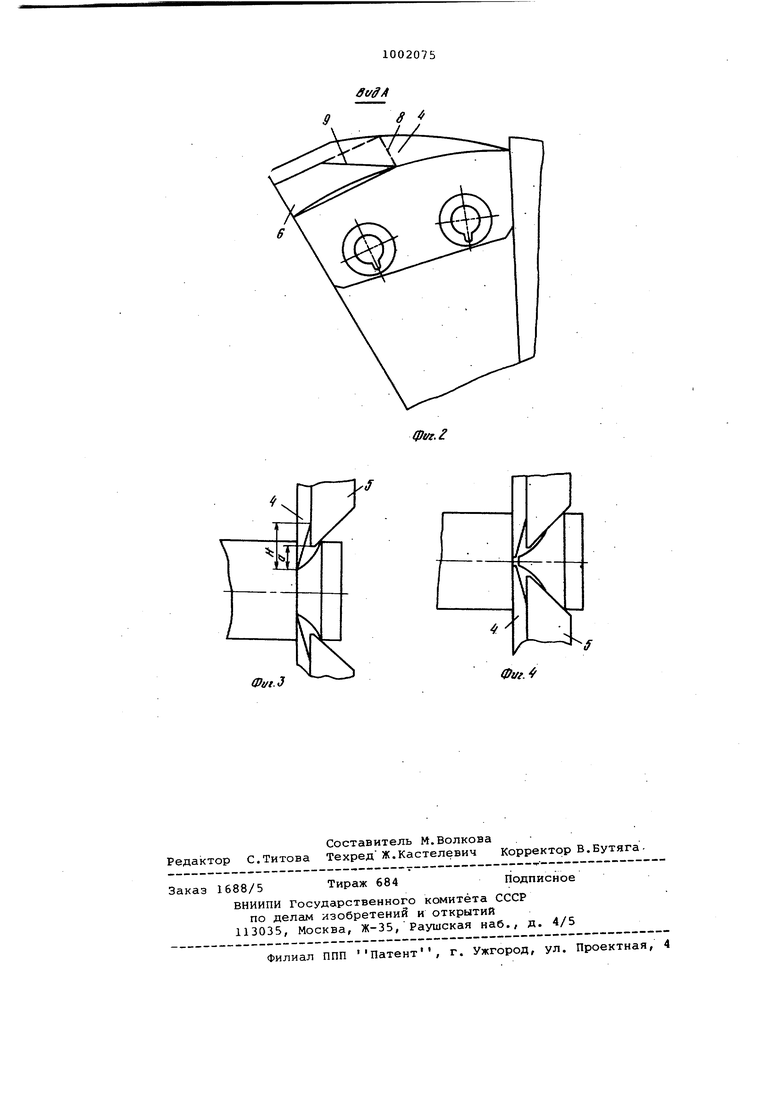
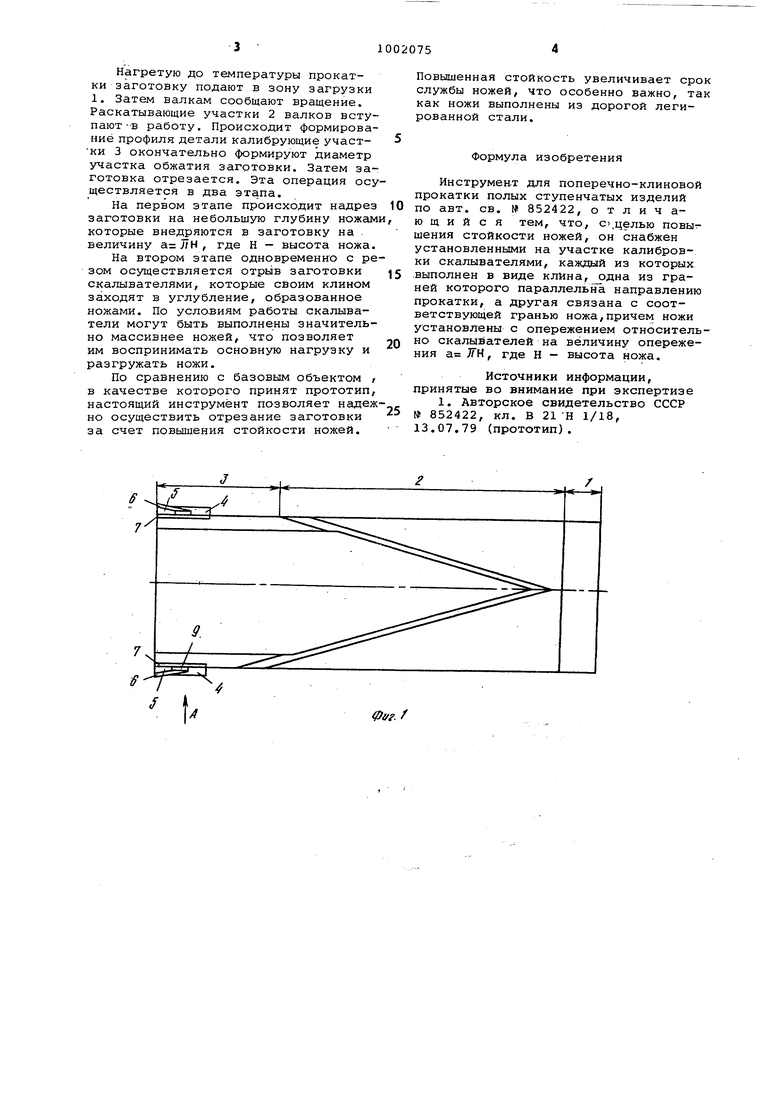
Нагретую до температуры прокатки заготовку подают в зону загрузки 1. Затем валкам сообщают вращение. Раскатывающие участки 2 валков вступают --в работу. Происходит формирование профиля детали калибрующие участки 3 окончательно формируют диаметр участка обжатия заготовки. Затем заготовка отрезается. Эта операция осуществляется в два этапа.
На первом этапе происходит надрез заготовки на небольшую глубину ножами которые внедряются в заготовку на . величину , где В - высота ножа.
На втором этапе одновременно с резом осуществляется отрыв заготовки скалывателями, которые своим клином заходят в углубление, образованное ножами. По условиям работы скалыватели могут быть выполнены значительно массивнее ножей, что позволяет им воспринимать основную нагрузку и разгружать ножи.
По сравнению с базовым объектом , в качестве которого принят прототип, настоящий инструмент позволяет надеж но осуществить отрезание заготовки за счет повышения стойкости ножей.
Повышенная стойкость увеличивает срок службы ножей, что особенно важно, так как ножи выполнены из дорогой легированной стали.
Формула изобретения
Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий по авт. св. 852422, отличающийся тем, что. С),целью повыгшения стойкости ножей, он снабжен установленными на участке калибровки скалывателями, каждый из которых .выполнен в виде клина,рдна из граней которого параллельнЪ направлению прокатки, а другая связана с соответствующей гранью ножа,причем ножи установлены с опережением относительно скалывателей на величину опережения а JTH, где Н - высота ножа.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 852422, кл. В 21 Н 1/18, 13.07.79 (прототип).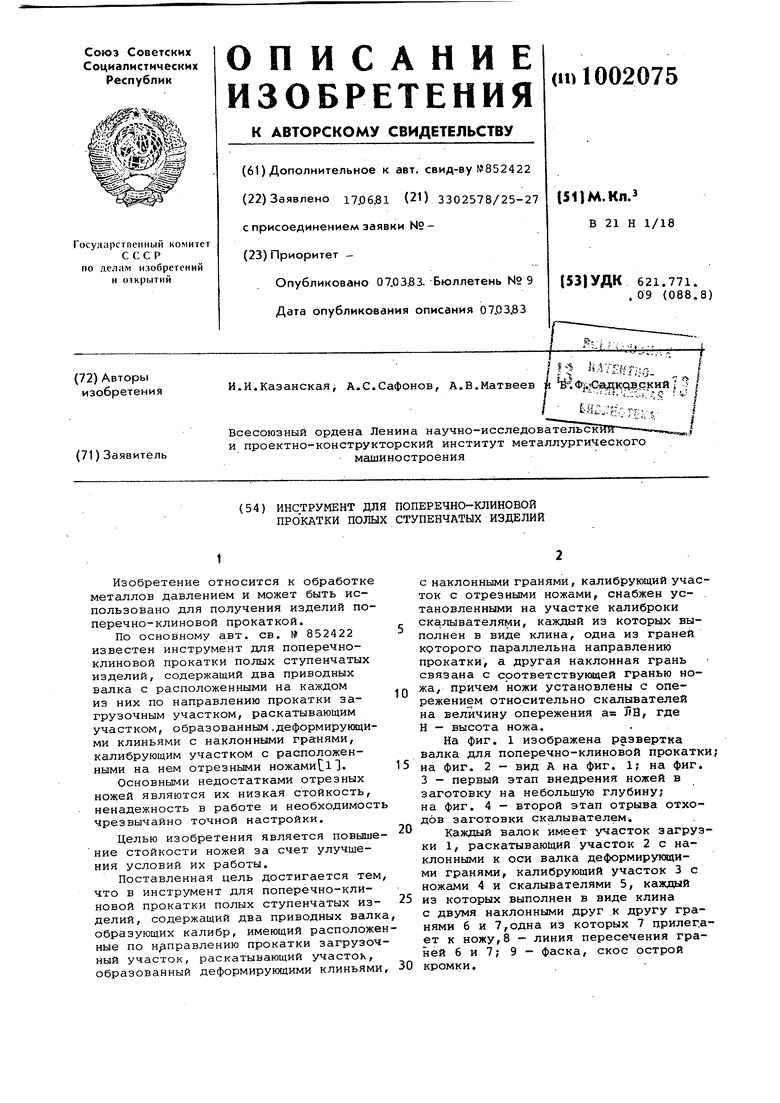
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Валок для получения буртов на заготовках,имеющих форму тел вращения | 1980 |
|
SU965577A2 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Валок для получения буртов на заготовках, имеющих форму тел вращения | 1978 |
|
SU780938A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ ЗАГОТОВОК МНОГОГРАННОЙ И КРУГЛОЙ ФОРМЫ В НАНОСТРУКТУРНОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ТИТАНОВЫХ ЗАГОТОВОК | 2009 |
|
RU2418092C1 |