(54) ИНСТРУМЕНТ ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ В ОТВЕРСТИЯХ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Инструмент с прерывистой режущей поверхностью | 1983 |
|
SU1133076A1 |
| Закрытый штамп | 1979 |
|
SU863129A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| Алмазный инструмент | 1982 |
|
SU1087322A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2263017C1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| ДИСКОВЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2366575C2 |
| Зуборезная острозаточенная головка | 1986 |
|
SU1324781A1 |
Изобретение отнсх;игся к области механообработке и может быть использовано для удаления заусенцев в сквозных отверстиях с двух сторон.
Известен инструмент Для удаления заусенцев в отверстиях, содержащий .хвостовик и головку, выполненную в виде стержня с прорезью, образующей пружинящие лепестки, снабженные выступающими над наружной поверхностью стержня режущими элементами, и регулировочное кольцо 1 3 .
Основным недостатком такого инструмента является сложность профиля лезвийной режущей части, обуславливакхцая высокую трудоемкость заточки и переточки по передней и задней граням, особенно при малых диаметрах инструментов, для этого требуется использование специальных профильно-заточных станков с оптическими устройствами.
Кроме того, для изготовления лезвийного инструмента требуется дефшщтная вольфрамсодержащая сталь, а в слу-.
чае применения оборной конструкшга с рабочей яастью из бъютрорежущей стали - допотгатёльная операция сварки. После полного износа режущих кромок (5-10 переточек), хвостовик инструмента не может быть использован повторно. Стойкость лезвийных 1фомок между переточками не превышает 5ОО-2ООО отверстий ( в зависимости от обрабатываемого материала.
«О
Целью изо етения является упрощенна изготовления и облегчение восстановления режущих кромок, а также повышение ;стойкости и увеличение срока служйа ннструмента.
15
Эта цель достигается тем, чти в предлагаемом инструменте режущие элементы выполнены в виде цилиндрических вкладышей,, установленных на клею в кольцевых пазах, выполненных на наруж20ной поверхности лепестков, а торцовые поверхности вкладышей выполнены коническими с нанесенным на них абразивным меггериалом, например алмазоносным
слоем, отстоящим от наружной иилиндрической поверхности вкладыша на величину ОД-ОД 5 высоты его поперечного сечения. Наружная и внутренняя цилиндрические поверхности вкладыша имеют одинаковую кривизну и эксцентоичны одна относительно другой по оси симметрии вкладьш1а на величину выступающего участка режущего элемента.
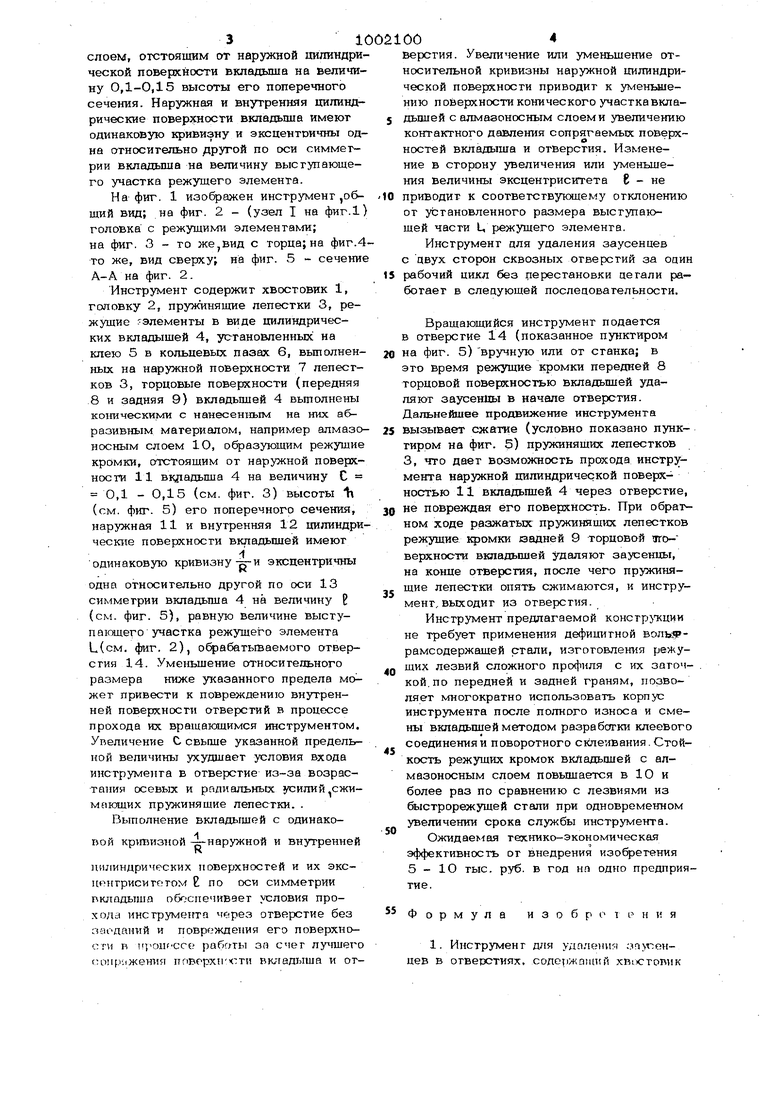
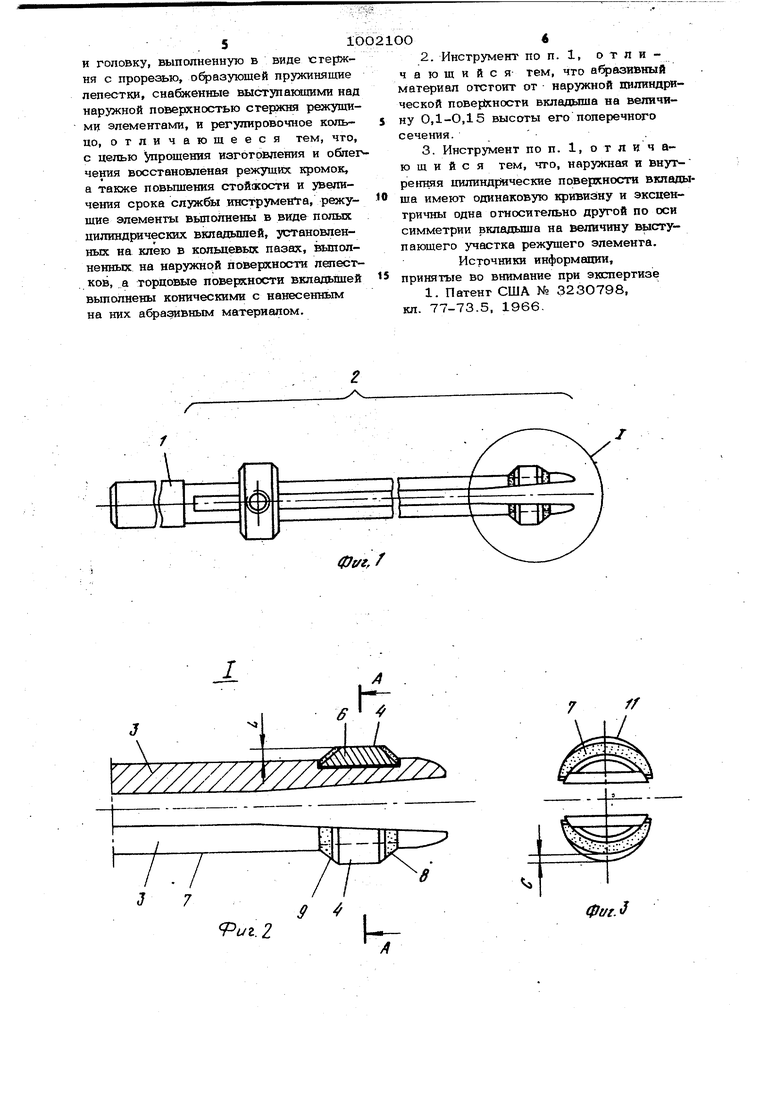
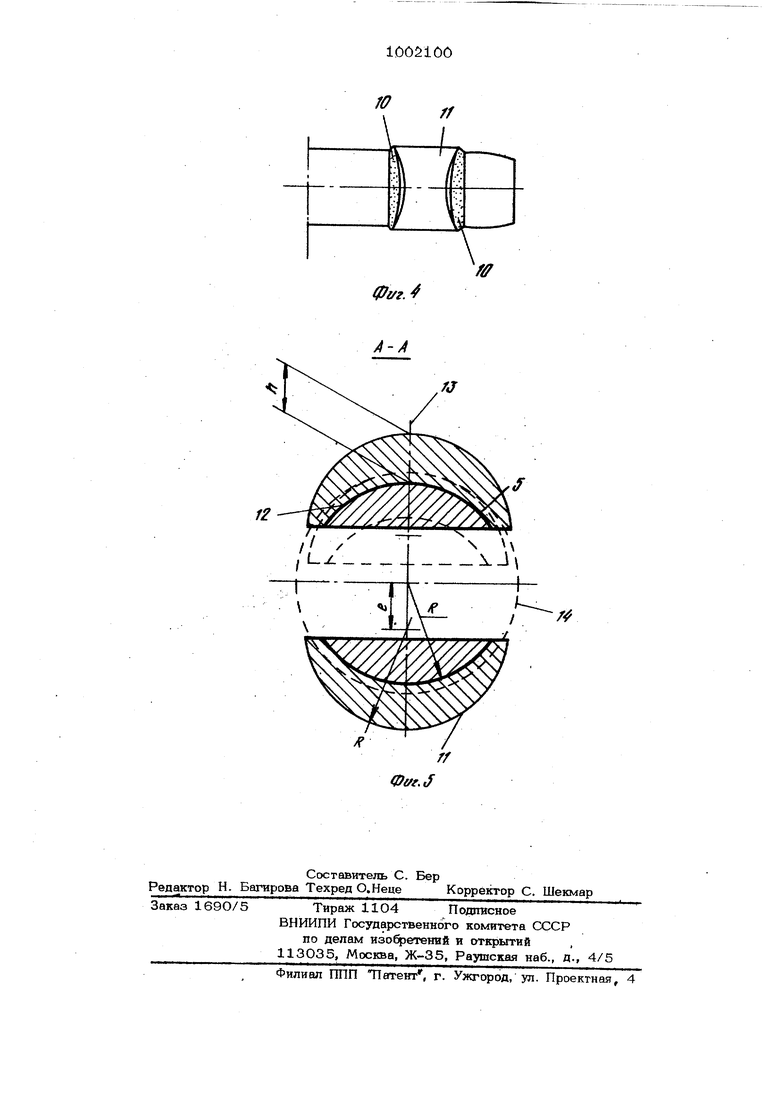
На фиг. 1 изображен инструмент ,общий вид; на фиг. 2 - (узел Т на фиг.1 головка с режущими элементами; на фиг. 3 - то с торца; на фиг.4то же, вид сверку; на фиг. 5 - сечени А-А на фиг. 2.
Инструмент содержит хвостовик 1, головку 2, пружинящие лепестки 3, режущие элементы в виде цилиндрических вкладышей 4, установленных на клею 5 в кольцевых пазах б, выполненных на наружной поверхности 7 лепестков 3, торцовые поверхности (передняя 8 и задняя 9) вкладьщ1ей 4 вьшолнены коническими с нанесенным на них абразивным материалом, например алмазоносным слоем 1О, образующим режушие кромки, отстоящим от наружной поверхности 11 ыфадьпиа 4 на величину С ОД - ОД5 (см. фиг. 3) высоты 1 (см. фиг. 5) его поперечного сечения, наружная 11 и внутренняя 12 цилиндрические поверхности вктсадьпцей имеют
г1
одинаковую кривизну-р-и эксцентричны
одна относительно другой по оси 13 симметрии вкладьпиа 4 на величину В (см. фиг. 5), равную величине выступаюцего участка режущего элемента L(cM. фиг. 2), обрабатьгоаемого отверстия 14. Уменьшение относительного размера ниже указанного предела может привести к повреждению внутренней поверхности отверстий в процессе прохода их вращающимся инструментом. Увеличение С свьщ1е указанной предельной величины ухудшает условия входа инструмента в отверстие из-за возрастания осевых и радиальных усилий сжимающих пружинящие лепестки. .
Выполнение вкладышей с одинаковой крутизной - -наружной и внутренней ы
цилиндрических поверхностей и их эксценгриситотом Е по оси симметрии вкладыша обеспечивает Х:ловия прохода инструмента через отверстие без паоданий и повреждения его поверхноc.fH ri iipoiifcce рабаты за счет лy шIeгo (и)1р.1-:1жет я nnPopxiiiCT вк;гадыща и отверстия. Увеличение или уменьшение относительной кривизны наружной цилиндрической поверхности приводит к уменьшению поверкности конического участкавкла5 дыщей с алмазоносным слоем и увеличению контактного давления сопрягаемых поверхностей вкладыша и отверстия. Изменение в сторону увеличения или уменьшения величины эксцентриситета 6 - не 0 приводит к соответствующему отклонению от установленного размера выступающей части L, режущего элемента.
Инструмент для удаления заусенцев с двух сторон сквозных отверстий за оцин 5 рабочий цикл без перестановки детали работает в следующей последовательности.
Вращающийся инструмент подается в отверстие 14 (показанное пунктиром
0 на фиг. 5) вручную или от станка; в это Время режущие кромки передней 8 торцовой поверхностью вкладьш1ей удаляют заусенцы в начале отверстия. Дальнейшее продвижение инструмента
5 вызывает сжатие (условно показано пунктиром на фиг. 5) пружинящих лепестков 3, что дает возможность прохода инструмента наружной цилиндрической поверхностью 11 вкладьпией 4 через отверстие,
0 не повреждая его поверхность. При обратном ходе разжатых пружинящих лепестков режущие кромки )задней 9 торцовой woверхности вкладьпией удаляют заусенцы, на конце отверстия, после чего пружиня- щие лепестки опять сжимаются, и инструмент, выходит из отверстия.
Инструмент предлагаемой KOHCTPJ KHMH не требует применения дефицитной волья рамсодержащей стали, изготовления режуд щих лезвий сложного профиля с их заточкой, по передней и задней граням, позволяет многократно использовать корпус инструмента после полного износа и смены вкладьш1еи методом разработки клеевого соединения и поворотного склеивания. Стойкость режущих кромок вкЯадьшхей с алмазоносным слоем повьш1ается в 10 и более раз по сравнению с лезвиями из быстрорежущей стали при одновременном увеличении срока службы инструмента.
Ожидаемая технико-экономическая эффективность от внедрения изобретения 5 - Ю тыс. руб. в год на одно предприятие.
Формула изобретения
и головку, выполненную в виде стержня с прорезью, офазуюшей пружинящие лепестки, снабженные выступающими над наружной поверхнсхггью стеряшя режущими элементами, и регулировочное кольцо, отличающееся тем, что, с целью Упрощения изготовления и облегчения восстановленая режущих кромок, а также повыщения стойжости и увеличения срока службы инструмента, режущие элементы вьшопнены в виде полых цилиндрических вкладаплей, установленных на клею в кольцевых пазах, вьшолненных на наружной поверхности лепестков, а торцовые поверкности вкладышей выполнены коническими с нанесенным на них абразивным материалом.
Источники информации, принятые во внимание при экспертизе
2 v.
фуг,
ф1/1.
fff
Фг/г.
fj
