Изобретение относится к машиностроению и может использоваться: в ремонтном, авторемонтном производстве при хонинговании. Целью изобретения является повышение качества обработки и наде:кности работы хонинговальной 1оловки за счет предохранения ее от поломок путем при менения в приводе устройства разжима брусков пневмоцилиндра двустороннего действия с фиксированным на середине поршнем. На чертеже изображена хонинговальная головка для предварительной и окончательной обработки, общий вид. Хонинговальная головка состоит из собственно хона и механизма разжима брусков. Хон содержит корпус 1, в котором размещены два комплекта колодок 2 с брусками для предварительной и окончательной обработки, разжимной стержень 3 с коническими поверхностями, разжимные планки 4, направляющий кор пус 5, сверху на корпус надет калибр .6, а на колодки - две кольцевые пружины 7. Присоединяется к станку хон при помощи конуса 8. Механизм для разжима брусков крепится также к станку и состоит из пневмоцили1-щра и элементов, которыми он связан с разжимным стержнем. Пневмоцилиндр двустороннего дейст вия содержит цилиндр 9, поршень 10 со штоком 11, нижний 12 и верхний 13 фланцы, плунжер 14, пружины 15 и 16 штока и плунжера соответственно. Сверху к пневмоцилиндру прикреплен стакан 17, а снизу на конце штока - вращающаяся муфта 18, связанная с толкателем 19 разжимного штока. Хонинговальная головка работает следующим образом. При пуске станка она вводится в обрабатываемое отверстие и ей придаются вращательное и возвратно-поступательное движения, подается сжатый воздух в верхнюю полость пневмоцилиндра (нижняя полость соединена с атмосферой), при этом поршень 10 со штоком 11 движется вниз и через вращающуюся муфту 18 передает усилие толкателем 19 разжимному стержню 3 и далее через разжимные планки 4 одному комплекту колодок 2 с брусками для предварительной обработки. TaKHN образом производится предварительное хонингование до тех пор, пока калибр 6 не войдет нижней ступенью в обрабатываемое отверстие. При движении поршня 10 вниз плунжер 14 движется вверх, сжимая пру- жину 16. Как только калибр 6 войдет в обрабатываемое отверстие (что означает окончание предварительной обработки) он своим фланцем нажмет на рычаг, сработает электроконтактный датчик 20, который даст команду на переход на другой режим обработки, при котором изменятся скорости вращения и возвратно-поступательного движения хонинговальной головки, а сжатый воздух направится золотником распределителя в нижнюю часть пневмоцилиндра, верхняя полость соединится с атмосферой. Под действием сжатого воздуха поршень 10 со штоком 11, вращающейся муфтой 18, толкателем 19, разжимным штоком 3, а также плунжером 14, преодолевая усилие пружины плунжера 16, движутся вверх. При этом движении колодки с брус-ками предварительной обработки под действием пружин 7 выходят из соприкосновения с обрабатываемой поверхностью, а колодки с брусками окончательной обработки продвигаются в радиальном направлении до соприкосновения с обрабатываемой поверхностью. Начинается окончательная обработка отверстия и заканчивается она как только калибр 6 второй ступенью войдет в обрабатываемое отверстие, фланцем нажмет на рычаг, которьм нажмет на второй электроконтактный датчик. Сначала прекращается подача сжатого воздуха, поршень 10 пневмоцилиндра занимает среднее положение под действием пружины 16 плунжера 14, а также пружины 15. Колодки 2 с брусками обоих комплектов занимают исходное положение (будут утоплены в пазах корпуса 1 головки и прижаты к цилиндрическим поверхностям разжимного стержня 3 пружинами 7). Формула изобретения ХонинговсШьная головка для предварительной и окончательной обработки, содержащая корпус со смонтированным в нем механизмом разжима брусков, выполненным в виде цилиндра двустороннего действия с размещенным в нем
подпружиненным с двух сторон поршнем,ду поршнем и верхней пружиной, конец
шток которого связан с разжимным ко-которой установлен с возможностью
нусом, отличающаяся тем,взаимодействия с диом введенночто, с целью повышения качества об-го в устройство и закрепленработки, головка снабжена плунжером,5 ноге в крышке цилиндра старасположенным в крьгапсе цилиндра меж-кана.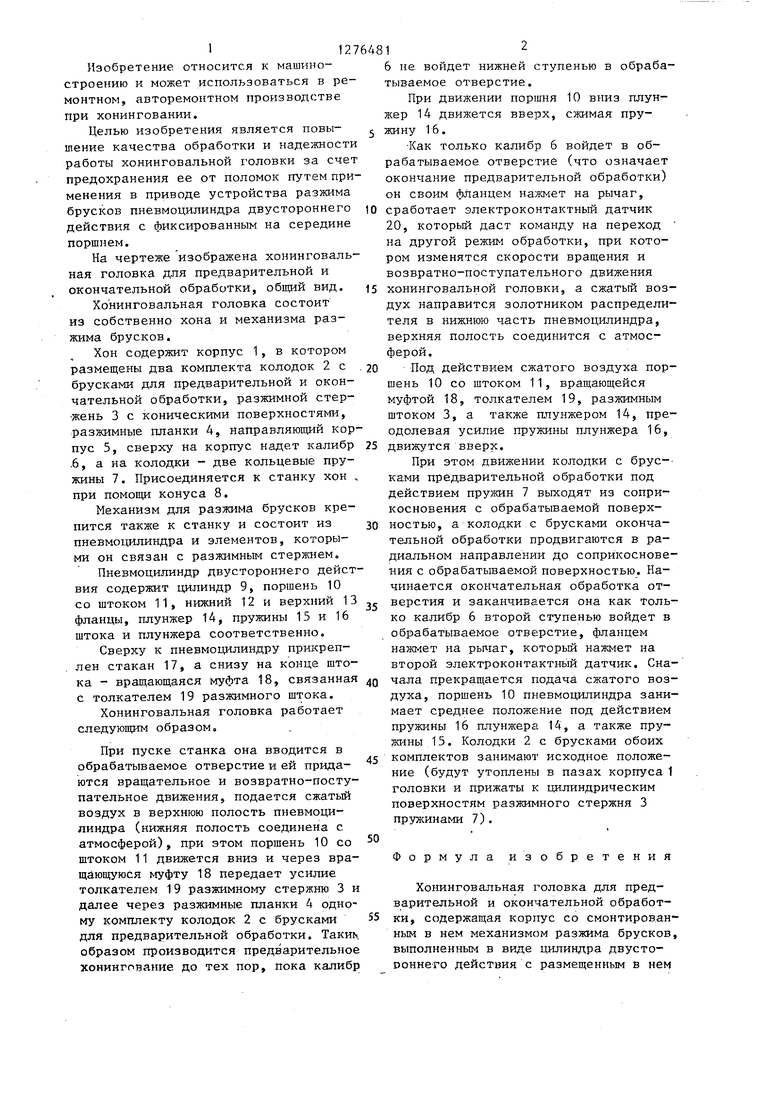
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка | 1989 |
|
SU1701492A1 |
| Хонинговальная головка | 1985 |
|
SU1281384A1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
Изобретение относится к маишностроению и может быть использовано в ремонтном производстве при хонингованиио Изобретение--позволяет повысить качество обработки за счет фиксации поршня механизма разжима в определенном положении, что предохраняет хонинговальную головку от поломок. Пневмоцилиндр механизма разжима двустороннего действия содержит цилиндр 9, поршень 10 со штоком 11, нижний 12 и верхний 13 фланщ,, плунжер 14 и пружины 15 и 16 штока и плунжера соответственно. В исходном положении поршень 10 пружиной 15 поджимается к плунжеру 14 и фиксируется в заданном положении совместно со штоком разжима брусков, тем самым предохраняя бруски от поломки при вводе их в обрабатываемое отверстие в начале цикла обработки. 1 ил. W
| Хон | 1961 |
|
SU150379A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
