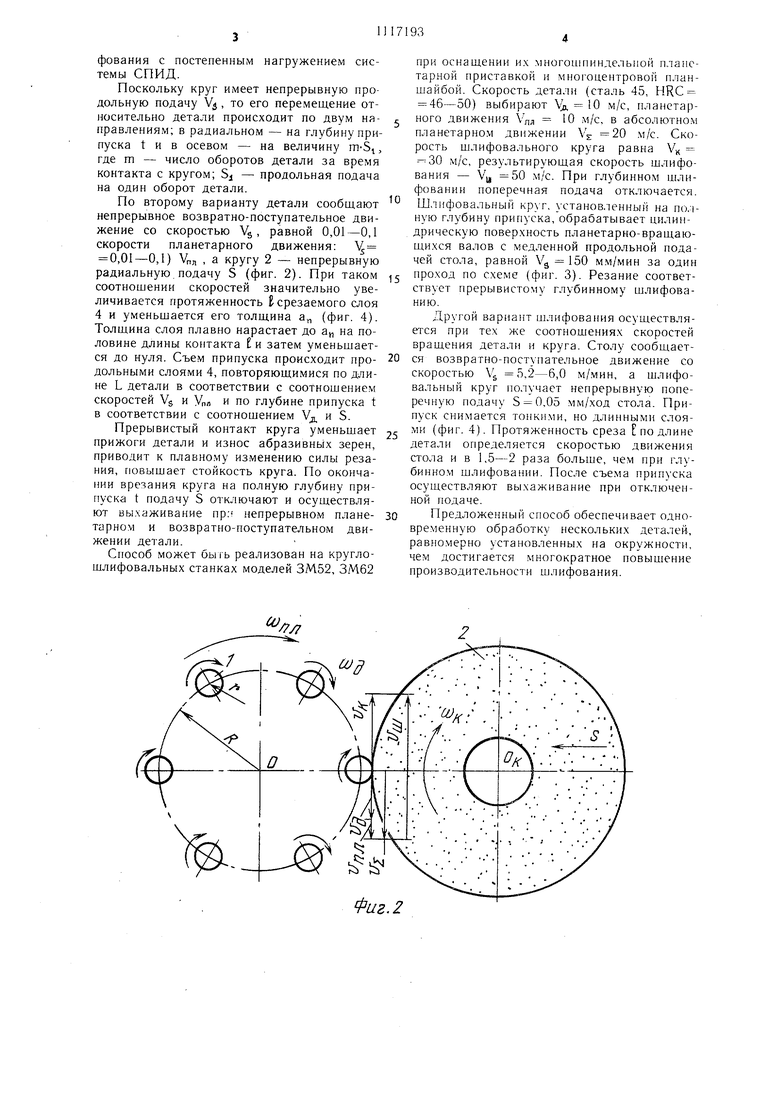
Изобретение относится к абразивной обработке, в частности к продольному круглому шлифованию деталей в центрах. Известен способ круглого шлифования при котором деталь получает врашение относительно своей оси навстречу вращению шлифовального круга и совершает обкаточное движение по круговой траектории, а шлифовальный круг получает относительное линейное перемещение 1. Недостатками известного способа являются постоянный контакт детали со шлифовальным кругом, вызывающий интенсивный разогрев детали; невозможность шлифования с относительной скоростью резания, значительно, в 1,5-2 раза превышающей скорость шлифовального круга; невозможность обработки длинных деталей типа валов. Цель изобретения - повышение произАительности обработки длинных деталей в цен трах. Поставленная цель достигается тем, что Согласно способу круглого шлифования, при котором деталь вращают относительно своей оси навстречу врашению шлифовального круга и перемещают по круговой траектории, а шлифовальному кругу сообщают относительное линейное перемещение, деталь непрерывно вращают по круговой траектории в направлении, попутном к врашению относительно своей оси. при этом реЗультируюшая скорость планетарного двиМнения детали выбирают равной 0,22 скорости вращения шлифовально1Ч) круга. Возможны варианты реализации способа. Согласно одному из них шлифовальный круг совершает продольное перемещение со скоростью подачи, согласно другому - поперечное перемещение со скоростью подачи, а деталь получает возвратно-поступательное движение со скоростью, равной 0,01-0,1 скорости вращения детали по круговой траектории. На фиг. 1 представлена общая схема осуществления способа; на фиг. 2 - положение деталей относительно шлифовального круга, вид сбоку; на фиг. 3 - схема съема припуска при глубинно.м шлифовании с продольной подачей щлифовального круга; на фиг. 4 - то же, при возвратно-поступательном движении деталей и радиальной подаче щлифовального круга. Способ осуществляется следующим образом. Детали I типа валов, установленные в центрах равномерно по окружности радиусом R, получают вращение вокруг своих осей с частотой Шд и попутное непрерывное, многократно повторяющееся планетарное вращение с частотой и)„ вокруг центра 0. Шлифовальный круг 2 имеет вращение с частотой . Абсолютная скорость детали V. равна скорости ее вращения V и скорости планетарного движения „,, iV Уд-Ь Ч-Упл , где Уд и2д-г, Урл и)рл (R + r). Абсолютная скорость детали составляет 0,2- 2 скорости вращения шлифовального круга. Уменьшение абсолютной скорости дета.ли в планетарном движении менее 0,2 скорости круга значительно, до микровеличин, уменьшает толщины среза режущими зернами шлифовального круга. Это приводит к повышенному засаливанию круга и разогреву детали, что значительно увеличивает энергию шлифования. Увеличение абсолютной скорости детали в планетарном движении выше двух скоростей круга значительно удлиняет зону контакта, что также вызывает интенсивный разогрев детали. УК л)-Гк и противоположны к ней по направлению в зоне контакта (г - радиус детали, г - радиус круга). Такое отношение скоростей обеспечивает высокую относительную скорость шлифования Ущ Ук+Уд-ЬУпл при сравнительно небольших составляюших скоростях. Например, при Уд УПЛ 0,5У,( скорость шлифования равна УШ 2Уи и при скорости вращения круга УК 30 соответствует скорости шлифования УШ 60 м/с. Способ реализуется двумя вариантами. По одному из них шлифовальный круг 2, рабочая часть которого заправлена на конус с углом в планер, устанавливают на всю глубину припуска t и перемещают с продольной подачей У«,. Съе.м припуска происходит прерывисто с периодом, равным времени одного оборота детали в планетарном движении (фиг. 3). Во время контакта ,со шлифовальным кругом деталь совершает несколько оборотов вокруг своей оси. Срезание припуска t происходит слоями 3 с переменной толщиной, сначала возрастающей а . а 2 а 3 а затем убывающей ...a теоретически до нуля по мере приближения оси детали к оси круга О на линии центров О-0. Ширина слоев постепенно возрастает до величины, равной подаче S шлифовального круга за один планетарный оборот дeтav и и приращению Sf от врезания конусной части круга на всю 1лубину припуска {. Ь 5о4-5ц, гдеЪт - наибольшая ширина слоя; Sf t-ctgf. Увеличение ширины среза по .мере убывания толщины способствует плавному изменению силы резания.Минимальная толщина среза а„ за последний оборот детали при выходе ее оси на линию центров О-Oic соответствует макси.мальной ширине среза Ь. При врезании толщине а соответствует минимальная ширина среза. Таким образом происходит плавное изменение силы шлифования с постепенным нагружением системы СПИД. Поскольку круг имеет непрерывную продольную подачу V , то его перемещение относительно детали происходит по двум направлениям; в радиальном - на глубину припуска t и в осевом - на величину rn-S,, где m - число оборотов детали за время контакта с кругом; S - продольная подача на один оборот детали. По второму варианту детали сообщают непрерывное возвратно-поступательное движение со скоростью Vg , равной 0,01-0,1 скорости планетарного движения: 0,01-0,1) УПЛ , а кругу 2 - непрерывную радиальную, подачу S (фиг. 2). При таком соотношении скоростей значительно увеличивается протяженность срезаемого слоя 4 и уменьщается его толщина а„ (фиг. 4). Толщина слоя плавно нарастает до а„ на половине длины контакта и затем уменьшается до нуля. Съем припуска происходит продольными слоями 4, повторяющимися по длине L детали в соответствии с соотношением скоростей Vg и Упл и по глубине припуска t в соответствии с соотношением Уд и S. Прерывистый контакт круга уменьшает прижоги детали и износ абразивных зерен, приводит к плавному изменению силы резания, повышает стойкость круга. По окончании врезания круга на полную глубину припуска t подачу S отключают и осуществляют выхаживание пр:-: непрерывном планетарном и возвратно-поступательном движении детали. Способ может быть реализован на круглошлифовальных станках моделей ЗМ52, ЗМ62 при оснащении и.х многошпиндельиои планетарной приставкой и многоцентровой планшайбой. Скорость детали (сталь 45, HRC 46-50) выбирают i, 10 м/с, планетарного движения УЛЛ 10 м/с, в абсолютном планетарно.м движении У 20 м/с. Скорость шлифовального круга равна V м/с, результирующая скорость шлифования - УН 50 м/с. При глубинном шлифовании поперечная подача отключается. Шлифовальный круг, установленный на полную глубину припуска, обрабатывает цилиндрическую поверхность планетарно-вращающихся валов с медленной продольной подачей стола, равной Уд 150 м.м/мин за один про.ход по схеме (фиг. 3). Резание соответствует прерывистому глубинному шлифованию. Другой вариант шлифования осуществляется при тех же соотношениях скоростей вращения детали и круга. Столу сообщается возвратно-поступательное движение со скоростью Vs 5,2-6,0 м/мин, а шлифовальный круг получает непрерывную поперечную подачу 5 0,05 мм/ход стола. Припуск снимается тонкими, но длинными слоями (фиг. 4). Протяженность среза Е по длине детали определяется скоростью движения стола и в 1.5-2 раза больше, чем при глубинном шлифовании. После съема припуска осуществляют выхаживание при отключенной подаче. Предложенный способ обеспечивает одновременную обработку нескольких деталей, равномерно установленных на окружности, чем достигается многократное повышение производительности 1нлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1989 |
|
SU1764953A1 |
| Способ абразивной обработки | 1978 |
|
SU764942A1 |
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| Способ врезного плоско-профильного глубинного шлифования | 2024 |
|
RU2837566C1 |
| Способ глубинного шлифования с правкой шлифовального круга | 1989 |
|
SU1703396A1 |
| Способ управления режимом врезного шлифования | 1982 |
|
SU1087317A1 |
| СПОСОБ ШЛИФОВАНИЯ | 2003 |
|
RU2240219C1 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |

СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ, при котором деталь вращают отСОд носительно своей оси навстречу вращению шлифовального круга и перемешают по круговой траектории, а шлифовальному кругу сообш,ают относительное линейное перемещение, отличающийся тем, что, с целью повышения производительности обработки длинных деталей в центрах, деталь непрерывно вращают по круговой траектории в направлении, попутном к вращению относительно своей оси, при этом результирующую скорость планетарного движения детали выбирают равной 0,2-2 скорости вращения шлифовального круга. со ОО Фиг.1
ФиеЛ
Фаг.5
f f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯИ ДОВОДКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙТИПА ТЕЛ ВРАЩЕНИЯШ0*;,п-йг:ртпп , 0:чи<!иГ k У" I | 1972 |
|
SU424695A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
