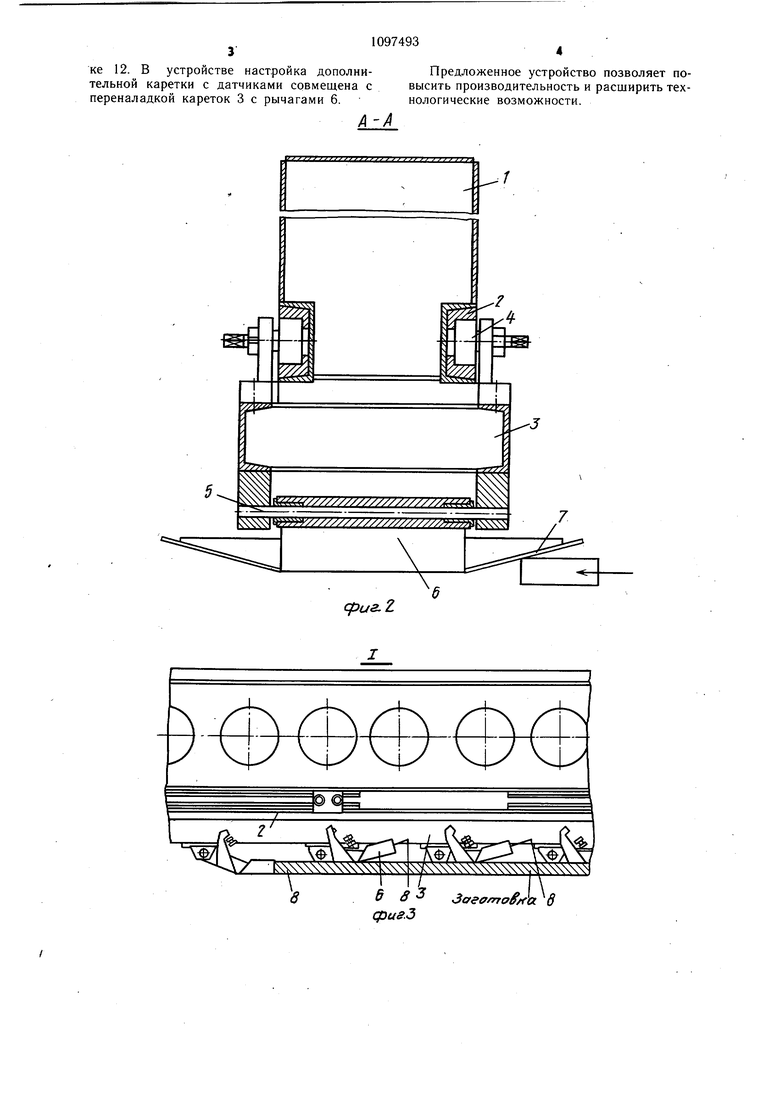
Изобретение относится к деревообрабатывающей промышленности, в частности, к оборудованию для склеивания пиломатериалов по длине. Известно устройство для продольной опрессовки заготовок, включающее станину, стойки, верхние прижимы, переналаживаемый торцевой упор и прессующий механизм 1. Известно также устройство для продольного сращивания заготовок, включающее стойку, верхние прижимы, торцевой упор и прессующий механизм 2. Недостатками известных устройств является необходимость переналадки торцевого упора в зависимости от длины опрессовываемых заготовок. Поскольку в деревообрабатывающем производстве применяются заготовки разной длины, поэтому на линиях склеивания заготовок необходима частая переналадка прессующего устройства. Время между переналадками с одной длинь на другую зачастую составляет менее 1 ч, а для переналадки торцевого упора в известных устройствах необходимо демонтировать (расфиксировать) упор, точно передвинуть в новое положение и закрепить. Кроме того, на известном устройстве для продольной прессовки склеенные и опрессованные заготовки имеют погрещность по длине, равную зазорам в предварительно наживленных брусках и погрешности от предварительной отрезки заготовок на ходу. Цель изобретения - повышение производительности и расщирение технологических возможностей. Указанная цель достигается тем, что стойка выполнена в виде траверсы с направляющими, на одной из которых установлены каретка с закрепленным на ней фиксатором, а на других установлены каретки с шарнирно закрепленными на них прижимами в виде рычагов, на которых с одной стороны закреплена упорная площадка. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1. Устройство включает траверсу 1 с направляющими 2, каретку 3 с роликами 4. На каретках 3 через определенный интервал с помощью осей 5 смонтированы рычаги.6. На каждом рычаге имеются двухсторонние скосы 7 и упорная площадка 8. Все каретки связаны между собой. Одна из кареток 3 с помощью механизма передачи, выполненного в виде винтовой передачи 9, конических шестерен 10 связана с маховиком 11, который снабжен линейкой 12. На траверсе также смонтирован прессующий механизм в виде гидроцилиндра 13 с упором 14 и пильный механизм 15. На траверсе 1 смонтирована дополнительная каретка 16 с фиксатором 17, направляющие 18, по которым могут катиться катки 19 дополнительной каретки 16. На всех трех каретках 3 последовательно с интервалом 500 мм по всей длине, равной 5500 мм, смонтированы втулки 20 с отверстиями под фиксаторы. Над каждой втулкой закреплена таблица 21 с обозначением соответствующей длины заготовки. Устройство работает следующим образом. Предварительно наживленная заготовка поперечно подается специальным устройством (не показано) в зону сращивания. При перемещении заготовка нажимает на скосы 7 рычагов 6, которые находятся в зоне ее перемещения, и поднимает их. Таким образом, рычаги б, находящиеся в зоне перемещения заготовки, в конце ее хода оказываются на ней. В конце перемещения заготовки включается гидроцилиндр 13, который с помощью упора 14, упирающегося в торец заготовки, перемещает ее продольно до соприкосновения противоположным торцом с упорной площадкой 8 ближайшего (не поднятой заготовкой) рычага 6. Начинается сращивание заготовок. При этом рычаги 6, лежащие на верхней плоскости заготовки, своим весом или, если необходимо, другими вспомогательными постоянно действующими средствами (пружины, силовые цилиндры) ограничивают заготовку от продольного изгиба в вертикальной плоскости. Для сращивания заготовок с заранее заданной длиной перед сращиванием производится регулирование положения рычага 6, который будет служить торцевым упором. Для этого вращением маховика 11 по линейке 12 через конические шестерни 10 и винтовую передачу 9 производится перемещение кареток 3 с рычагами 6 таким образом, чтобы расстояние от пилы пильного механизма 15 до упорной площадки равнялось заранее заданной длине. . После сращивания заготовок и отвода штока .гидроцилиндра 13 с упором 14 в исходное положение включается пильный механизм 15, который производит оттордовку заготовки на заданный размер. Для настройки устройства на определенный размер необходимо вывести фиксатор 17 из втулки 20 каретки 3, после чего оператор перемещает дополнительную каретку 16 с датчиками, смонтированными на ней, до втулки, соответствующей заданной длине заготовки (указанной на таблице над втулкой). Затем оператор поворачивает фиксатор 17 и фиксирует дополнительную каретку 16 относительно кареток 3. Точная донастройка дополнительной каретки 16 на заданный размер производится совместно с тремя каретками 3 с помощью винтовой передачи 9,конических шестерен 10 и маховика 11, при этом отсчет ведется по линейке 12. В устройстве настройка дополнительной каретки с датчиками совмещена с переналадкой кареток 3 с рычагами 6.
Предложенное устройство позволяет повысить производительность и расширить технологические возможности.
А/(
19
/в
76
сриеЛ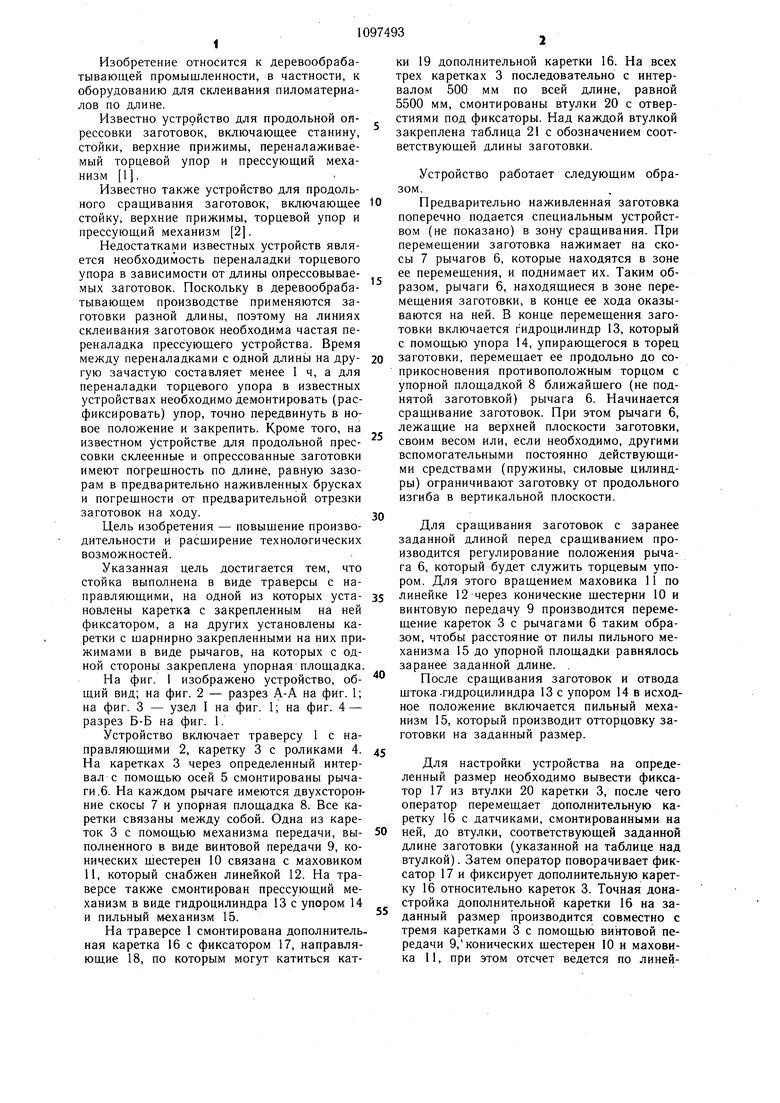
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Устройство для сращивания заготовок по длине | 1983 |
|
SU1100089A1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Каретка кривовязюка к устройству дляВыРубКи зАгОТОВОК из пОлОСОВОгОМАТЕРиАлА | 1979 |
|
SU841732A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU929284A1 |

УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОГО СРАЩИВАНИЯ ЗАГОТОВОК,, включающее стойку, верхние прижимы, торцевой упор и прессующий механизм, отличающееся тем, что, с целью повыщения производительности и расширения технологических возможностей, стойка выполнена в виде траверсы с направляющими, на одной из которых установлена каретка с закрепленным на ней фиксатором, а на других установлены каретки с шарнирно закрепленными на них прижимами в виде рычагов, на которых с одной стороны закреплена упорная площадка.
| I, Проспект фирмы «Rau-te, Финляндия, 1974 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проспект фирмы «Индустриаль, Швеция, 1976 (прототип). | |||
