(5) ВАЛОК ДЛЯ ПОЛУЧЕНИЯ ВУРТОВ НА ЗАГОТОВКАХ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРА1ЧЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для получения буртов на заготовках,имеющих форму тел вращения | 1980 |
|
SU965577A2 |
| Валок для получения буртов на заготовках, имеющих форму тел вращения | 1989 |
|
SU1608004A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Комплект валков для накатывания кольцевых канавок | 1988 |
|
SU1590183A2 |
| Четырехвалковая машина для гибки гофрированного листового материала | 1990 |
|
SU1802732A3 |
| Инструмент для поперечно-клиновой прокатки | 1987 |
|
SU1479186A1 |
| Устройство для изготовления и маркировки бирок | 1977 |
|
SU880550A1 |
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Станок для заклинивания обмоток в пазах якоря электрической машины | 1987 |
|
SU1480040A1 |


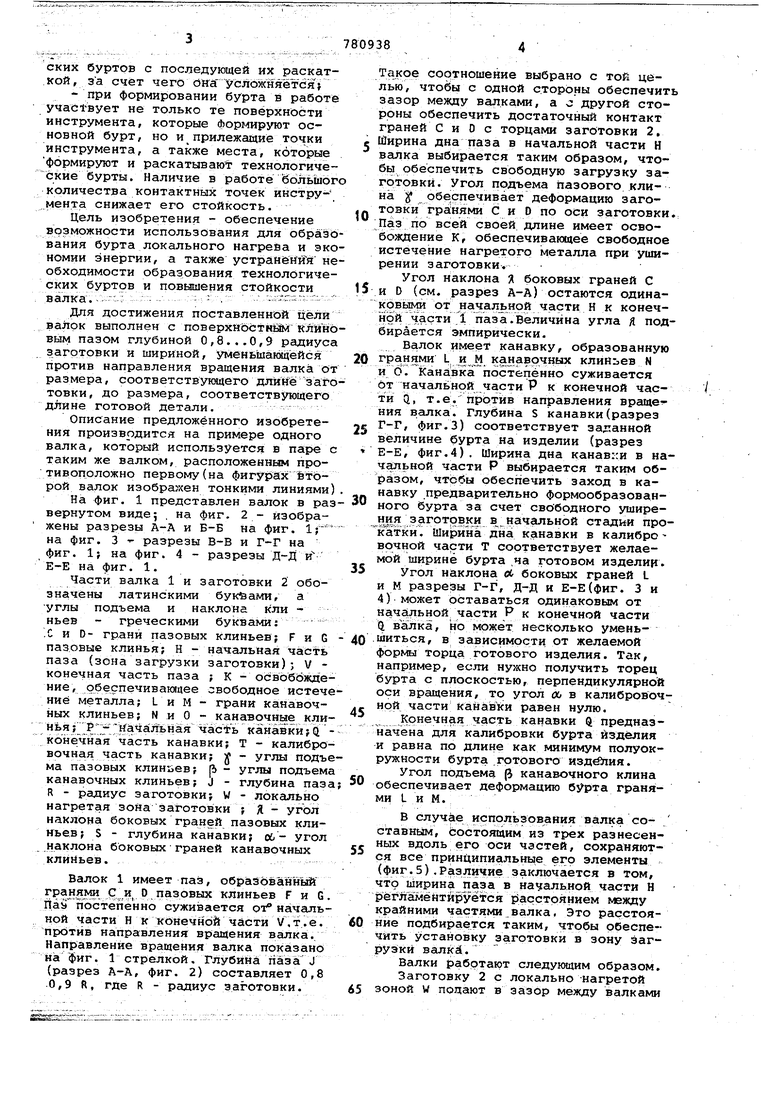
. . Изобретение относится к обработке металлов давлением, в частности, к поперечно-клинойой прокатке профильных изделий. Известны залки для получения буртов на заготовках, имеющих форму тел вращения, содержащие канавку,вьтолненную на наружной поверхности валка глубиной, соответствующей высоте бурта готовой детали, образованную гранями канавочных клиньев и суживающуюся против направления вращения валка за счет углов подъема канавочных клиньев и переходящую в калибровочную часть канавки ij . Однако зтн валки обладают существен ньм недостатком, который заключается в том, что заготовка, поставляемая на прокатку, должна иметь предварительно оформленный бурт, по ширине больше и по высоте меньше, чем желаемлй бурт у готового изделия, такое требование к заготовке предполагает нешичие предварительных операций. Известны также валки для получения буртов на заготовках, имеющих форму тел вращения, которые также содержат канавку, выполненную на наружной поверхности валка, глубиной, соответствующей высоте бурта готовой деталк, образованную гранями канавочных клиньев, суживающуюся против направления вращения валка за счет углов подъема канавочных клиньев и переходящую в калибровочную часть канавки. На зтих валках дополнительно имеются клиновые элементы с наклонными боковыми гранями для набора технологических буртов i:a изделия симметрично по обе стороны от основного бурта, а также клиновые элементы для раскатки технологических буртов после формообразования основного бурта на изделии. Благодаря этому известные валки создают возможность использовать цилиндрические заготовки без предварительно оформленного буртаf2. Однако эти валки обладают следующими недостатками: -конструкция валков предполагает 1работу с заготовками;которые должны быть нагреты по всему объему,так как формовку бурта производят путем набора металла, перемещая очаг деформации от торцов заготовки ьдоль оси к средней ее части; - для формования бурта известная конструкция валка предусматривает дополнительное формование технологических буртов с последующей их раскаткой, эа счёт чего Она услЬжняетс Я} - при формировании бурта в работе участвует не только те повёрхн эсти инструмента, которые формируют основной бурт, но и прилежащие точки инструмента, а также места, которые формируют и раскатывают технологические бурты. Наличие в работе большог количества контактных точек инструмента снижает его стойкость. Цель изобретения - обеспечение возможности использования для образо вания бурта локального нагрева и эко номии энергии, а также устранёнйя не обходимости образования технологических буртов и повышения стойкости валка. -. ---- - ;: - --- -- - Для достижения поставленной цели валок выполнен с поверхНбсзтнШ клино вым пазом глубиной 0,8... 0,9 радиуса заготовки и шириной, Уменьшающейся против направления вращения валка от размера, соответствующего длине заго товки, до размера, соответствующего длине готовой детали. Описание предложенного изобретения производится на примере одного валка, который используется в паре с таким же валком, расположенным противоп ложно первому(на фигурах ёторой валок изображен тонкими линиями) На фиг. 1 представлен валок в раз вернутом виде; , на фиг. 2 - изображены разрезы А-А и Б-Б на фиг. на фиг. 3 - разрезы В-В и Г-Г на фиг. 1; на фиг. 4 - разрезы Д-Д и Е-Е на фиг. 1. Части валка 1 и заготовки 2 обозначены латинскими буквами, а углы подъема и наклона кли ньев - греческими буквами: .С и D- грани пазовых клиньев; F и G пазовые клинья; Н - начальная часть паза (зона загрузки заготовки); V конечная часть паза ; К - освоббждение, обеспечивакяцее свободное истече ние металла; L и М - грани канавочных клиньев; N и О - канавочные клиНья; Р;77УНача1л;Ьная час±ь кана1вки; U конечная часть канавки; Т - калибровочная часть канавки; у - углы подъе ма пазовых клиньев; 5 - углы подъем канавочных клиньев; J - глубина паз R - радиус заготовки; W - локально нагретая зона заготовки ; Д - угол наклона боковых граней пазовых клиньев; S - глубина канавки; об- угол наклона боковых граней канавочных клиньев. Валок 1 имеет паз, образЬванный С д D пазовых клиньев F и G Паь пЪстепенно суживается oi начальной части Н к конечной части V,т.е. против направления вращения валка. Направление вращения валка показано на фиг. 1 стрелкой. Глубина паза J (разрез А-А, фиг. 2) составляет О,8 0,9 ft, где R - радиус заготовки. акое соотношение выбрано с той цеью, чтобы с одной стороны обеспечить зазор между валками, а о другой стооны обеспечить достаточный контакт граней С и О с торцами заготовки 2. ирина дна паза в начальной части Н валка выбирается таким образом, чтобы обеспечить свободную загрузку заготовки. Угол подъема пазового клина у обеспечивает деформацию заготовки гранями С и D по оси заготовки. Паз по всей своей длине имеет освобоясдение К, обеспечивающее свободное истечение нагретого металла при уширении заготовки. Угол наклона Я боковых граней С и D (см. разрез А-А) остаются одинаковьлш от начальной части Н к конечной части 1 паза.Величина угла Д подбирается эмпирически. Валок имеет канавку, образованную гранями L и М канавочных клиньев N и 6. Канавка постепенно суживается от начальной части Р к конечной части vj, т.е. против направления враще ния валка. Глубина S канавки(разрез Г-Г, фиг.З) соответствует заданной величине бурта на изделии (разрез Е-Е, фиг.4) . Ширина дна канав::и в начальной части Р выбирается таким образом, чтобы обеспечить заход в канавку предварительно формообразованного бурта за счет свободного уширения saroTfDBKH в начальной стадии прок тки. Ширина дна канавки в калибро вочной части Т соответствует желаемой ширине бурта ,на готовом изделии. Угол наклона л боковых граней L и М разрезы Г-Г, Д-Д и Е-Е(фиг. 3 и 4) может оставаться одинаковым от начаттьной, части Р к конечной части (1 вешка, но может несколько уменьшиться, в зависимости от желаемой формы торца готового изделия. Так, например, если нужно получить торец бурта с плоскостью, перпендикулярной оси вращения, то угол л в калибровочной части канавЛи равен нулю. Конечная часть канавки Q предназначена для калибровки бурта изделия и равна по длине как минимум полуокружности бурта .готового изделия. Угол подъема (5 канавочного клина обеспечивает деформацию гранями L и М. В случае использования валка составным, Состоящим из трех разнесенных вдоль его оси частей, сохраняются все принЦипиальньге его элементы (фиг.5).Различие заключается в том, что ширина1 паза в начальной части Н регламентируется Е)асстрянием между крайними частями валка, Это расстояние подбирается таким, чтобы обеспечить установку заготовки в зону загруэкй валки. Валки работают следующим образом. Заготовку 2 с локально нагретой зоной W подают в зазор между валками (разрез А-А, фиг.2).Валки приводят во вргццёниё. При этом на торце заготовки со стороны граней пазовых клиньев С и О начинают действовать силы, под действием которых заготовка начинает деформироваться. Пластической деформации подвергается локально нагретая зона W заготовки. Вначале эта часть приобретает бочкообразный вид(разрез Б-Б,фиг. 2),а затем по мере увеличения степени . заготовки переходит в бурт(разрез, В-В,фиг.3).Дсшее предварительно сфор мировавшийся бурт вводится в канавку (разрез Г-Г,фиг. 3), где он обжимается постепенно суживающимися гранями канавочных клиньев(разрез Д-Д, фиг.4 При этом бурт становится меньше по ширине и увеличивается по дигметру, заполняя тем саквли канавочный калибр Деформация бурта заканчивается в тот момент J когда угол подъема р становится равным нулю. Далее в кгшибровочной части Т канавки происходит калибровка бурта готового изделия(разрез Б-Б, фиг.4).По завершении прокатки изделие выходит из зазора между валков через специальный разгрузочный паз на валке (на чертежах не показан) после чего загружается новая заготовка. Для предотвращения выпадания заготоЁки из зазора между валками оно прддерживаетс)5 в процессе прокатки специальными проводками(на чертеже Не показаны). Описываемый валок позволяет избежать объемного нагрева всей заготовки, он обеспечивает локальный нагрев только деформируемого участка заготовки. Это значительно сокращает затраты энергии на нагрев. Описываемый валок позволяет с одного нагрева и на одной установке совмещать предварительного оформления бурта, формообразование окончательных размеров бурта и ка.либровку бурта. Формула изобретения Валок для получения буртов на заготовках, имеющих форму тел вращения, содержгиций канавку, выполненную на наружной поверхности валка, глубиной, соответствующей высоте бурта готовой детали, образованную гранями канавочных клиньев, суживающуюся против направления вращения валка и переходящую в кёшибровочную часть канавки, отличающийся тем, что, с целью испо/Г зования для образования бурта локального нагрева и экономии энергии, а также устранения необходимости образования технологических буртов и повышения стойкости, он выполнен с поверхностным клиновым пазом глубиной О,8...О,9 радиуса заготовки и шириной, уменьшающейся против направления вращения валка от размера, соответствующего длине заготовки, до размера, соответствующего длине готовой детали. Источники информации, принятые во внимание при экспертизе 1.Патент ЧССР, № 145136, кл. В 21, Н 1/00, 28.09.70. 2.Авторское свидетельство СССР № 599899, кл. В 21 Н 1/18 19.04.76. Н
i
Z 227/7//
Фнг.2
/i В- 8
