработке изделий на круглошлифовальных и внутришлифовальных станках с ЧПУ.
Известны приборы активного контроля (ПАК), применяемые на круглошлифовальных и внутришлифовальных станках для управления поперечной подачей шлифовального круга при врезном шлифовании, включающие этапы чернового и чистового шлифования, а также этап выхаживания (шлифование без подачи) по размеру с выдачи команды на изменение режимов обработки и ее окончание в схему управления станка, имеющего регулируемый электропривод механизма подачи шлифовального круга. В большинстве случаев многоступенчатых циклов шлифования черновое и чистовое шлифование осуществляют принудительной подачей шлифовального круга в направлении обрабатываемой детали и съемом припуска при определенном усилии резания. Последний этап шлифования - выхаживание - осуществляют при остановленной подаче шлифовального круга, а съем припуска происходит за счет деформации (натяга) детали или оправки шлифовального круга (на внутришлифовальном станке), которая (деформация) произошла за время резания на предыдущих этапах. (см. Соболев М.П., Этингоф М.И. «Автоматический размерный контроль на металлорежущих станках», Смоленск, Ойкумена, 2005).
Это вынужденный цикл. Работа станка была бы идеальной, если бы скорость подачи круга и скорость съема припуска были одинаковы без деформаций в системе СПИД. Конструктивно это невозможно, но желательно поддерживать оптимальное соотношение между этими скоростями. На это и направлено данное изобретение.
Известна система управления рабочим циклом поперечной подачи при врезанном шлифовании на автоматическом станке, включающая этапы чернового и чистового шлифования и выхаживания по размеру и содержащая измерительное устройство с индуктивными преобразователями для измерения размера обрабатываемой детали, аналоговый электронный блок управления и датчик для измерения жесткости системы СПИД (станок-приспособление-инструмент-деталь) см. SU №601146, 05.04.1978.
Недостатком известного устройства управления является то, что вследствие вариации жесткости системы СПИД, величина деформации (натяга) детали или оправки шлифовального круга и сила резания меняются и, соответственно, меняется съем припуска на всех этапах шлифования от детали к детали. Это приводит к не оптимальному циклу шлифования и вызывает погрешности формы и размера обрабатываемого изделия. Кроме того, система управления и измерения - аналоговая, т.е. инерционная, имеющая низкое быстродействие. Еще следует иметь в виду, что жесткость системы СПИД - косвенный показатель, а в данном предложении используется прямое измерение размера и скорости съема припуска обрабатываемой детали, что точнее.
Цель предлагаемого изобретения - повысить производительность и точность шлифования путем оптимизации цикла обработки с помощью ПАК, снабженного цифровым электронным блоком, с управлением по размеру обрабатываемой детали и скорости съема припуска. Предлагаемая система управления предназначена для цифровых систем - ПАК с цифровым электронным блоком и станков с числовым программным управлением.
Эта цель достигается тем, что скорость съема припуска измеряется на всех этапах цикла шлифования электронным блоком ПАК. Одновременно в электронный блок ПАК от ЧПУ станка через интерфейс (например, RS-232 или RS-422) и протокол обмена поступают заданные ЧПУ (и выполняемые механизмом подачи станка) значения скорости подачи шлифовального круга Vn на таком же отрезке времени, на котором измерена скорость съема припуска Vc. В электронном блоке ПАК скорость подачи сравнивается с измеренным значением действительной скорости съема припуска на заданных участках Δ=Vn-Vc. Эта разница А характеризует силу резания или натяг в системе СПИД. На этапе выхаживания скорость съема припуска задается функцией Vc=f(t).
Если разница скоростей Δ отличается от установленной Δу, ПАК выдает в систему ЧПУ станка управляющую команду на увеличение (если скорость съема мала) или уменьшение (если скорость съема велика) скорости подачи шлифовального круга или остановку подачи круга (промежуточное выхаживание), если скорость съема слишком велика.
Перед началом обработки по технологическим соображениям в ЧПУ станка задаются значения скорости черновой и чистовой подачи Vn и скорость подачи при выхаживании Vп=0, а в блоке ПАК задается скорость съема припуска Vc и разница скоростей Δу=Vn-Vc на всех этапах цикла шлифования, обеспечивающая оптимальный цикл шлифования (производительность обработки и хорошую форму и точность обрабатываемого изделия). Следует иметь в виду, что при врезном шлифовании скорость черновой подачи круга всегда больше скорости съема припуска (фиг. 2), скорость чистовой подачи крута меньше скорости съема припуска, на этапе выхаживания скорость подачи равна нулю. При использовании предлагаемого способа управления подачей разницу скоростей можно регулировать, оптимизируя цикл.
Предлагаемый способ управления позволяет установить оптимальный цикл обработки и повысить производительность и качество обработки.
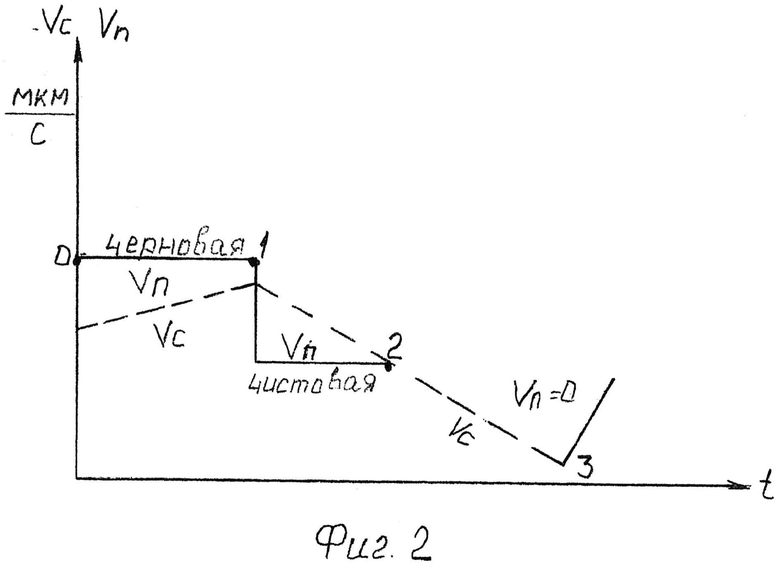
Способ управления поясняется чертежами, где на фиг. 1 изображена упрощенная блок-схема прибора активного контроля, на фиг. 2 - схема изменения скорости подачи Vn шлифовального круга и скорости съема припуска Vc.
Цикл обработки начинается с быстрого подвода шлифовального круга к обрабатываемой детали и его врезания. В момент контакта круга с деталью от датчика касания (на чертеже не показан) выдается команда ЧПУ станка на переключение скорости подачи круга с быстрого подвода на черновое шлифование (т.0 на фиг. 2). Электрический кодированный сигнал, соответствующий заданной скорости черновой подачи, подается в устройство сравнения электронного блока ПАК. Производится шлифование с постоянной черновой подачей шлифовального круга (т. 0-1 на фиг. 2) и изменяющейся (увеличивающейся) скоростью съема припуска (фиг. 2). При достижении заданного размера чистового припуска выходной сигнал от индуктивных преобразователей измерительной скобы поступает в электронный блок ЭБ (фиг. 1), который выдает команду (т. 1 на фиг. 2) в ЧПУ станка на переключение на чистовую подачу (по величине существенно меньшую, чем черновая подача). Производится шлифование с постоянной чистовой подачей и изменяющейся (уменьшающейся) скоростью съема припуска (фиг. 2). Электрический кодовый сигнал, соответствующий заданной скорости чистовой подачи, подается в устройство сравнения электронного блока ПАК. При достижении заданного размера припуска на выхаживание ПАК выдает команду в ЧПУ станка на прекращение подачи круга и переход на выхаживание. Производится шлифование без подачи круга, причем скорость съема припуска (фиг. 2) постепенно снижается по мере уменьшения деформации детали (натяга) или оправки шлифовального круга. При достижении заданного окончательного размера обрабатываемой детали ПАК выдает команду (т. 3) в ЧПУ станка на окончание обработки и отвод шлифовального круга.
На всех этапах цикла шлифования ПАК измеряет скорость съема припуска Vc. Соответствующий сигнал подается в устройство для сравнения скорости съема припуска Vc и скорости подачи шлифовального круга Vn(Δ=Vn-Vc). Полученное значение Δ сравнивается с установленным ПАК значением Δу. Если разница скоростей в данный момент цикла шлифования отличается от установленной Δу на заданную величину, ПАК выдает в ЧПУ станка управляющую команду на уменьшение или увеличение скорости подачи шлифовального круга Vn. На этапе выхаживания подачи круга нет (круг стоит Vn=0) и если скорость съема приближается к нулевому значению, то по команде ПАК (фиг. 1) ЧПУ станка включает доводочную подачу круга для окончания цикла обработки. При задании значения разницы скоростей подачи круга и съема припуска исходят из того, чтобы в системе СПИД всегда сохранялся натяг, необходимый для процесса шлифования (резания).
Для реализации описанного цикла управления шлифованием электронный блок ПАК снабжается устройством для измерения скорости съема припуска Vc, портом интерфейса для обмена информацией между ЧПУ станка и ПАК, протоколом обмена кодовой информацией между ПАК и ЧПУ станка, устройством для определения разницы (сравнения) скорости съема припуска Vc и скорости подачи Vn за установленное время Δi=Vn-Vc, устройством сравнения полученного Δ с заданным Δу и устройством для выдачи с помощью интерфейса управляющих команд в систему ЧПУ станка для изменения подачи шлифовального круга.
Предлагаемый способ управления может быть реализован, например, прибором активного контроля, схема которого показана на фиг. 1, и состоящим из измерительного устройства (ИУ) 1 с индуктивными (ИД) преобразователями 2 и 3 для измерения диаметра обрабатываемой детали, электронного блока (ЭБ) 4, имеющего блок питания (БП) 5, микропроцессор (МП) 6, устройства 7 (С) для измерения скорости съема припуска Vc, программного устройства 8 для усиления и линеаризации сигналов индуктивных преобразователей (УЛ) и преобразования выходных аналоговых сигналов преобразователей в цифровую форму, показывающего устройства (ПУ) 9 с цифровым дисплеем и устройства (УСр) 10 для сравнения скорости подачи шлифовального круга и скорости съема припуска и выдачи команды в ЧПУ станка.
Рабочий цикл обработки реализуется выдачей управляющей информации с помощью интерфейса от блока ПАК в ЧПУ станка команд на изменение скорости подачи шлифовального круга и команды на окончание обработки.
В процессе обработки в устройство сравнения 10 подаются два сигнала: сигнал, соответствующий измеренной скорости съема припуска Vc, который поступает от устройства 7 ПАК и сигнал о скорости подачи шлифовального круга Vn, который поступает от ЧПУ станка 11. Эти сигналы сравниваются через заданные интервалы времени на протяжении всего цикла обработки Δi=Vn - Vc. Полученное значение Δ сравнивается с установленным в блоке ПАК значением Δу. Если Δ отличается от установленного, устройство 10 выдает в устройство 11 ЧПУ станка с помощью интерфейса команду на увеличение или уменьшение скорости подачи круга Vn. ЧПУ станка, в свою очередь, через регулируемый электропривод (ЭП) 12 уменьшает или увеличивает скорость подачи шлифовального круга 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РАБОЧИМ ЦИКЛОМ ПРОЦЕССА ШЛИФОВАНИЯ | 2019 |
|
RU2715580C1 |
| Способ адаптивного управления процессом врезного шлифования | 1977 |
|
SU779052A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Способ управления процессом врезного внутреннего шлифования | 1977 |
|
SU645826A1 |
| Способ управления поперечной подачей внутришлифовального станка и устройство для реализации этого способа | 1974 |
|
SU521124A1 |
| Способ адаптивного управления | 1977 |
|
SU878540A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании врезанием | 1973 |
|
SU601146A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Способ управления врезным шлифованием | 1981 |
|
SU1009733A1 |
| Способ управления процессом шлифования прерывистых нециклических поверхностей | 1987 |
|
SU1491679A1 |
Изобретение относится к области автоматического управления отдельными операциями при шлифовании изделий на станках с ЧПУ. Известны приборы активного контроля (ПАК), применяемые на кругло- и внутришлифовальных станках для управления поперечной подачей шлифовального круга при врезном шлифовании, включающие этапы чернового и чистового шлифования, а также этап выхаживания (шлифование без подачи) по размеру и выдачу команд на изменение режимов обработки и ее окончание. В большинстве случаев многоступенчатых циклов шлифования черновое и чистовое шлифование осуществляют принудительной подачей шлифовального круга на деталь и съемом припуска. Последний этап шлифования - выхаживание осуществляют при остановленной подаче шлифовального круга, а съем припуска происходит за счет деформации (натяга) детали или оправки шлифовального круга (на внутришлифовальном станке), которая произошла за время резания на предыдущих этапах. При этом черновое и чистовое шлифование осуществляют принудительной подачей шлифовального круга на деталь и съемом припуска. Последний этап шлифования - выхаживание - осуществляют при остановленной подаче шлифовального круга, а съем припуска происходит за счет деформации (натяга) детали или оправки шлифовального круга (на внутришлифовальном станке), которая произошла за время резания на предыдущих этапах. Недостаток такого способа управления (циклом шлифования) состоит в том, что разница между скоростью подачи шлифовального круга и действительной скоростью съема припуска при обработке партии деталей меняется из-за изменений припуска на деталях и других причин, что приводит либо к слишком быстрому съему припуска («прижогам»), либо к очень малому съему припуска («лизанию»), т.е. к не оптимальному циклу обработки, к нарушению правильной формы детали и к потере производительности и точности обработки. Цель предлагаемого изобретения - повысить производительность и точность шлифования путем оптимизации цикла обработки. Это достигается тем, что скорость съема припуска Vc (или съем припуска за один или несколько оборотов обрабатываемого изделия) непрерывно измеряется на всех этапах цикла шлифования. Одновременно в электронный блок ПАК от ЧПУ станка поступают значения скорости подачи шлифовального круга Vп на таком же отрезке времени, на котором измерена скорость съема припуска Vc. В блоке ПАК из скорости подачи вычитается полученное значение действительной скорости съема припуска на заданных участках Δi=Vn-Vc. Эта разница Δi характеризует силу резания или натяг в системе СПИД (станок-приспособление-инструмент-деталь). Если разница скоростей Δi отличается от установленной Δу, блок ПАК выдает в ЧПУ станка управляющую команду на уменьшение или увеличение скорости подачи шлифовального круга. Значения скорости съема припуска Vc на всех этапах цикла шлифования задается перед началом обработки и запоминается блоком ПАК в соответствии с выбранным технологическим процессом. 2 ил.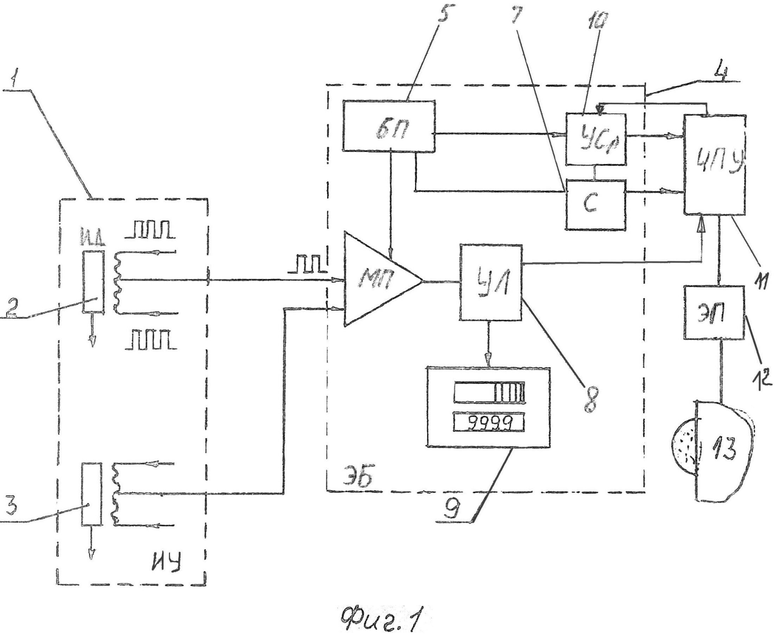
Способ управления поперечной подачей при врезном шлифовании на круглошлифовальных и внутришлифовальных станках с числовым программным управлением (ЧПУ) на этапах чернового и чистового шлифования и выхаживания, включающий формирование команд о скорости съема припуска, поступающих от прибора активного контроля (ПАК), отличающийся тем, что с помощью ПАК измеряют и сравнивают значение скорости съема припуска Vc с обрабатываемого изделия со значением скорости подачи шлифовального круга Vn, заданным ЧПУ станка и поступающим в ПАК с помощью интерфейса, и при изменении разницы скоростей Δу=Vn-Vc на данном этапе шлифования от заданной ПАК величины выдают в ЧПУ станка с помощью ПАК управляющую команду на уменьшение или увеличение скорости подачи шлифовального круга.
| Способ управления рабочим циклом поперечной подачи при шлифовании врезанием | 1973 |
|
SU601146A1 |

