Изобретение представляет собой усовершенствование протяжного автомата модели 7А590 по авт. св. № 71088, предназначенного для нрорезки шлицев в головках винтов и шурупов. Этот автомат при обработке шлицев в винтах с потайной головкой не обеспечивает получения качественной детали, так как у основания шлица образуется заусенец со стороны выхода инструмента, что не допускается техническими требованиями.
Отличительной особенностью описываемого станка является то, что для снятия заусенцев при непрерывном поточном процессе нарезания шлицев на торце протяжкодержателя установлен механизм с подпружиненным резцом, ось которого связана с реечным транспортером, несущим изделия.
На фиг. I показан общий вид механизма, на фиг. 2 - разрез механизма по оси поворота резца.
Механизм получает привод от движения ползущек транспортера станка, которые снабжены зубчатыми рейками..
Рейки ползушек поочередно входят в зацепление с ведущей шестерней / механизма и через валик. 2, конические шестерни 3 w. 4, валик 5 и зубчатую полумуфту 6 приводят во вращение плоский кулачок 7. Последний перемещает толкатель 8, упирающийся другим торцем в круглую рейку 9, внутри которой находится пружина 10, прижимающая толкатель 8 к рабочей поверхности плоского кулачка 7. Круглая рейка 9 зацепляется с шестерней-валиком //, на нижнем конце которого в направляющих типа «ласточкин хвост установлена находящаяся под воздействием пружины 12 резцедержавка 13 с закрепленным на ней подпрун иненным резцом 14.
При совмешении впадины плоского кулачка 7 с толкателем 8 резец 14 под воздействием пружины W на рейку 9, находящуюся в зацеплении с щестерней-валиком 11, поворачивается и касается конической поверхности изделия 15, вышедшего из-под протяжки.
В первый момент соприкосновения подпружиненного резца с изделием пружина 12 резцедержавки 13 сжимается, затем по мере поворота инструмента и продвижения изделия начинает разжиматься, что в сочетании с высокой скоростью поворота резца, в несколько раз превосходящей скорость протягивания, обеспечивает контакт режущей кромки рез„ца с изделием навсем пути среза заусенца.
Отвод резца в исходное положение осуществляется плоским кулачком 7.
Установка требуемого положения резца 14 относительно изделия 15 осуществляется поворотом упорного винта 16 между рейкой 9 и толкателем 8, а также поворотом кулачка 7 относительно зубчатой полумуфты 6, на соприкасающихся торцах которых нарезаны «мышиные зубья.
Предмет изобретения
Автоматический станок для прорезания шлицев в головках винтов и т. и. работ по авт. св. № 71088, отличающийся тем, что, с целью снятия заусенцев при непрерывном поточном процессе нарезания шлицев, на торце протяжкодержателя расположен механизм с подпружиненным резцом, приводимым во вращение около оси каждого винта, выходящего из-под протяжки, при помощи зубчатых реек транспортерной пары.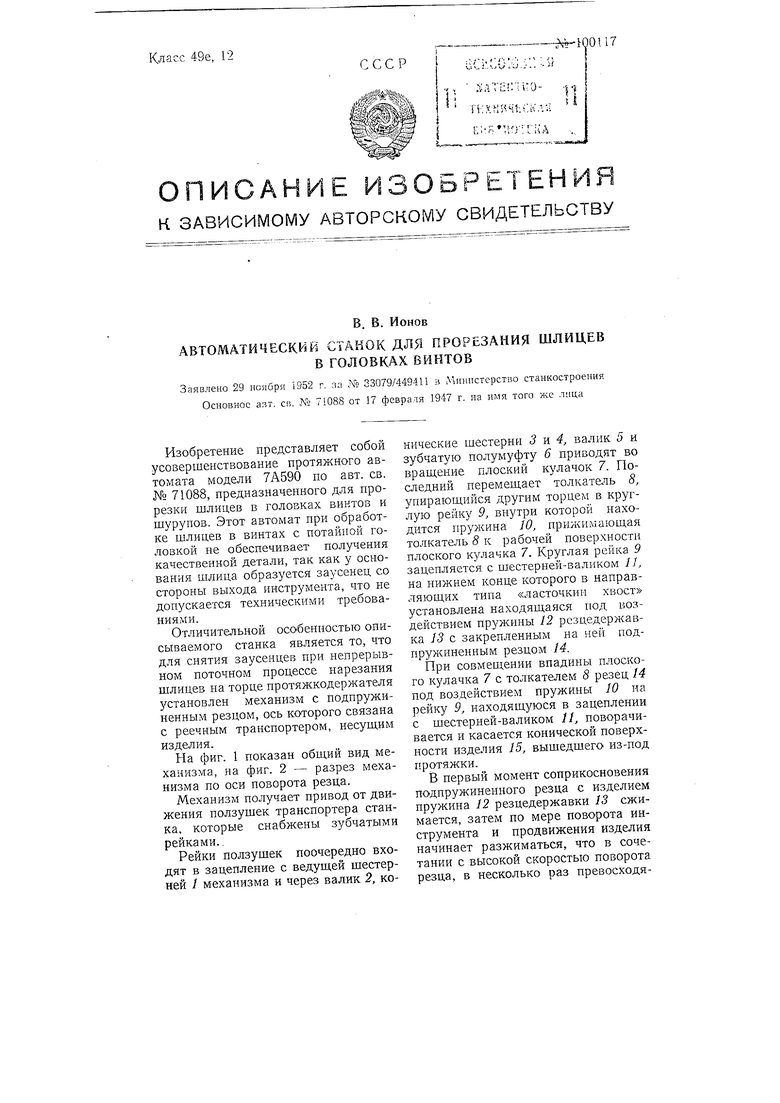
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационный шлицепротяжной автомат | 1957 |
|
SU121645A1 |
| Автоматический станок для обработки шлицев в головках винтов | 1947 |
|
SU71088A1 |
| Непрерывный протяжной автомат | 1949 |
|
SU87539A1 |
| ПРОТЯЖНОЙ АВТОМАТ | 1969 |
|
SU249153A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИВОД САЯПИНА И ЭЛЕКТРОПНЕВМАТИЧЕСКОЕ УПРАВЛЯЮЩЕЕ УСТРОЙСТВО | 1998 |
|
RU2131065C1 |
| Контрольный автомат к резьбонакатному станку | 1951 |
|
SU95928A1 |
| ПРОТЯЖНОЙ СТАНОК | 1971 |
|
SU298459A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
S №
Фиг. 2
