Для изготовления точных ироволочных потенциометров требуется проволока высокого сопротивления, имеющая одинаковое по ее длиие сопротивление.
Предметом изобретения является устройство для получения такой проволоки, осуществляюгцее ее калибровку путем снятия излигиков металла на соответствующих участках проволоки и доводки омического сопротивления этих участков до требуемой величины.
Особенностью предлагаемого устройства, обеспечивающей повыщеиие качества обработки проволоки и увеличение производительности, является выполнение устройства в виде автоматизированной установки для электролнтического полирования с иилиндрическим катодом, через который обрабатываемая проволокапротягнвается со скоростью, изменяющейся автоматически в зависимости от величины омического сопротивления обрабатываемого участка нрово.. локи, непрерывно измеряемого в процессе обработки.
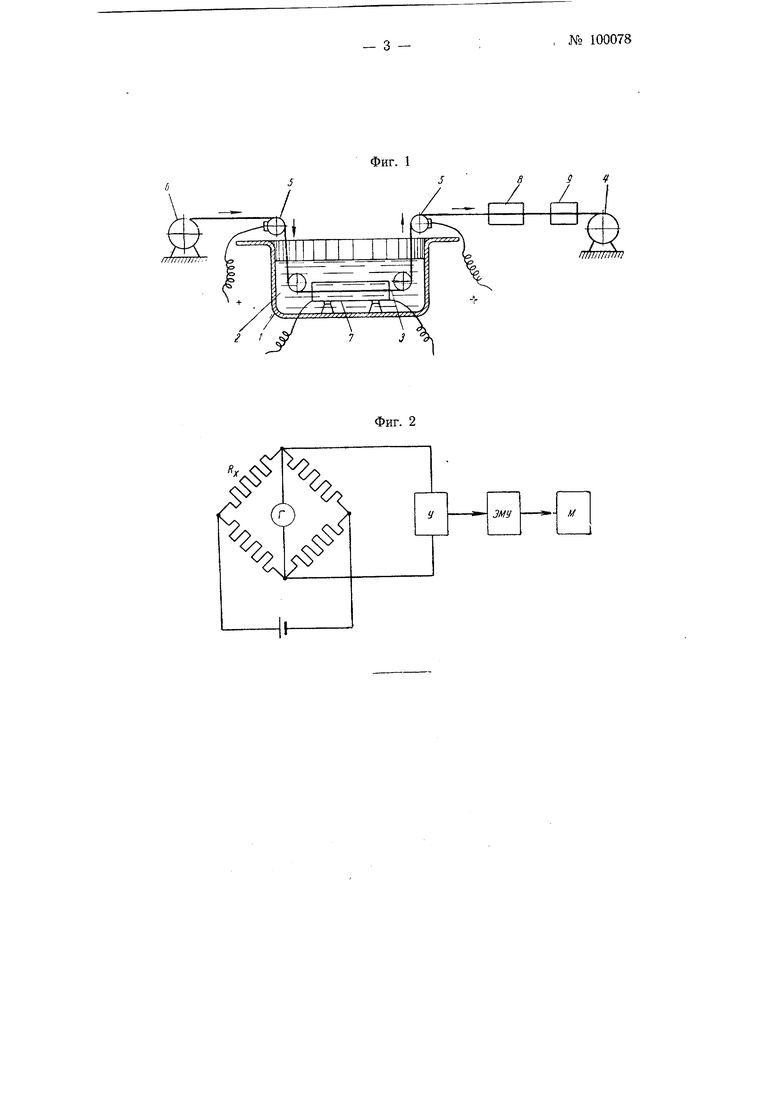
На фиг. 1 схематически показано иредложепное устройство; на фиг. 2 представлена его электрическая блоксхема.
Основным элементом устройства является ванна 1, содержащая сериофосфорно-.хромовый электролит 2, подогреваемый до температуры 85- 90° С, которая поддерживается при помощи терморегулятора с точностью ± 1° С.
Обрабатываемая проволока 3, являющаяся анодом, с помощью электродвигателя М (фиг. 2), сидящего на одном валу с катушкой 4, перематывается через ролики 5 с катущки 6. В процессе перематывания проволока проходит через электролит 2 и трубу 7, являющуюся катодом. Труба-катод 7, выполненная из нержавеющей стали, установлена на подставках в ванне 1.
По выходе из ванны 1 проволоку 3 пропускают через водяную ванну 8, прнсущивают горячим воздухом, далее пропускают через масляную ванну 9 и в готовом для дальнейщей обработки виде наматывают на катушку 4.
Участок отроволоки 3, находящейся в ванне 7, через ролики 5 включен в схему моста, образуя одно его плечо R.- (фиг. 2). В диагональ моста через электронный усилитель У и электромашииный усилитель ЭМУ включен электродвигатель А , приводящий во вращение катущку 4.
В случае поступления в ванну / проволоки с сопротивлением ниже требуемого равновесие моста нарушается, что указывается гальванометром Г. Электромашинный усилитель ЭМУ изменяет скорость вращения двигателя М в зависимости от величины тока разбаланса моста, обусловленного сопротивлением участка проволоки, находящегося в ванне.
Электродвигатель Л1 . регулирует скорость вращения катушкИ 4, в результате чего непрерывное движение проволоки через, ванну осуществляется с различной скоростью. В отсутствие разбаланса моста скорость движения проволоки имеет максимальную величину и практически процесс полировки проволоки не происходит.
При возникновении разбаланса моста и его увеличении скорость проволоки соответственно уменьшается и происходит процесс съема металла по диаметру проволоки, находящейся в ванне. Равномерноеть съема металла по диаметру проволоки обеспечивается равномерной плотностью тока
по сечению проволоки, имеющей, как и труба-катод 7, круглую форму.
Предмет изобретения
Устройство для калибровки проволоки электрического сопротивления по ее длине, осуществляющее снятие излишков металла на соответствующих участках проволоки и доводку омического сопротивления этих участков до требуемой величины, отличающееся тем, что, с целью повышения качества обработки и увеличения производительности, оно выполнено в виде автоматизированной установки для электролитического полирования с цилиндрическим катодом, через который обрабатываемая проволока протягивается со скоростью, изменяющейся в зависимости от величины омического сопротивления обрабатываемого участка проволоки, непрерывно измеряемого в процессе обработки проволоки.
5 i(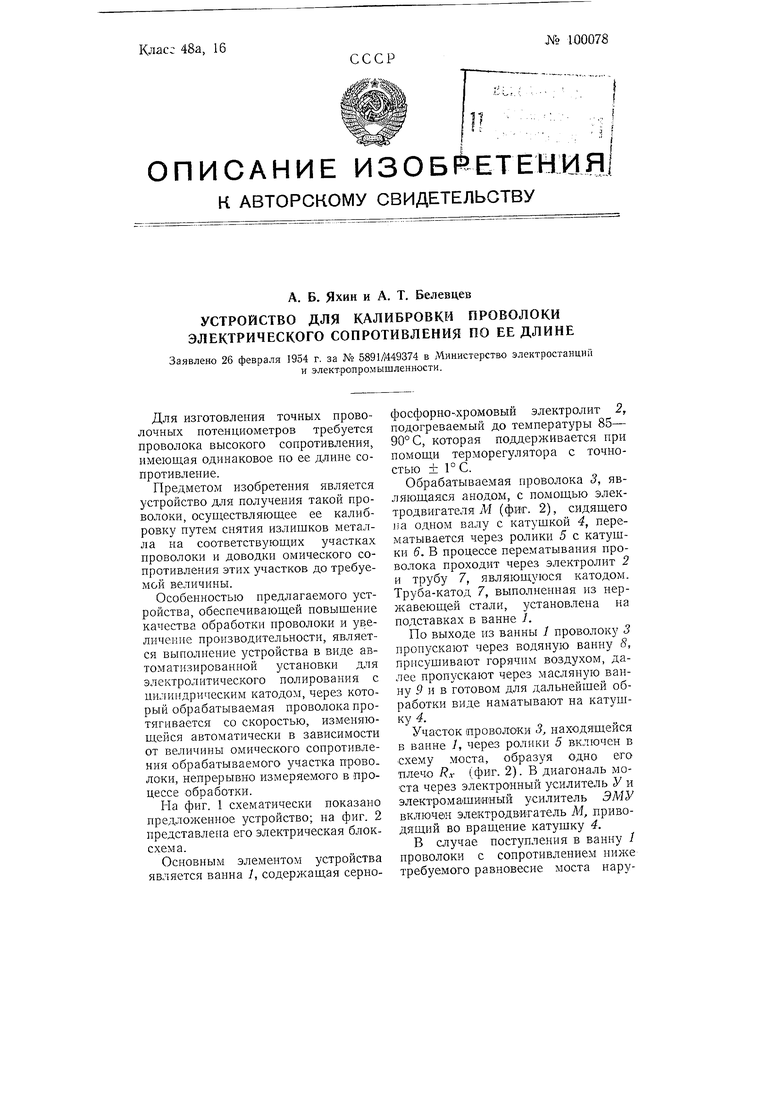
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимического полирования сферических тел и устройство для его осуществления | 1979 |
|
SU859489A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ СТЕРЖНЕВЫХ ЗАГОТОВОК ДЛЯ ПРОИЗВОДСТВА МЕДИЦИНСКОГО ИНСТРУМЕНТА | 1992 |
|
RU2064538C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2146580C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО | 1968 |
|
SU210235A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2003 |
|
RU2260079C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2002 |
|
RU2229543C2 |
| Способ электролиза и потенциостатическая установка для его осуществления | 1987 |
|
SU1514833A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СПЛАВОВ ЦИРКОНИЯ | 1990 |
|
SU1805695A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ ИМПУЛЬСАМИ ТОКА | 2007 |
|
RU2361019C1 |
| Способ определения распределения плотности тока на поверхности длинномерного изделия | 1978 |
|
SU787494A1 |