1
(21)4336350/25-08
(22)01.12.87
(46) 07.10.89. Бюл. № 37
(71)Курский филиал Центрального проектного и конструкторско-технологического бюро «Росагропромремтехпроект
(72)В. А. М-анухин, А. В. Болдырев, В. В. Лосев и А. В. Ларин
(53)621.922.079(088.8)
(56)Авторское свидетельство СССР № 1220757, кл. В 24 В 33/08, 1984.
(54)МНОГОРЯДНАЯ ХОНИНГОВАЛБ- НАЯ ГОЛОВКА
(57)Изобретение относится к хонинговаль- ным станкам, а именно к хонинговальным
головкам в независимой регулировкой каждого обрабатывающего пояска брусков, и позволяет расширить технологические возможности инструмента. Для этого обоймы 7, несущие колодки 8 с абразивными брусками 9, из которых состоит корпус хона, базируются на цилиндрической поверхности втулки 2. Обоймы 7 фиксируются с помощью регулировочных элементов 6, контактирующих торцовой частью с обоймой, а резьбовой с жестко закрепленной на втулке 2 гильзой 5. Это позволяет полностью использовать перемещение составного конуса разжима 1 относительно корпуса для радиальной подачи брусков. 1 ил.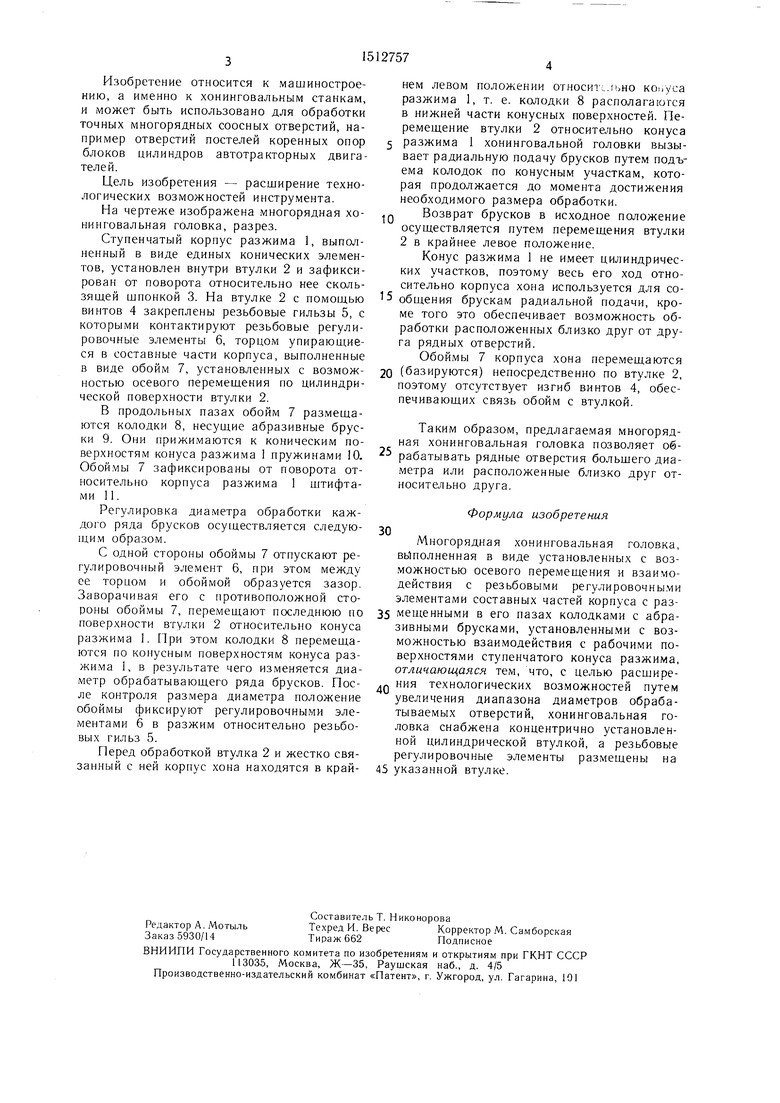
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорядная хонинговальная головка | 1984 |
|
SU1220757A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
| Механизм разжима брусков хонинговального станка | 2015 |
|
RU2617186C2 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1949 |
|
SU85356A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2008 |
|
RU2374060C1 |
| Устройство для горизонтального хонингования отверстий | 1980 |
|
SU973320A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
Изобретение относится к хонинговальным станкам, а именно к хонинговальным головкам с независимой регулировкой каждого обрабатывающего пояска брусков, и позволяет расширить технологические возможности инструмента. Для этого обоймы 7, несущие колодки 8 с абразивными брусками 9, из которых состоит корпус хона, базируются на цилиндрической поверхности втулки 2. Обоймы 7 фиксируются с помощью регулировочных элементов 6, контактирующих торцовой частью с обоймой, а резьбовой с жестко закрепленной на втулке 2 гильзой 5. Это позволяет полностью использовать перемещение составного конуса разжима 1 относительно корпуса для радиальной подачи брусков. 1 ил.
SS
(Л
J
О1
ю сд
Изобретение относится к машиностроению, а именно к хонинговальным станкам, и может быть использовано для обработки точных многорядных соосных отверстий, например отверстий постелей коренных опор блоков цилиндров автотракторных двигателей.
Цель изобретения - расширение технологических возможностей инструмента.
На чертеже изображена многорядная хо- нинговальная головка, разрез.
Ступенчатый корпус разжима 1, выполненный в виде единых конических элементов, установлен внутри втулки 2 и зафиксирован от поворота относительно нее сколь- зяшей шпонкой 3. На втулке 2 с помош,ью винтов 4 закреплены резьбовые гильзы 5, с которыми контактируют резьбовые регулировочные элементы б, торцом упирающиеся в составные части корпуса, выполненные в виде обойм 7, установленных с возможностью осевого перемещения по цилиндрической поверхности втулки 2.
В продольных пазах обойм 7 размещаются колодки 8, несущие абразивные бруски 9. Они прижимаются к коническим поверхностям конуса разжима 1 пружинами 10. Обоймы 7 зафиксированы от поворота относительно корпуса разжима 1 штифтами 11.
Регулировка диаметра обработки каждого ряда брусков осуществляется следующим образом.
С одной стороны обоймы 7 отпускают регулировочный элемент 6, при этом между ее торцом и обоймой образуется зазор. Заворачивая его с противоположной стороны обоймы 7, перемещают последнюю по поверхности втулки 2 относительно конуса разжима 1. При этом колодки 8 перемещаются по конусным поверхностям конуса разжима 1, в результате чего изменяется диаметр обрабатывающего ряда брусков. После контроля размера диаметра положение обоймы фиксируют регулировочными элементами б в разжим относительно резьбовых гильз 5.
Перед обработкой втулка 2 и жестко связанный с ней корпус хона находятся в крайнем левом положении относит:..(ьно конуса разжима 1, т. е. колодки 8 располагаюгся в нижней части конусных поверхностей. Перемещение втулки 2 относительно конуса
разжима 1 хонинговальной головки вызывает радиальную подачу брусков путем подъема колодок по конусным участкам, которая продолжается до момента достижения необходимого размера обработки.
Q Возврат брусков в исходное положение осуществляется путем перемещения втулки 2 в крайнее левое положение.
Конус разжима 1 не имеет цилиндрических участков, поэтому весь его ход относительно корпуса хона используется для со5 общения брускам радиальной подачи, кроме того это обеспечивает возможность обработки расположенных близко друг от друга рядных отверстий.
Обоймы 7 корпуса хона перемещаются
0 (базируются) непосредственно по втулке 2, поэтому отсутствует изгиб винтов 4, обеспечивающих связь обойм с втулкой.
Таким образом, предлагаемая многорядная хонинговальная головка позволяет об- рабатывать рядные отверстия больщего диаметра или расположенные близко друг относительно друга.
Формула изобретения
30
Многорядная хонинговальная головка, выполненная в виде установленных с возможностью осевого перемещения и взаимодействия с резьбовыми регулировочными элементами составных частей корпуса с раз35 мещенными в его пазах колодками с абразивными брусками, установленными с возможностью взаимодействия с рабочими поверхностями ступенчатого конуса разжима, отличающаяся тем, что, с целью расшире.Q ния технологических возможностей путе.м увеличения диапазона диаметров обрабатываемых отверстий, хонинговальная головка снабжена концентрично установленной цилиндрической втулкой, а резьбовые регулировочные элементы размещены на
45 указанной втулке.
