Изобретение относится к области машиностроения, а именно к средствам упрочнения поверхностей деталей с их высокоточной обработкой.
Известны хонинговальные головки, включающие цилиндрический корпус, в продольных прорезях которого расположены колодки с обрабатывающими элементами в виде шлифовальных брусков, причем вдоль оси цилиндрического корпуса расположен механизм разжима колодок (1,2). В данном случае при помещении головки внутрь обрабатываемого цилиндра на его внутреннюю поверхность осуществляют воздействие шлифовальными брусками, что дает возможность уменьшить шероховатость обрабатываемой поверхности и на 10 - 15% повысить ее твердость. Однако эти показатели в большинстве случаев недостаточны и необходимы несколько головок для оптимальной обработки.
Наиболее близкой к известной является хонинговальная головка, включающая цилиндрический корпус, в продольных прорезях которого расположены, чередуясь, колодки двух групп обрабатывающих элементов, причем на оси цилиндрического корпуса размещен механизм разжима первой или второй групп колодок, а обрабатывающие элементы первой группы выполнены в виде шлифовальных брусков (3). В данном случае вторая группа колодок имеет обрабатывающие элементы в виде двугранного угла, что не позволяет осуществлять достаточное уплотнение обрабатываемой поверхности.
Технической задачей данного изобретения является повышение качества уплотнения с одновременной высокоточной обработкой поверхности.
Указанная задача решается за счет того, что она снабжена средством подачи к обрабатываемой поверхности смазочно-охлаждающей жидкости, включающей приработочную присадку, а обрабатывающие элементы второй группы выполнены в виде расположенных по длине соответствующей колодки инденторов со сферической рабочей поверхностью, причем отношение радиусов данной сферической поверхности к радиусу обрабатываемой детали не превышает 0,1.
Поиск, проведенный по техническим источникам информации показал, что заявленное изобретение соответствует условиям патентоспособности изобретения.
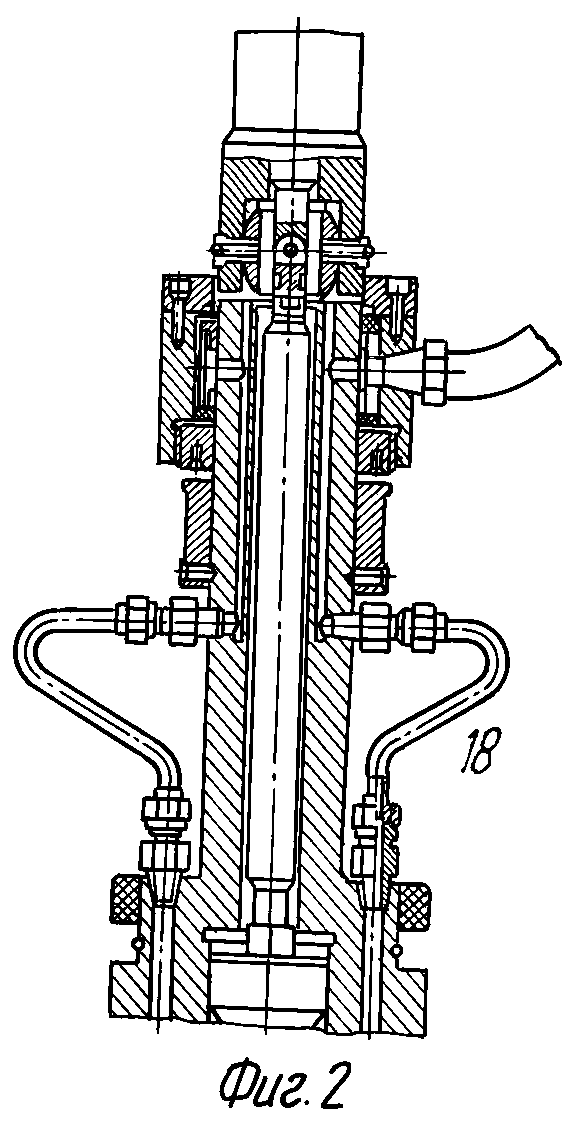
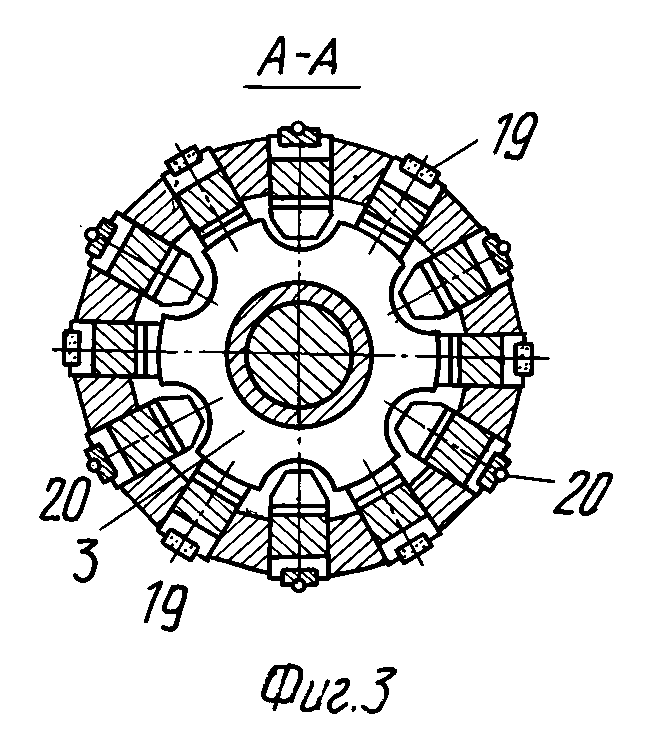
На фиг. 1 показан вертикальный разрез головки, на фиг. 2 - сопряжение головки со средством подачи к обрабатываемой поверхности смазывающе-охлаждающей жидкости (СОЖ), на фиг. 3 - разрез фиг. 1 по А-А.
Хонинговальная головка (фиг. 1) включает колодки 1 двух групп обрабатывающих элементов, которые расположены в прорезях цилиндрического корпуса 2, механизм разжима первой или второй групп колодок 1, выполненный в виде фигурной шайбы 3, втулки 4, прокладки регулировочной 5, подпятника 6, башмака 7, кольца переключающего 8, штифта 9 и штока 10. Головка также включает соединительные штифты 11, квадрат 12, стопорный шарик 13, пружину 14, винт 15, кольцевую пружину 16 и шарик 17. Средство подачи 18 к обрабатываемой поверхности СОЖ (фиг. 2) выполнено в виде соответствующих каналов в теле корпуса 1 и соединительных шлангов. Обрабатывающие элементы первой группы колодок 1 выполнены в виде шлифовальных брусков 19, а обрабатывающие элементы второй группы колодок 1 - в виде инденторов 20 со сферической рабочей поверхностью, причем соотношение радиуса данной сферической поверхности каждого индентора 20 к радиусу обрабатываемой детали не превышает 0,1. В качестве СОЖ могут применяться технологические составы, представленные в (4), в авт. св. СССР 1778165, патент РФ 2041253 и т.д., т.е. содержащие по крайней мере одну приработочную присадку с поверхностно-активными /ПАВ/ и металло-плакирующими добавками, причем в качестве ПАВ может использоваться олеиновая кислота. ПАВ способствует реализации эффекта Ребиндера, заключающегося в снижении прочности металла на срез, что облегчает процесс разрушения узлов схватывания и увеличивает интенсивность приработки поверхностей трения, причем в большинстве случаев на обрабатываемой поверхности получается антифрикционное приработочное покрытие их металлов /в большинстве случаев меди/ и полимеров.
Хонинговальная головка работает следующим образом. Цилиндрический корпус и обрабатываемую деталь приводят относительно друг друга во вращательно-поступательное перемещение, включают механизм разжима, который при одном положении фигурной шайбы 3 воздействует на хвостовики одной группы колодок 1 и разжимает колодки 1 с обрабатывающими элементами в виде шлифовальных брусков 19. Бруски 19 осуществляют шлифовку внутренней обрабатываемой поверхности детали при относительном возвратно-поступательном перемещении брусков относительно поверхности и одновременно несколько упрочняют ее. Далее при другом положении фигурной шайбы 3 она разжимает хвостовики другой группы колодок 1 с обрабатывающими элементами в виде инденторов 20 сферической формы, одновременно к обрабатываемой поверхности посредством средства 18 подается СОЖ, например типа ОГМ. В процессе контакта инденторов 20 с обрабатываемой поверхностью осуществляется ее пластическая деформация и на поверхности образуется пленка из металла или его соединений, которые также проникают в глубь обрабатываемой детали, что повышает антифрикционные свойства поверхности. При применении присадки типа ОГМ это пленка из меди. Одновременно в процессе деформации инденторами 20 происходит упрочнение обрабатываемой поверхности. После заданного времени обработки цикл заканчивается и в случае необходимости его повторяют. Эксперименты позволили определить границу соотношений радиуса сферической поверхности индентора 20 к радиусу обрабатываемой детали, это отношение не должно превышать 0,1, в противном случае повышение прочности детали и качество ее обработки на данном этапе не будут существенно отличаться от обработки брусками 19.
Применение указанной головки позволяет на 30-50% повысить конечную прочность обрабатываемой детали, существенно увеличить качество обрабатываемой поверхности и одновременно повысить антифрикционные свойства обработанной поверхности, что в совокупности позволяет во много раз снизить затраты на обработку детали.
Источники информации
1. Патент США N 4655007, кл. B 24 B 33/02, 1987.
2. Патент США N 4065881, кл. B 24 B 33/08, 1978.
3. Заявка ФРГ N 3447361, кл. B 24 B 33/08, 1986.
4. Носихин П.И. Повышение качества и ускорение обкатки отремонтированных дизелей на основе современных достижений трибологии. Автореферат диссертации на соискание ученой степени доктора технических наук. -Москва, МГАУ, 22.05.97.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1997 |
|
RU2128572C1 |
| Хонинговальная головка | 1990 |
|
SU1781011A1 |
| МНОГОРЯДНАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2095224C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| Способ финишной обработки гильз и цилиндров двигателей | 1985 |
|
SU1329949A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
Изобретение относится к области машиностроения, а именно к средствам упрочнения поверхностей деталей с их высокоточной обработкой. Хонинговальная головка включает цилиндрический корпус, в продольных прорезях которого расположены, чередуясь, колодки двух групп обрабатывающих элементов. На оси цилиндрического корпуса размещен механизм разжима первой или второй групп колодок. Обрабатывающие элементы первой группы выполнены в виде шлифовальных брусков, а обрабатывающие элементы второй группы - в виде инденторов сферической формы. Головка также снабжена средством подачи к обрабатываемой поверхности смазочно-охлаждающей жидкости, включающей приработочную присадку. После работы шлифовальных брусков механизм разжима вводит в работу инденторы, которые с помощью приработочной присадки не только упрочняют обрабатываемую поверхность, но и придают ей антифрикционные свойства. 3 ил.
Хонинговальная головка, включающая цилиндрический корпус, в продольных прорезях которого расположены, чередуясь, колодки двух групп обрабатывающих элементов, причем на оси цилиндрического корпуса размещен механизм разжима первой или второй групп колодок, а обрабатывающие элементы первой группы выполнены в виде шлифовальных брусков, отличающаяся тем, что она снабжена средством подачи к обрабатываемой поверхности смазочно-охлаждающей жидкости, включающей приработочную присадку, а обрабатывающие элементы второй группы выполнены в виде расположенных по длине соответствующей колодки инденторов со сферической рабочей поверхностью, причем отношение радиусов данной сферической поверхности к радиусу обрабатываемой детали не превышает 0,1.
| DE 3447361 A1, 03.07.86 | |||
| Способ финишной обработки гильз и цилиндров двигателей | 1985 |
|
SU1329949A1 |
| Способ финишной обработки | 1990 |
|
SU1775273A1 |
| Способ финишной обработки гильз и цилиндров двигателей | 1987 |
|
SU1583262A1 |
| RU 2062209 C1, 20.06.96 | |||
| Инструмент для чистовой обработки поверхностей вращения | 1985 |
|
SU1250448A2 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЙНОГО МАРМЕЛАДА | 1993 |
|
RU2081614C1 |
| DE 3447361 A1, 03.07.86 | |||
| DE 3819240 A1, 31.08.89. | |||
