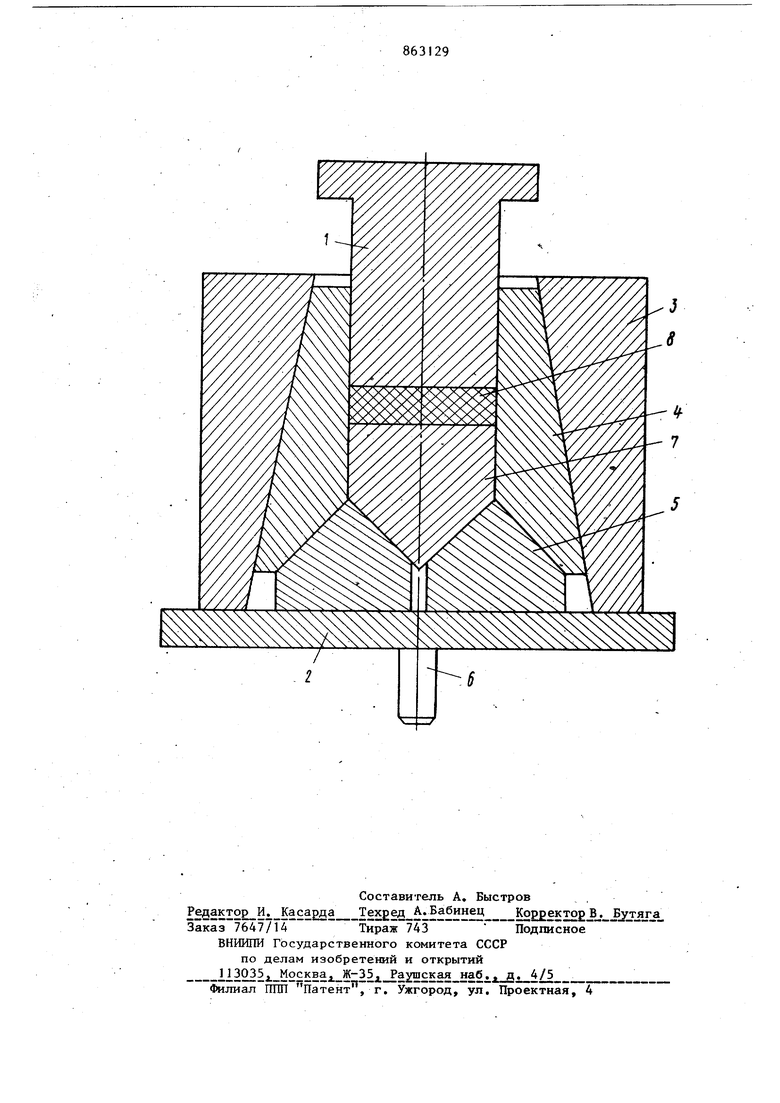
Изобретение относится к обработке металлов да-влением, а именно к формообразующему инструменту для объемной штамповки металлов .и сплавов. Известен закрытый штамп, содержащ приводной пуансон, а также пуансонвыталкиватель, установленный в обоАме с клиновыми поверхностями, и взаи модействующие с клиновыми ползушками р . Недостатками такого штампа являют ся невысокое качество получае№.гх изделий и пониженная с тойкость рабочего инструмента, вследствие наличия зазора между матрицей и пуансоном во время деформирования, что приводит к затеканию металла в зазор и образованию торцового заусенца по периметру поковки. Это вызывает большие напряжения в закрытой полости штампа приводит к быстрому износу кромок и .стенок матрицы и пуансона, обусловливает дополнительные издержки при удалении торцового заусенца и ухудшает качество изделия.. Цель изобретения - улучшение качества получаемых изделий, пошлпение стойкости рабочего инструмента. Поставленная цель достигается тем, что штамп содержащий приводной пуансон, а также пуансон-выталкиватель, установленный в обойме с клинош11ми поверхностями и взаимодействунхций с клиновыми ползушками, снабжен размещенными в обойме клШновыми вкладышами, каждый из которых установлен с возможностью взаимодействия с одной из клиновых ползушек и клиновой поверхностью обоймы, тфи зтом угол наклона клиновых поверхностей ползушек к вертикальной оси симметрии штампа превьш1ает угол наклона к указанной оси клиновых поверхностей обоймы. Целесообразно при этом угол меязду клиновыми поверхностями вкладышей и ползушек выбирать больше угла самоторможения-. 3 На чертеже изображен штамп в конце рабочего хода по окончании штамповки, Штамп состоит из приводного пуансона 1, опорной подштамповой плиты 2,жестко смонтированной на ней обой мы 3 с клиновыми поверхностями, в ко торой размещены боковые вкладыши 4, взаимодействующие с клиновыми пол зушками 5, толкателя 6 и пуансонавыталкивателя 7, опирающегося на нак лонные плоскости ползушек 5. Штамп работает следующим образом Заготовка 8 укладывается на пуансон-выталкиватель 7. При ходе ползуна пресса вниз пуансон 1 давит на за готовку 8 и выталкиватель 7, который стремится опуститься по наклонным плоскостям клиновых ползущек 5 Ти сдв нуть последние в горизонтальной плос кости по опорной подштамповой плите 2. Ползушки 5 воздействуют на боковые клиновые вкладьшш 4. Поскольку угол наклона плоскости клиновой ползушки 5, контактирующей с плоскостью вкладьша 4, по отношению к вертикальной оси симметрии щтампа, вьшолнен большим, чем соответствующий угол наклона клиновой обоймы 3,то клиновые вкладьгаш 4, стремясь переместиться по наклонной плоскост обоймы 3, прижимаются к боковым плоскостям пуансона 1 и пуансонавыталкивателя 7. Создается закрытая полость штампа без щелевого зазора между матрицей и пуансоном. а При дальнейшем движении пуансона 1 вниз происходит деформирование заготовки 8 без образования торцового заусенца. При этом, чем больше усилие деформирования, тем с большей силой осуществляется прижим вкладышей 4 и пуансонов 1 и 7 по плоскостям контакта. Усилие прижима зависит также от разницы углов наклона плоскостей обоймы 3 и ползушек 5, взаимодействующих с соответствующими плоскостями клиновых вкладьш1ей 4. Чем больше эта разница тем с большей силой осуществляется прижим по плоскостям контакта вклад шей и пуансонов. При этом для обеспечения возможного движения боковых вкладьш1ей 4 по наклонной плоскости обоймы 3 минимальная разница углов 94 наклона обоймы и ползушек к вертикальной оси .симметрии штампа должна быть больше угла самоторможения. После деформирования пуансон возвращается в исходное эерхнее положение. Напряжение прижима снимается с боковых ползунов и, толкатель 6 через пуансон-выталкиватель 7 удаляет деформированную заготовку В из полости штампа. Исследования показывают, что оптимальные углы наклона плоскостей клиновой обоймы к вертикальной оси симметрии штампа находятся в интервале 10-30, а соответствующие углы наклона плоскостей клиновых ползушек - в интервале 45-75. Это полностью устраняет образование зазора ежду матрицей и пуансоном во время деформирования, повышает качество штампуемых изделий и стойкость инструмента в 1,5-2 раза. Формула изобретения 1.Закрытый штаьт, содержащий приводной пуансон, а также пуансон-выталкиватель, установленш 1й в обойме с клиновыми поверхностями и взаимодействующий с клиновыми ползушками, отличающийся тем, что, .с целью улучшения качества получаемых изделий и повьш1ения стойкости рабочего инструмента, он снабжен размещенными в обойме клиновыми вкладышами, каждый из которых установлен с возможностью взаимодействия с одной из клиновых ползушек и клиноврй поверхностью обоймы, при этом угол наклона клиновьпс поверхностей ползушек к вертикальной оси симметрии , штампа превьш1ает угол наклона к указанной оси клиновых поверхностей обоймы, 2.Штамппо п. 1, отличающийся тем, что угол между клиновыми поверхностями вкладыпей и пол- зушек превышает угол самоторможения. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 488648, кл. В 21 J 13/02, 14.01.74 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп совмещенного действия | 1977 |
|
SU660765A1 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Штамп для гибки деталей с отверстиями на отгибаемых полках | 1983 |
|
SU1152687A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |