(54) ХОНИНГОВАЛЬНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКЕ ГИЛЬЗ ЦИЛИНДРОВ | 1992 |
|
RU2064975C1 |
| Многорядная хонинговальная головка | 1987 |
|
SU1512757A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1997 |
|
RU2128573C1 |
| Способ финишной обработки гильз и цилиндров двигателей | 1987 |
|
SU1583262A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| СПОСОБ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2012 |
|
RU2497651C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2008 |
|
RU2374060C1 |
| СПОСОБ ОБРАБОТКИ ГИЛЬЗ ЦИЛИНДРОВ С НАКАТЫВАНИЕМ ПОВЕРХНОСТИ ПЕРЕД ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКОЙ (ФАБО) | 1996 |
|
RU2110391C1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
1
Изобретение относится к машиностроению и может быть использовано при финишной обработке деталей с цилиндрическими отверстиями, например гильз цилиндров двигателей внутреннего сгорания.
Известна хонинговальная головка, содержащая соединенный с тягой корпус с брусками, установленными на колодках, связанных с механизмом разжима, и систему подвоДа технологической жидкости в зону обработки, включающую установленную с возможностью вращения на тяге втулку с внутренней кольцевой полостью, соединенной с внещней магистралью, и трубопровод, расположенный на тяге и соединенный с одной стороны с кольцевой полостью втулки, а с другой - с полостью планки, установленной на корпусе между брусков и имеющей выходное отверстие в радиальном направлении 1.
Однако это устройство не обеспечивает высокого качества обработки деталей с использованием полимерсодержащей жидкости, так как невозможно регулирование дозы подаваемой в зону обработки жидкости.
Цель изобретения - повышение качества обработки при применении полимерсодержащей технологической жидкости.
Указанная цель достигается тем, что головка снабжена дозатором, выполненным внутри планки в виде перепускного клапана, причем ось выпускного отверстия в планке расположена под острым углом к оси корпуса.
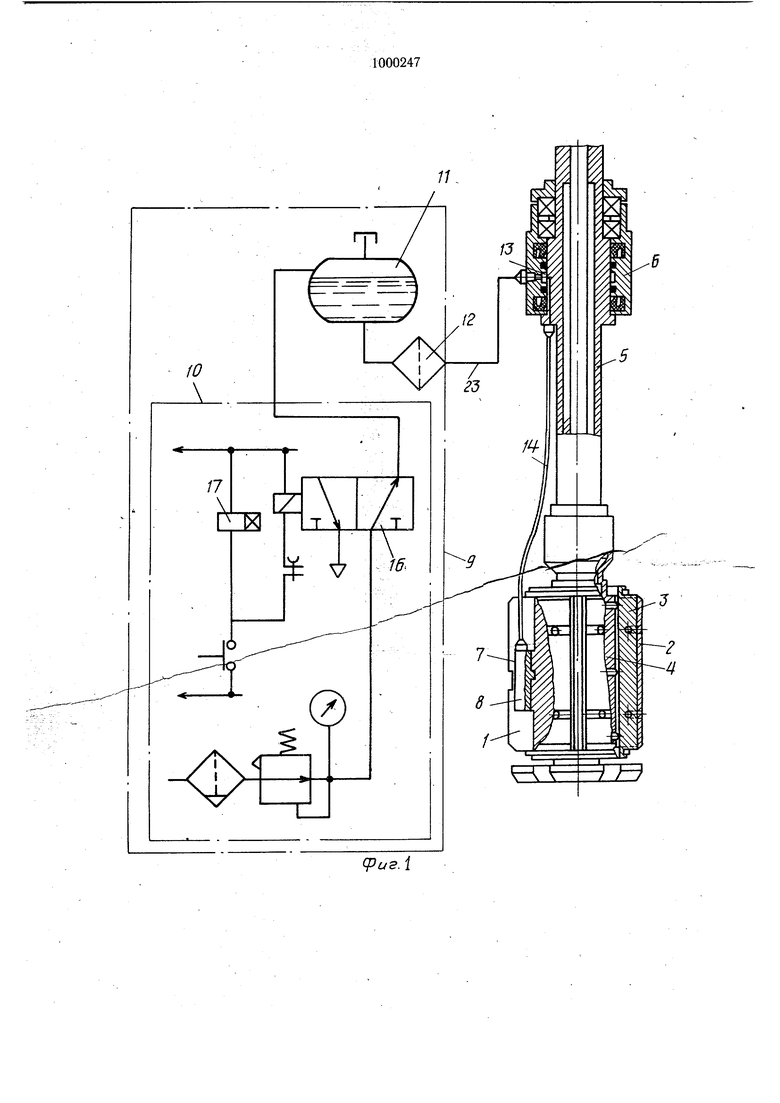
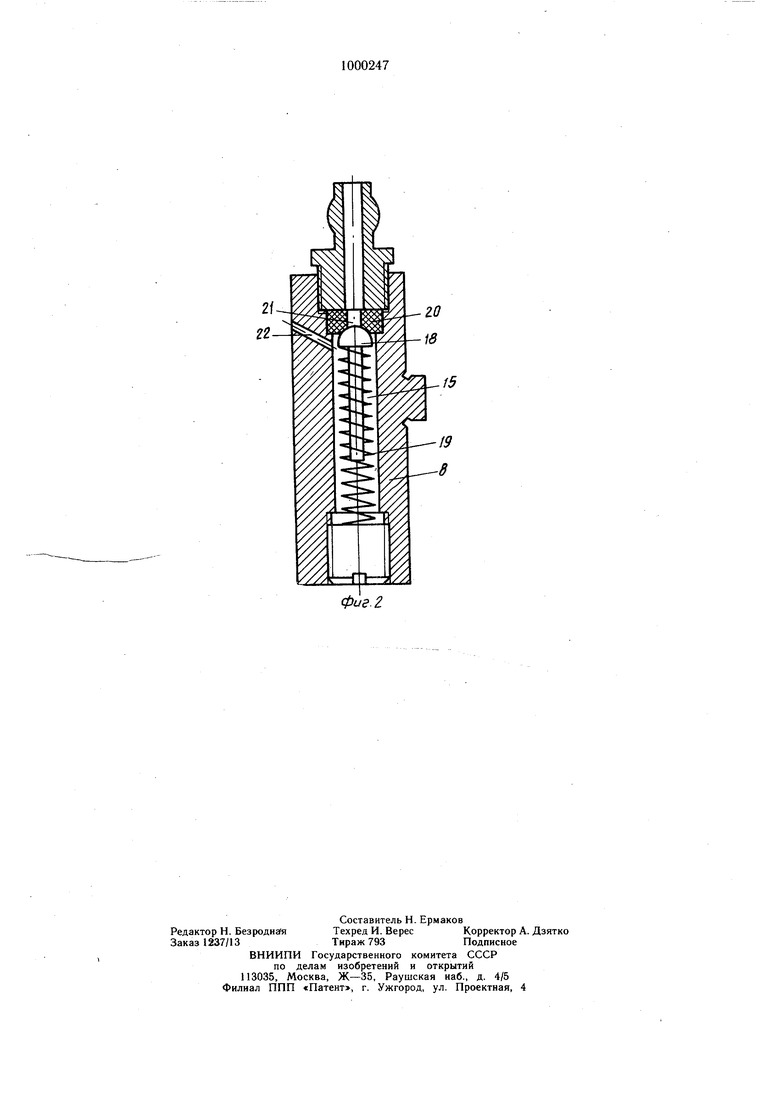
На фиг. 1 показана головка, общий вид; на фиг. 2 - дозатор.
Головка имеет корпус 1 с антифрикцион10ными брусками 2, установленными на колодках 3, кинематически связанных с механизмом 4 разжима тягу 5, на которой установлена втулка 6 для подвода технологической жидкости к вращающемуся дозатору 7, выполненному в плаНке 8, а также устройство
15 9 для порционной подачи жидкости, включающее систему 10 управления подачей и дозировкой, герметически закрытый бак 11 с полимерсодержащей жидкостью и фильтр 2Q 12. Втулка 6 имеет внутреннюю кольцевую полость 13, которая посредством трубопровода 14 соединена с полостью 15 в планке 8. Втулка 6 и трубопровод 14 образуют систему подвода технологической жидкости в зону обработки.
Система управления подачей и дозировкой жидкости включает пневмораспределитель 16 и электронное реле 17 времени.
Дозатор 7 выполнен в виде перепускного клапана 18 с пружиной 19 и имеет гибкое упругое кольцо 20 с центральным отверстием 21. В ланке 8 имеется выпускное отверстие 22, ось которого расположена под острым углом к оси корпуса 1. Полость втулки 6 соединена магистралью 23 с фильтром 12.
Хонинговальная головка работает следующим образом.
Корпус 1 хонинговальной головки входит в гильзу цилиндра (не показана), при этом подается сигнал в систему 10 управления, открывается пневмораспределитель 46, включается электронное реле 17 времени. Сжатый воздух из сети подается в герметически закрытый бак 11 с полимерсодержащей жидкостью, давление в баке повышается и полимерсодержащая жидкость через фильтр 12 поступает во втулку 6, обеспечивающую связь стационарно установленного бака 11 с вращающимся вместе с корпусом 1 хонинговальной головки дозатором 7. Под давлением полимерсодержащей жидкости сферический клапан 18 сжимает пружину 19, открывается отверстие 21 гибкого кольца 20 и жидкость заполняет полость 15 в планке 8.
Через наклонно расположенное выпускное отверстие 22 происходит выброс полимерсодержащей жидкости в зону обработки. Наклон отверстия 22 обеспечивает лучщее распыление полимерсодержащей жидкости и исключает подтекание дозатора 7 в закрытом состоянии. Затем реле 17 времени дает команду на пневмораспределитель 16, отключается подача сжатого воздуха в бак 11, давление в котором падает до атмосферного. При этом перепускной клапан 18 под действием пружины 19 закрывает отверстие 21 гибкого упругого кольца 20, образуя на внутренней поверхности гильзы цилиндра равномерную тонкую пленку.
Количество впрыскиваемой полимерсодержащей жидкости и продолжительность обработки зависят от диаметра и длины гильзы цилиндра. Так, например, при обработке гильз цилиндров диаметром от 80 до 165 мм количество п.олимера расходуется от 0,3 до
1 , а время полирования составляет 15-45 с.
Использование хонинговальной головки для обработки антифрикционными брусками в полимерсодержащей среде позволяет расширить технологические возможности применения типовых хонинговальных головок, которые обеспечивают образование композиционного антифрикционного покрытия на рабочей поверхности гильз цилиндров. Гильзы цилиндров с такой композиционной антифрикционной пленкой предотвращают прижоги поршневых колец, исключают задиры порщней и гильз цилиндра, ускоряют приработку, снижают удельный расход топлива на 1,5-2,0 г/л.с.ч. и расход масла на угар на 4-11 г/ч.
Предлагаемая хонинговальная головка отличается высокой точностью дозирования за единицу времени, что обеспечивает повышение качества обработки.
Экономический эффект в народном хозяйстве от внедрения хонинговальной головки составляет 390 тыс. руб. в год.
Формула изобретения
Хонинговальная головка, содержащая соединенный с тягой корпус с брусками, установленными на колодках, связанных с механизмом разжима, и систему подвода технологической жидкости в зону обработки, включающую установленную с возможностью вращения на тяге втулку с внутренней кольцевой полостью, соединенной с внещней магистралью, и трубопровод, расположенный на тяге и соединенный с одной стороны с кольцевой полостью втулки, а с другой - с полостью планки, установленной на корпусе между брусков и имеющей выходное отверстие в радиальном направлении, отличающаяся тем, что, с целью повышения качества обработки при использовании поли-, мерсодержащей технологической жидкости, она снабжена дозатором, выполненным внутри планки в виде перепускного клапана, причем ось выпускного отверстия в планке расположена под острым углом к оси корпуса.
Источники информации, принятые во внимание при экспертизе 1. Сагарда А. А. и др. Алмазно-абразивная обработка деталей машин. Киев, «Техника, 1974, с. 107.
