(5) УСТРОЙСТВО ДЛЯ ОТМЕРА ДЛИН ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Рольганг для ориентированной подачи заготовок | 1982 |
|
SU1060546A1 |
| Узел боковых роликов профилегибочного стана | 1977 |
|
SU743753A1 |
| Винтовой пресс двойного действия | 1976 |
|
SU617280A1 |
| Гайковерт | 1980 |
|
SU988537A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Устройство для отмера длины отрезанной заготовки | 1988 |
|
SU1641604A1 |
| Устройство для продольного сращивания заготовок | 1983 |
|
SU1097493A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Станок для нанесения вязких составов | 1982 |
|
SU1085642A1 |
| Ультразвуковая головка | 1990 |
|
SU1749009A2 |
1
Изобретение относится преимущественно к деревообрабатывающей промышленности и может быть использовано в станках для поперечной распиловки древесины, а также при поперечной резке прокатных профилей из металла, пластмассы и других материалов.
Известно устройство для отмера длин заготовок, содержащее основание, направляющее линейку для заготовок, ,Q поворотный вал с закрепленными на нем упорами и механизм поворота вала Cl3Недостатком этого устройства является ограниченное число отмеряемых длин.,5
Известно также устройство для отмера длин заготовок, содержащее основание, направляющую линейку для заготовок, направляющую с ползуном, имеющим упор и винтовой вал с механизмом 20 его вращения, и гайкой для перемещения упора С 2 3Недостатком этого устройства являэтся низкая производительность вслед твие повышенных затрат времени настройки на размер.
Цель изобретения - повышение производительности путем сокращения времени настройки на размер.
Это достигается тем, что устройство снабжено дополнительными ползунами с упорами и гайками, расположенными соответственно на направляющей и винтовом валу, причем упоры выполнены поворотными относительно направляющей, а гайки имеют фиксаторы для взаимодействия с упорами.
Фиксаторы выполнены в виде проточек на наружной поверхности гаек.
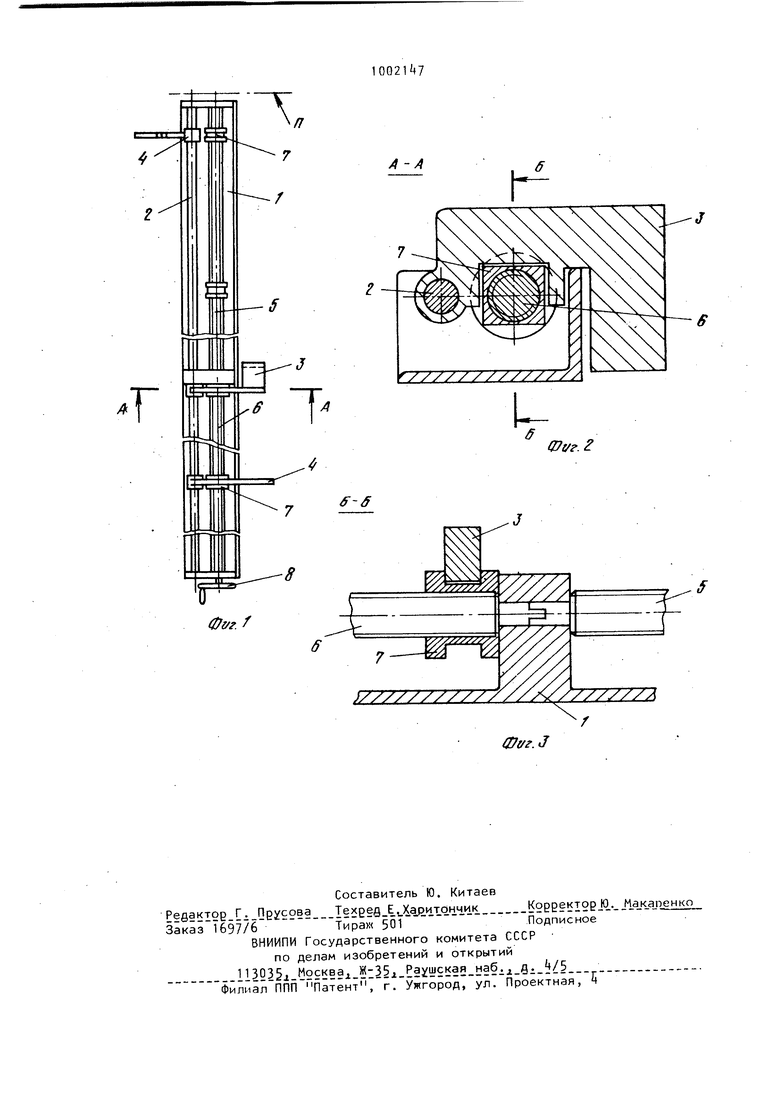
На фиг. 1 изображено предлагаемое устройство общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2.
Устройство содержит направляющую линейку 1 для заготовок, на которой установлены направляющая 2 с ползунами и установленными на них упорами 3 и Ц, а также винтовой вал, состоящий
из двух соединенных- между собой вин-тов 5 и 6 с гайками 7. На винте 6 закреплен механизм вращения винтового вала, выполненный в виде маховика 8, с помощью которого производится вращение винтов. Упор Ц на винте 5 (см, фиг. 1} показан в откинутом нерабочем положении. Упор 3 от упора отличается тем, что его рабочая плоскость смещена в сторону плоскости П резания для обеспечения возможности установки его против промежуточной опоры.
Расстояние от рабочей плоскости упоров до плоскости П резания определяет размер отрезаемой заготовки. Гайки имеют-фиксаторы для взаимвдействия с упорами, выполненные в виде прямоугольных проточек на их наФужных поверхностях, в которые и уста навливается упор в рабочем положении. Каждая из гаек 7 имеет возможность свободно вращаться на винте, перемещаясь вдоль направляющей линейки 1 из одного рабочего положения в другое и фиксироваться от вращения при установ ке упора в проточку на ее наружной поверхности. При этом точность устано ки определяется отношением шага винта к количеству проточек на наружной поверхности гайки. Винты 5 и 6 зафиксированы от продольных перемещений в опорах на направляющей линейке 1, но могут вращаться с помощью маховика 8, производя точную настройку г-айки 7 с зафиксированным на ней упором 3 или k на требуемый размер. Работа устройства осуществляется следующим образом. При откинутом упоре вращением гайки 7 рукой производит-40 ся ее установка на требуемый размер, один из упоров перемещается вдоль направляющей линейки 1 по направляющей 2 и устанавливается в проточки на гайке 7. Контроль правильности установ- 45 ки упора производится по шкале на передней части направляющей линейки 1. При необходимости производится поднастройка поворотом гайки 7 при откинутом упоре на 1/2 или 1/ оборота или более,, точная настройка - вращением винтов 5 и 6 за маховичок 8.
Во время работы любой упор может быстро откидываться 1ли перемещаться с одной гайки на другую, предварительно установленную на требуемый размер. Вращение гаек 7 можно производить только при откинутом упоре. В рабочем полох{еиии может одновременно находиться несколько упоров, имеющих различный вылет от направляющей линейки 1 , что позволяет производить последовательно отрезку заготовок на несколько заранее заданных размеров. Формула изобретения , 1 . Устройство для отмера длин заготовок, содержащее основание, направляющую линейку для заготовок, направляющую с ползуном, имеющим упор и винтовой вал с механизмом его вращения, и гайкой для перемещения упора, отличающееся тем, что, с целью повышения производительности путем сокращения времени настройки на размер, устройство снабжено дополнительными ползунами с упорами и гайками, расположенными соответственно на направляющей и винтовом валу, причем упоры выполнены поворотными относи:тельно направляющей, а гайки имеют фиксаторы для взаимодействия с упорами., 2. Устройство по п. 1, о т л и чающееся тем, что фиксаторы выполнены в виде проточек на наружной поверхности гаек, Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 363585, кл. В 27 В 11/00, 1971. 2.Авторское свидетельство СССР № , кл. В 27 В 5/29, 19б9 i прототип ). фуг. /
.J Фиг. г
