Изобретение относится к области машиностроения и может быть использовано для подачи деталей в станки и сборочные автоматы, а также для сбора деталей в стопу / кассетирование /. .
Известно устройство для подачи деталей, содержгидее магазин со столом, закрепленным на рейке, механизм перемещения стола в виде неподвижного механизма заклинивания и пружины-привода, подпружиненный тол.катель механизма, управления, взаимодействующий с захватом манипулятора 11.
Недостатком указанного устройства является ограниченные технологические возможности применения из-за трудности его переналадки на другой типоразмер деталей.
Известно и другое устройство для подачи деталей, содержащее магазин со столом, закрепленным на рейке, манипулятор с захватом, подпружиненный толкатель механизма управления, механизм перемещения рейки стола в виде неподвижного и подвижного механизмов заклинивания с элементами стопорения t2.
Недостатком жанного устройства является сложность конструкции и ограниченные возможности по кассетирОванию деталей в стопу.
Целью изобретения является упрощение конструкции и расширение технологических возможностей ееприменения.
Указанная цель достигается тем,
10 что в устройстве неподвижный механизм заклинивания установлен с возможностью взаимодействия с рейкой стола под действием подпружинецного толкателя, веса стола и стопы
15 деталей.
Кроме того, подпружиненный толкатель механизма управления снабжен упором, установленным с возможностью перемещения в горизонтальном направ20лении. Подвижный механизм заклинивания снабжен предварительно деформированными пружинами и пружинами, установленными соответственно сверху и снизу его элементов стопорения,
25 а механизм управления снабжен тягой, связывающей подпружиненный толкатель с подвижным механизмом заклинивания.
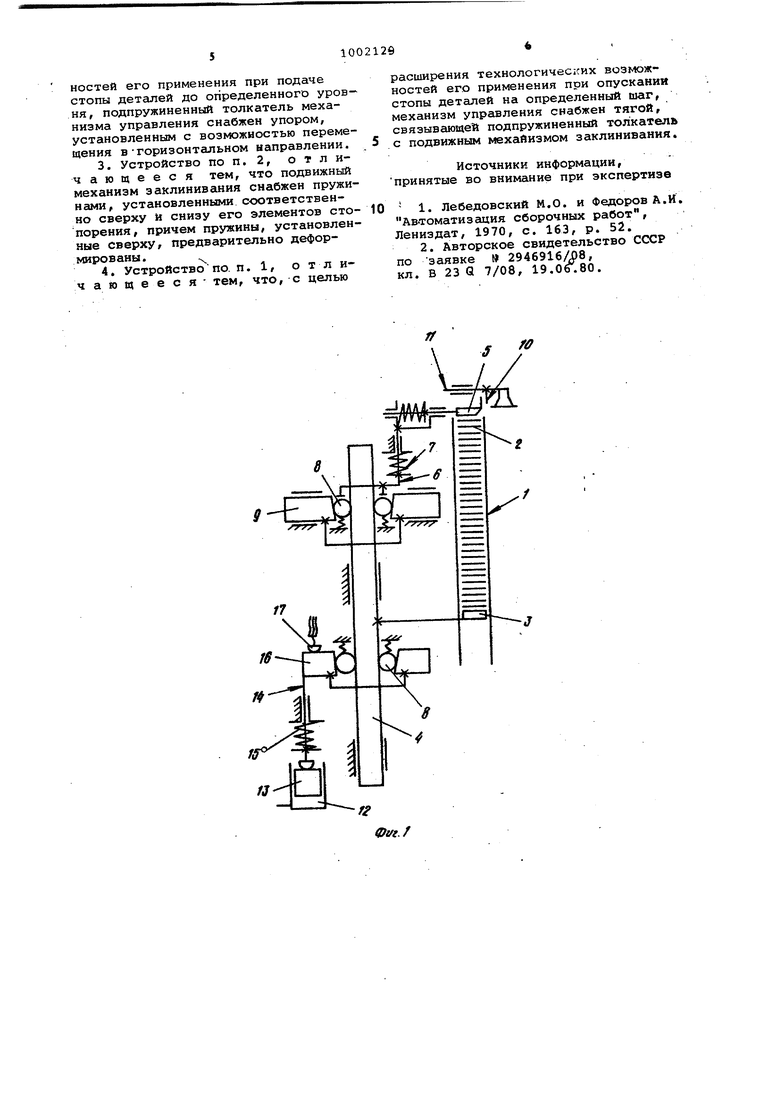
На фиг. 1 показан общий вид уст30ройства для подачи деталей в захват
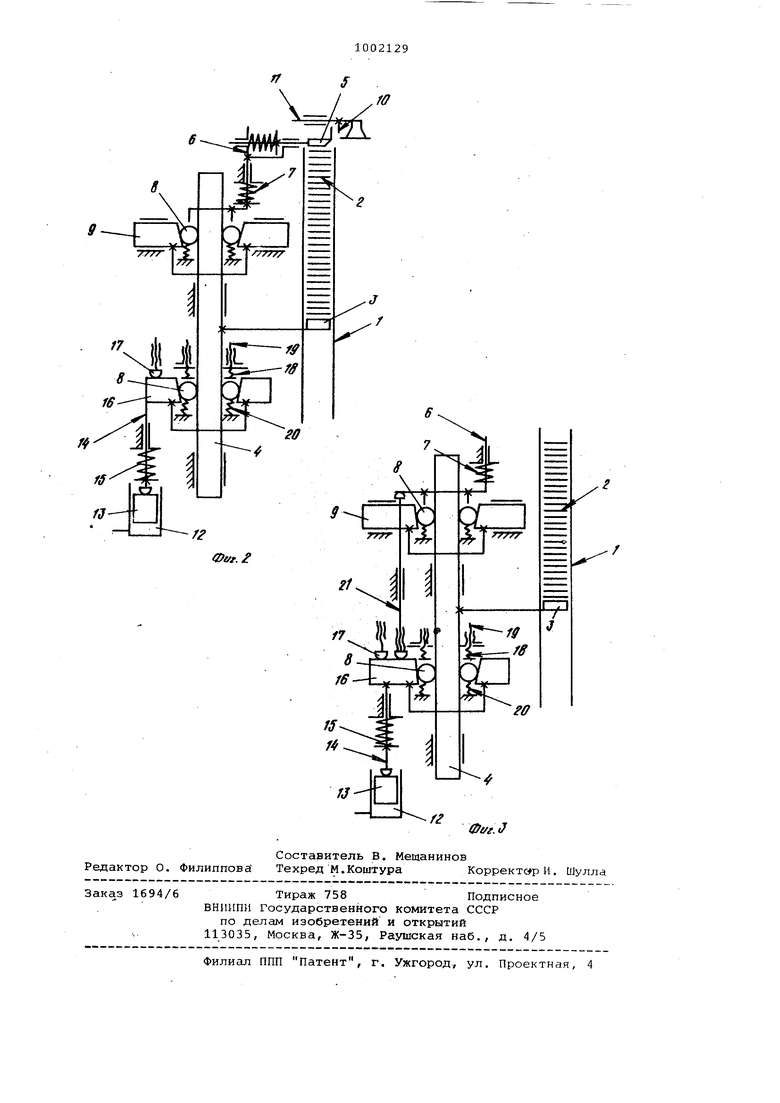
манипулятора; на фиг. 2 - общий вид устройства для подачи деталей в стопу и ее опускание до определенного уровня; на фиг. 3 - общий вид устройства для подачи деталей в стопу и ее опускание на определенный шаг. t
Устройство для подачи деталей содержит магазин 1 с деталями 2, стол 3, закрепленный на рейке 4, механизм управления в виде упора 5, толкателя 6 с пружиной 7, элементы стопорения 8 (.ролики ), неподвижный механизм заклинивания 9, захват 10 манипулятора 11, привод 12 с поршнем 13, шток 14 с пружиной 15, подвижный механизм заклинивания 16, регулируемый упор 17, предварительно деформированные пружины 18 со стержнями 19, пружины 20 и тягу 21.
Устройство работает следующим образом.
В первом случае (фиг. 1 обеспечивается подача стопы для деталей до определенного уровня.
После отвода манипулятора 11 с деталью упор 5 занимает исходное положение над стопой деталей 2. После этого включается привод 12. При движении поршня 13 и штока 14 вверх механизм заклинивания 16 стопорит рейку 4 стола 3 и вместе с собой поднимает стопу деталей 2, упор 5 и толкатель 6. В момент указанного подъема неподвижный механизм заклинивания 9 расклинивает рейку 4, а его элементы стопорения 8 пол действием пружин перемещаются вверх до упора в толкатель 6. Ход штока 14 ограничивается упором 17 через механизм заклинивания 16. Привод 12 после хода вверх выключается. При этом поршень 13 опускается вниз, а вмёсте с ним опускаются вниз подвижный механизм заклинивания 16, рейка 4, стол 3 со стопой деталей 2, упор 5 и толкатель 6. На определенном упоре элементы стопорения 8 неподвижного механизма заклинивания 9 под действием пружины 7 и толкателя 6 заклинивают рейку 4, прекращая перемещение стола 3 вниз и обеспечивая одновременно заданный уровень размещения стопы деталей 2 в магазине. После стопорения рейки 4 порше«ь 13 привода 12 совместно с толкателем 6 и механизмом заклинивания 16 продолч жает перемещаться вниз под действием пружины 15, при ЭТОМмеханизм 16 расклинивает-ся. После этог манипулятор 11 захватом 10 берет следующую деталь. Далее цикл работы устройства повторяется.
Во втором случае (фиг. 2) обеспечивается сбор деталей в стопу и опускание ее до определенного уровня
При этом манипулятор 11 подает деталь на стопу деталей 2, отодвигая упор . в горизонтальном направлении. После его ухода упор 5 заходит на стопу, поднимает толкатель 6 вверх на толщину поданной детали и сжимает пружину 7. Далее цикл работы устройства повторяется. В момент освобождения .элементы стопорения 8 подвижного механизма заклинивания 16 поджимают0 ся пружинами 20 к предварительно деформированным пружинам 18.
Наличием деформированных пружин Д8, усилие которых превосходит усилие пружин 20, обеспечивается посте5 пенное onycKaHVie рейки 4 вниз и ее расклинивание подвижным механизмом заклинивания 16 на уровне более низком, чем ее заклинивание в последующем цикле.
0 В третьем случае (фиг. 3 обеспечивается сбор деталей в стопу и ее опускание с постоянным шагом.
Для этого манипулятор 11 с захватом 10 подает деталь на стопу дета5 лей 2 магазина 1, а после его ухода и включения привода. 12 цикл работы устройства повторяется. Однако подъем толкателя 6 механизма управления осуществляется через тягу 21 подвижный механизм заклинивания 16 с приводом Т2. Шаг опускания рейки 4 устанавливается несколько больший, чем толщина, детали. Это предотвращает удар захвата 10 манипулятора 11 о стопу деталей 2. Величину шага опускания рейки 4 можно изменять регулировкой длины тяги 21 и стержней 19.
i Данная конструкция устройства позволяет расширить область его применения, устранить статическую нагрузку на манипулятор, уменьшить динамические нагрузки, возникакицие при движении его звеньев, повысить быстродействие манипулятора.
Формула изобретения
1.Устройство для подачи деталей, содержащее магазин со столом, закрепленным на рейке, манипулятор с захватом, подпружиненный толкатель механизма управления, механизм перемещения рейки стола в виде неподвижного и подвижного механизмов заклинивания с элементами стопорения, отличающееся тем, что, с целью упрощения конструкции, неподвижный механизм заклинивания установлен с возможностью взаимодейстВИЯ с ейкой стола под действием подпружиненного толкателя, веса стола и стопы деталей.
2,Устройство по п. 1, о т л ич ающееся тем, что, с целью ,
р-асширения технологических возможностей его применения при подаче стопы деталей до определенного уровня, подпружиненный толкатель механизма управления снабжен упором, установленным с возможностью перемещения в-горизонтальном направлении.
3.Устройство по п. 2, отличающееся тем, что подвижный механизм заклинивания снабжен пружинами, установленными соответственно сверху и снизу его элементов стопорения, причем пружины, установленные сверху, предварительно деформированы.
4.Устройство по. п. 1, о т л ичающееся- тем, что, с целью
расширения технологических возможностей его применения при опускании стопы деталей на определенный шаг, механизм управления снабжен тягой, связывающей подпружиненный толкатель с подвижным мехайизмом заклинивания.
Источники информации, принятые во внимание при экспертизе
1. Лебедовский М.О. и Федоров А.И. Ав-томатизация сборочных работ, Лениздат, 1970, с. 163, р. 52.
2. Авторское свидетельство СССР по заявке 29469167.08, кл. В 23 Q 7/08, 19,0.80.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей | 1980 |
|
SU952523A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для подачи и накопления деталей | 1983 |
|
SU1110602A1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| Устройство для поштучного отделения плоских деталей от стопы | 1989 |
|
SU1685849A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1986 |
|
SU1524959A1 |
| Устройство для поштучной подачи из стопы картонных плоскосложенных коробок и их формирования | 1988 |
|
SU1518209A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Устройство для контактной стыковой сварки деталей из термопластов | 1988 |
|
SU1646891A1 |
ГГ
fO
ш
