о
00 О5 СП
Изобретение относится к станкостро ению и машиностроению и может бьгть применен{Э для автоматизации врезных внутришлйфовальных, круглошлифоваль- ных и сферошлифовальных станков.
Цель изобретения - повьшение точности за счет изменения величины припуска на выхаживание в функции изменяющихся режущей способности шлифовального круга и эквивалентной жесткости упругой системы станка и повышение производительности за счет выхода за минимально короткое время на
установившийся режим чернового шлифования .
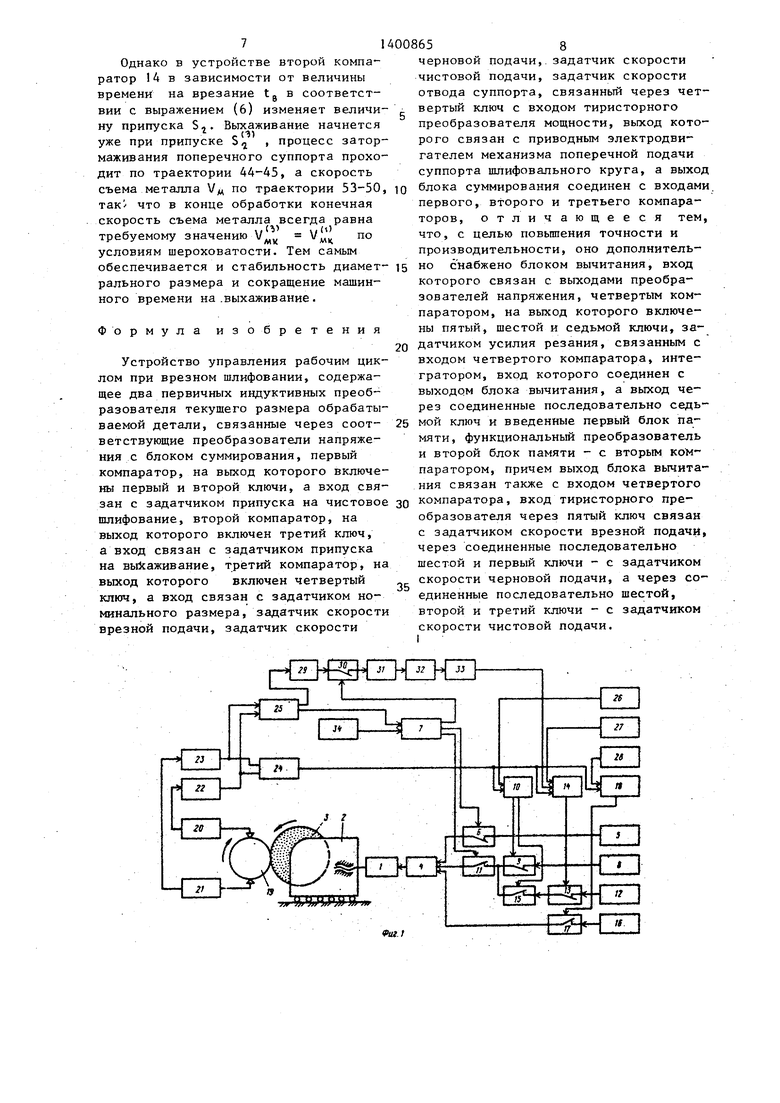
На фиг. 1 изображена функциональная схема устройства; на фиг. 2 - гра фики изменения скорости поперечной подачи Vg и скорости съема металла V в функции снимаемого пропуска S обрабатываемой детали.
Устройство содержит приводной злек тродвигатель 1 перемещения механизма поперечной подачи суппорта 2 шлифовального круга 3, управляемый от ти- ристорного преобразователя 4 мощности. На вход этого преобразователя 4 поочередно подключаются через соответствующие Дискретные ключи компараторов задатчики скоростей: - задатчик 5 скорости врезной подачи через пятый ключ 6 четвертого компаратора 7; - задатчик 8 скорости черновой подачи через первый ключ 9 первого компаратора 10 и шестой ключ 11 четвертого компаратора; - задатчик 12 скорости чистовой подачи через третий ключ 13 второго компаратора 14, второй ключ 15 первого компаратора 10 и шестой ключ 11 четвертого компаратора 7; - задатчик 16 скорости быстрого отвода шлифовального круга через четвертый ключ 17 третьего компаратора 18.
Измерение текущего диаметра обрабатываемой детали 19 производится с помощью первого 20 и второго 21 индук тивных преобразователей, выходы которых подключены к входам первого 22 и второго 23 преобразователей напряжения. Выходы преобразователей 22 и 23 напряжения попарно подключены к входам блока 24 суммирования и блока 25 вычитания. С выхода блока 24 сигналы, пропорциональные диаметру (припуску) детали,подаются на первые входы первого 10, второго 14 и третьего 18 компараторов, выходами которых явля0
s
0
5
0
5
0
5
0
5
ются дискретные ключи; первый 9, второй 15, третий 13, четвертый 17 соответственно.
К вторым входам компараторов подключены выходы задатчиков припусков: - задатчик 26 величины припуска на чистовое шлифование S, - к входу первого компаратора 10; - задатчик 27 припуска на выхаживание S - на вход второго компаратора; - задатчик 28 номинального размера {припуска ) на вход третьего компаратора 18.
На первый вход четвертого компаратора 7 подключен первый выход вычитающего устройства 25, на второй - выход задатчика 34 порогового значения усилия резания. Первый и второй выходы компаратора 7 подключены к дискретным ключам 6 и 11 соответственно. Выход вычитающего устройства 25 подключен к входу интегратора 29, а выход последнего через седьмой дискретный ключ 30 к входу первого блока 31 памяти. С выхода последнего сигнал поступает на выход функционального преобразователя 32, выходной сигнал которого, пропорциональный времени врезания, подается на вход второго блока 33 памяти, с выхода последнего он затем подается на третий вход второго компаратора 14. Выход задатчика 34 усилия резания связан с компаратором 7.
Кривой 35-36-37-38-39-40 представлен алгоритм управления поперечной подачей шлифовального станка при отсутствии врезной подачи; кривой 35-41-42-43 - алгоритм управления поперечной подачей на участке врезания при наличии врезной подачи кривой 39-44-45 - скорректированный участок алгоритма управления поперечной подачей; кривой 35-46 - график изменения скорости съема металла на участке врезания при наличии врезной подачи V ; кривой 35-47-48-49-50 - фазовая траектория процесса резания при затупленном круге; кривой -48-49-52 - фазовая траектория процесса резания при уменьшении постоянной времени процесса резания (возрастание эквивалентной жесткости системы СПИД); кривой 53-50 - скорректированный участок фазовой траектории (фиг. 2).
Введение блока 25 вычитания позволяет на основе измерительной информации о диаметральном размере дополнительно получать информацию об упругой
деформации обрабатываемой детапи по оси Z , а значит и об усилии резания. На выходе блока 25 вычитания сигнал пропорционален величине упругой деформации Sue.2 Принимая во внимание, что между усилием резания по соответствующей координате и упругой деформацией существует пропорциональная связь
дню об энергии Э на вход первого блока 31 памяти. Функциональный преобразователь 32 производит операцию деления сигналов Э/5ца,2 выделяет на выходе сигнал, пропорциональньпт времени tg на врезание шлифовального круга в деталь. Это время пропорционально постоянной времени процесса шлифования, как объекта управления:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Способ управления рабочим циклом поперечной подачи при врезном шлифовании и устройство для его осуществления | 1985 |
|
SU1296385A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Способ управления круглым врезным шлифованием и устройство для его осуществления | 1988 |
|
SU1734991A1 |
| Самонастраивающаяся система активного контроля размеров и режима обработки деталей при врезном шлифовании | 1985 |
|
SU1391862A1 |

Изобретение относится к области станкостроения и машиностроения. Цель изобретения - повьшение точности за счет изменения величины припуска на выхаживание в функции изменяющихся режущей способности шлифовального круга и эквивалентной жесткости упругой системы станка и повьш1ение производительности за счет выхода за минимально короткое время на установившийся режим чернового шлифования. Для этого в устройство введен блок вычи- тания, связанный с первым и вторым преобразователем измерения размера детали, что позволяет на основе информации от одного датчика получить информацию о размере детали (с помощью блока суммирования) и усилии резания (косвенно по значению деформации) . 2 ил. I (Л
К.
(1)
Z а отдельные составляющие усилия резания при прочих равных условиях одно-- значно связаны между собой через коэффициент пропорциональности
(2)
Г
г
а также, что между радиальной составляющей усилия резания FU и скоростью съема металла V существует однозначная связь через коэффициент режущей способности К,
/м
реж К
ре
(3)
Y можно утверждать, что выходной сигнал блока 25 несет в себе информацию в соответствующих масштабах об упругой
о тангендидеформации S. . альном усилии резания F съема металла М.
Это позволяет использовать его для определения момента переключения скоростей перемещения суппорта шлифовального круга со скорости быстрого под- „ вода на рабочую черновую подачу в момент достижения усилия резания некоторого порогового значения
MOIK .). л.wax назначения этой силы F
Вариации жесткости упругой системы станка и режущей способности круга контролируются совокупностью дополнительно введенных устройств и что реи о скорости 30 зультатам расчетов в интеграторе и функциональном устройстве автоматически производится перестройка величины припуска на выхаживание. При этом во всех случаях процесс обработки заканчивается при одном и том же значении упругой деформации при одном и том же минимально возможном машинном времени на съем припуска S,
40
Для ПсиПачСПИЛ 1 wn UWJID1 I у МО It
и использован задатчик 34 усилия резания. Дискретные же команды на переключение задатчиков скоростей форми- руются четвертым компаратором 7 и его 45 выходными ключами 6, 11 и 30.
гУстройство работает следующим образом.
В начале цикла шлифования на входе тиристорного преобразователя 4 мощности с задатчика 5 скорости врезной подачи через дискретный пятый ключ 6 подается сигнал, в результате которого шлифовальный круг 3 сближается с деталью 19 с большой по величине-скоростью перемещения суппорт,а 2 (фиг.2, траектория скорости Vgp (S) представИнтегратор 29, подключенный на вход блока 25, вычисляет количество энергии, затрачиваемой на съем припуска S на этапе врезания:
t«
JK
39
1
dt.
где
V „
масштабный коэффициент. В момент окончания врезания при V /д,о, срабатьтает четвертый компаратор 7, который своим выходным седьмым ключом 30 передает информа
Т,
1
К
(5}
ре
где J, - эквивалентная жесткость упругой системы станка.
Его значение в виде электрического сигнала запоминается вторьп блоком 33 памяти, с выхода которого сигнал поступает затем на вход второго компаратора 14 с целью перестройки значения припуска S.2, пропорционально значению t,
6 а
К.
б
(6)
Вариации жесткости упругой системы станка и режущей способности круга контролируются совокупностью дополнительно введенных устройств и что ретатцио и п пр во ака ени одн маш ,
г40
45
50
Устройство работает следующим образом.
В начале цикла шлифования на входе тиристорного преобразователя 4 мощности с задатчика 5 скорости врезной подачи через дискретный пятый ключ 6 подается сигнал, в результате которого шлифовальный круг 3 сближается с деталью 19 с большой по величине-скоростью перемещения суппорт,а 2 (фиг.2, траектория скорости Vgp (S) представлена в виде кривой 35-36-41-42). После соприкосновения шлифовального кру- 55 га с деталью (точка 35 траектории) припуск начинает сниматься, т.е.
уменьшается, а скорость съема металги t/ (61
V начинает возрастать по закону
экспоненты.
Индуктивные датчики 20 и 21 начинают воспринимать изменение текущего припуска S и упругую деформацию SMQ
На ныходе первого 22 и второго 23 преобразователей напряжения имеют место соответствующие сигналы напряжения и ( и Uj t
и, K,(0,5D + S,j. ); (7) U К(0,5 D - Sa,j; ); К,, (8)
где К, и Kj коэффициенты преобразо- вания преобразователей 22 и 23,
На выходе блока 2 суммирования сигнал пропорционален контролируемому диаметру:
и, + и KD,(9)
а на вьрсоде блока 25 вычитания сигнал
К.
К,
(10)
Когда сигнал на выходе блока 25 вычитания, а следовательно, на первом входе четвертого компаратора 7 сравни |вается с сигналом, подаваемым с задат -ЗО 1чика 34 порогового значения усилия
резания F , то срабатывает четвертый компаратор 7, который своими дискретными ключами пятым 6 и шестым 1 1 производит, соответственно, отключение от входа тиристорного преобразователя 4 мощности задатчика 5 скорости врезной подачи и подключение задатчика 8 скорости черновой подачи VP, .. Этот момент соответствует S , а на траекториях скоростей Vgp и Уд,- точкам 43 и 46. Далее продолжается процесс чернового шлифования, при котором скорость поперечной подачи V., идет по траектории 43-37, а скорость съема металла Уд по траектории 46-48.
Сигналы с блока 24, пропорциональные текущему припуску обрабатываемой детали, непрерьгано поступают ;на первые входы компараторов 10, 14 и 18.
Когда текущий припуск достигает значения S, , установленного задатчи- ком 26, то срабатьгоает первьш компаратор 10, который своими дискретными ключами 9 и 15 производит переключение скоростей подачи с черновой V., на чистовую V. (отрезок траектории 37-38). При этом начинается процесс
чистового шлифования, характеризуемый траекториями скоростей f сг и соответственно, 38-39 и 48-49. При текущем припуске S,, срабатывает второй компаратор 14, который своим дискретным третьим ключом 13 отключает задатчик 12 от входа тиристорного преобразователя 4.
Электродвигатель 1 и суппорт 2 резко затормозятся (траектория 39-40), а процесс съема металла протекает в режиме размерного выхаживания по траектории 49-50. Когда весь припуск снят (S о), а диаметр детали становится номинальным, то срабатывает третий компаратор 18, который своим четвертым ключом 17, подключает задатчик 16 скорости быстрого отвода. В этот момент времени скорость съема металла (точка 50) равна V, и соответствует заданному уровню шероховатости поверхности. В процессе быстрого отвода суппорта 2 за счет действующих упругих деформаций станка снята, хотя и очень маленькая, но дополнительная часть припуска
К,
uS
УЗ
.11)
5
0
5
пропорциональная уровню упругой деформации на момент вьщачи дискретной команды третьим компаратором 18.
.Если по каким-то причинам (заменен шлифовальный круг, произведена под- наладка приспособления шлифовального станка) постоянная времени процесса Tjju уменьшается, эквивалентная жесткость упругой системы возрастает, то, если бы не бьшо устройства самонастройки припуска S, то траектория скорости съема металла Vy оказалась бы в виде отрезка 49-52. С точки зре- 5 ния обеспечения шероховатости поверхности условия создаются более благотак как V
(2)
: V
(О
, однаПрИЯТНЫе, .х ., „
f К
ко заметно З еличивается машинное время на выхаживание и в соответствии с выражением-(11)изменяется величина uS , которая отражается на величине диаметра обрабатываемой детали. Обычно значение uS компенсируется перед началом работы станка наладчиком, в данном же случае сказывается на стабильности размера. Таким образом, вариации TOU приводят к потерям производительности станка и к разбросу размера.
Однако в устройстве второй компаратор 14 в зависимости от величины времени на врезание tg в соответствии с выражением (6) изменяет величину припуска $2
Выхаживание начнется
уже при припуске ъ , процесс затормаживания поперечного суппорта проходит по траектории 44-45, а скорость съема металла V по траектории 53-50, так - что в конце обработки конечная скорость съема металла всегда равна требуемому значению V..,, Vf.V по
условиям шероховатости. Тем самым обеспечивается и стабильность диамет- рального размера и сокращение машинного времени на .выхаживание.
Формула изобретения
Устройство управления рабочим циклом при врезном шлифовании, содержащее два первичных индуктивных преобразователя текущего размера обрабатываемой детали, связанные через соответствующие преобразователи напряжения с блоком суммирования, первый компаратор, на выход которого включены первый и второй ключи, а вход связан с задатчиком припуска на чистовое шлифование, второй компаратор, на выход которого включен третий ключ, а вход связан с задатчиком припуска на вьйсаживание, третий компаратор, на выход которого включен четвертый ключ, а вход связан с задатчиком номинального размера, задатчик скорости врезной подачи, задатчик скорости
5
0
5
о
5
черновой подачи,. задатчик скорости чистовой подачи, задатчик скорости отвода суппорта, связанный через четвертый ключ с входом тиристорного преобразователя мощности, выход которого связан с приводным электродвигателем механизма поперечной подачи суппорта шлифовального круга, а выход блока суммирования соединен с входами, первого, второго и третьего компараторов, отличающееся тем, что, с целью повьппения точности и производительности, оно дополнительно снабжено блоком вычитания, вход которого связан с выходами преобразователей напряжения, четвертым компаратором, на выход которого включены пятый, шестой и седьмой ключи, задатчиком усилия резания, связанным с входом четвертого компаратора, интегратором, вход которого соединен с выходом блока вычитания, а вьпсод через соединенные последовательно седьмой ключ и введенные первый блок памяти, функциональньм преобразователь и второй блок памяти - с вторым кох- паратором, причем выход блока вычитания связан также с входом четвертого компаратора, вход тиристорного преобразователя через пятый ключ связан с задатчиком скорости врезной подачи, через соединенные последовательно шестой и первый ключи - с задатчиком скорости черновой подачи, а через соединенные последовательно шестой, второй и третий ключи - с задатчиком скорости чистовой подачи.
«иг./
м
V V/f
crj; с 9 s
0US.2
42 4-f
S, 5
| Самоустанавливающийся лабиринтный сальник | 1927 |
|
SU8321A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ БОКОВОЙ СТАБИЛИЗАЦИИ | 1921 |
|
SU445A1 |
