Фиг. 2
ми первого 1 и второго 2 переходов и отрезной нож 4. Инструмент снабжен двугранным деформирующим элементом (ДДЭ) 3, расположенным на калибрующем участке клиньев первого перехода на расстоянии L от боковой поверхности клина, примыкающей к его вершине L (Н - 2 ha2) I/(Н - 2 hi}2+ + (2,3...3,5) (ha - hi), где Н - закрытая высота инструмента; hi - высота клина первого перехода; hz - высота клина второго перехода; I - расстояние от боковой поверхности клина второго перехода, примыкающей к его вершине, до отрезного ножа. Наклонные грани ДДЭ расположены под углом 25-35° к основанию плиты, а высота его равна высоте клина второго перехода. На первом переходе клиньями 1 выкатывается цилиндрический участок с утяжиной на концевом участке заготовки. Затем с помощью ДДЭ 3 выкатывается кольцевая канавка, граничная с обра зова иной утяжиной. На втором переходе клинья 2 формуют цилиндрический участок до окончательных разме- ров, причем канавка препятствует дальнейшему образованию утяжины. Отрезным ножом 4 отрезается отход. В результате прокатки волна поверхностного слоя материала, смещаемая вдоль оси заготовки, поглощается предварительно оформленной ДДЭ канавкой, что препятствует дальнейшему образованию утяжины. 5 ил.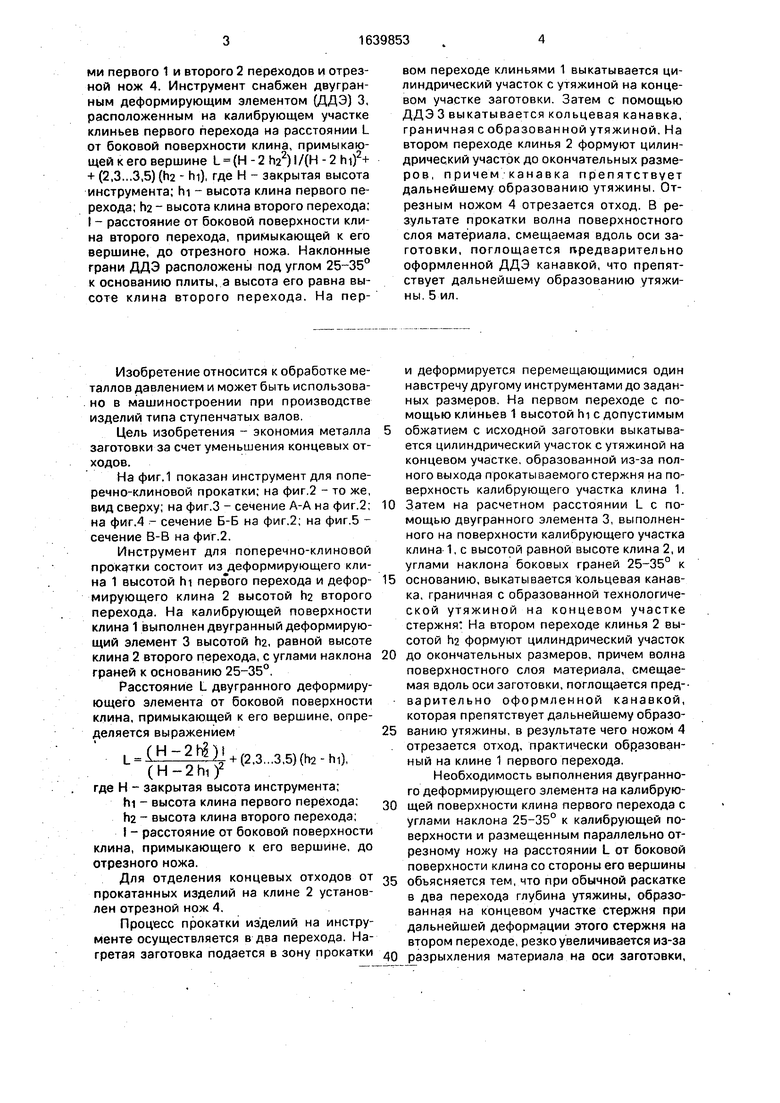

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Инструмент для одновременной поперечноклиновой прокатки двух изделий типа ступенчатых валов | 1976 |
|
SU610594A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Инструмент для поперечно-клиновой прокатки спаренных ступенчатых валов | 1989 |
|
SU1690929A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU948504A1 |
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при производстве изделий типа ступенчатых валов Цель изобретения - экономия металла за счет умень- шения концевых отходов изделия Инструмент содержит две плиты с размещенными на них деформирующими клинья
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при производстве изделий типа ступенчатых валов.
Цель изобретения - экономия металла заготовки за счет уменьшения концевых отходов.
На фиг.1 показан инструмент для поперечно-клиновой прокатки; на фиг.2 - то же, вид сверху; на фиг.З - сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - сечение В-В на фиг.2.
Инструмент для поперечно-клиновой прокатки состоит из деформирующего клина 1 высотой hi первого перехода и деформирующего клина 2 высотой ha второго перехода. На калибрующей поверхности клина 1 выполнен двугранный деформирующий элемент 3 высотой ha, равной высоте клина 2 второго перехода, с углами наклона граней к основанию 25-35°.
Расстояние L двугранного деформирующего элемента от боковой поверхности клина, примыкающей к его вершине, определяется выражением
(2335)(
где Н - закрытая высота инструмента;
hi - высота клина первого перехода;
ha - высота клина второго перехода;
I - расстояние от боковой поверхности клина, примыкающего к его вершине, до отрезного ножа.
Для отделения концевых отходов от прокатанных изделий на клине 2 установлен отрезной нож 4.
Процесс прокатки изделий на инструменте осуществляется в два перехода. Нагретая заготовка подается в зону прокатки
и деформируется перемещающимися один навстречу другому инструментами до заданных размеров. На первом переходе с помощью клиньев 1 высотой hi с допустимым
обжатием с исходной заготовки выкатывается цилиндрический участок с утяжиной на концевом участке, образованной из-за полного выхода прокатываемого стержня на поверхность калибрующего участка клина 1.
Затем на расчетном расстоянии L с помощью двугранного элемента 3, выполненного на поверхности калибрующего участка клина 1, с высотой равной высоте клина 2, и углами наклона боковых граней 25-35° к
основанию, выкатывается кольцевая канавка, граничная с образованной технологической утяжиной на концевом участке стержня На втором переходе клинья 2 высотой ha формуют цилиндрический участок
до окончательных размеров, причем волна поверхностного слоя материала, смещаемая вдоль оси заготовки, поглощается пред-- варительно оформленной канавкой, которая препятствует дальнейшему образованию утяжины, в результате чего ножом 4 отрезается отход, практически образованный на клине 1 первого перехода.
Необходимость выполнения двугранного деформирующего элемента на калибрующей поверхности клина первого перехода с углами наклона 25-35° к калибрующей поверхности и размещенным параллельно отрезному ножу на расстоянии L от боковой поверхности клина со стороны его вершины
объясняется тем, что при обычной раскатке в два перехода глубина утяжины, образованная на концевом участке стержня при дальнейшей деформации этого стержня на втором переходе, резко увеличивается из-за
разрыхления материала на оси заготовки.
так как на концевой участок в момент деформации на втором переходе представляет собой полую втулку. С помощью двугранного деформирующего элемента на концевом участке стержня, полученного на первом переходе, выкатывается кольцевая канавка, которая ограничивает рост технологической утяжины, поглощает волну материала,смещаемогобоковой деформирующей гранью клина второго перехода, препятствуя дальнейшему увеличению глубины утяжины, а участок стержня, ограниченный утяжиной на клине второго перехода, не деформируется и является жестким концом. Углы а боковых граней дополнительного деформирующего элемента выбраны так, чтобы в зоне переходного участка прокатанного стержня волна материала от боковой грани клина не нахлестмулась на выкатанную канавку и не произошел закат.
Так как оптимальная величина наклона деформирующей грани клина в основном находится в пределах 25-35°,. то и углы деформирующего выступа выбраны такими же. Увеличение или уменьшение угла а деформирующего элемента приводит к дефектам прокатываемых заготовок в виде заката.
Расстояние L рассчитывается исходя из равенства объемов прокатанных участков без учета величины обьема концевого отхода, ограниченного технологической утяжиной. Увеличение расстояния L приводит к тому, что отделяемая деталь будет иметь на концевом участке часть технологической утяжины, полученной на клине первого перехода. Уменьшение расстояния L приводит к увеличению отрезаемого концевого участка.
Деформирующий двугранный элемент, выполненный на калибрующей поверхности клина первого перехода, размещен параллельно отрезному ножу с целью уменьшения технологической утяжины на концевом участке прокатываемого стержня {так как отсутствует угол 0, от которого утяжина увеличивается). Высота деформирующего двугранного элемента равна высоте клина второго перехода для предотвращения деформации стержня на стыковочном
участке, от которой может увеличиться глубина технологической утяжины.
Таким образом, инструмент для поперечно-клиновой прокатки снижает расход материала за счет уменьшения концевых отходов прокатываемых изделий вследствие предотвращения образования технологической утяжины торцового участка малого диаметра на клине второго перехода.
5Формула изобретения
Инструмент для поперечно-клиновой прокатки изделий типа ступенчатых валов, содержащий две установленные параллельно с возможностью возвратно-поступатель0 ного перемещения плиты с размещенными на них деформирующими клиньями первого и второго переходов с калибрующими участками, отрезной нож, установленный за деформирующими клиньми второго перехода
5 на их калибрующем участке, отличающийся тем, что, с целью экономии металла заготовки за счет уменьшения концевых отходов, он снабжен двугранным деформирующим элементом, выполненным на
0 калибрующем участке клина первого перехода и размещенным параллельно отрезному ножу на расстоянии L от боковой поверхности клина, примыкающей к его вершине, определяемом выражением
5(H-2hg)l
(H-2hO2 где Н - закрытая высота инструмента;
hi - высота клина первого перехода;
П2 - высота клина второго перехода;
I - расстояние от боковой поверхности клина, примыкающего к его вершине, до отрезного ножа, при этом грани деформирующего клина расположены под углом 25-35° ,- к поверхности калибрующего участка клина, а высота двугранного деформирующего элемента равна высоте клина второго перехода,
0
+ (2,3...3,5)(п2-1м),
7 J //
Фиг.1
г
ШШШШ
Фиг.З
7 , 3 Фиг4
| Клушин В.А и др Совершенствование поперечно-клиновой прокатки Минск Наука и техника, 1980, с 178, рис 55 |
