Os
сЈ о
ь.
Изобретение относится к обработке металлов давлением и может быть использовано в ножницах для мерной резки сортового проката.
Целью изобретения является повышение производительности и надежности устройства.
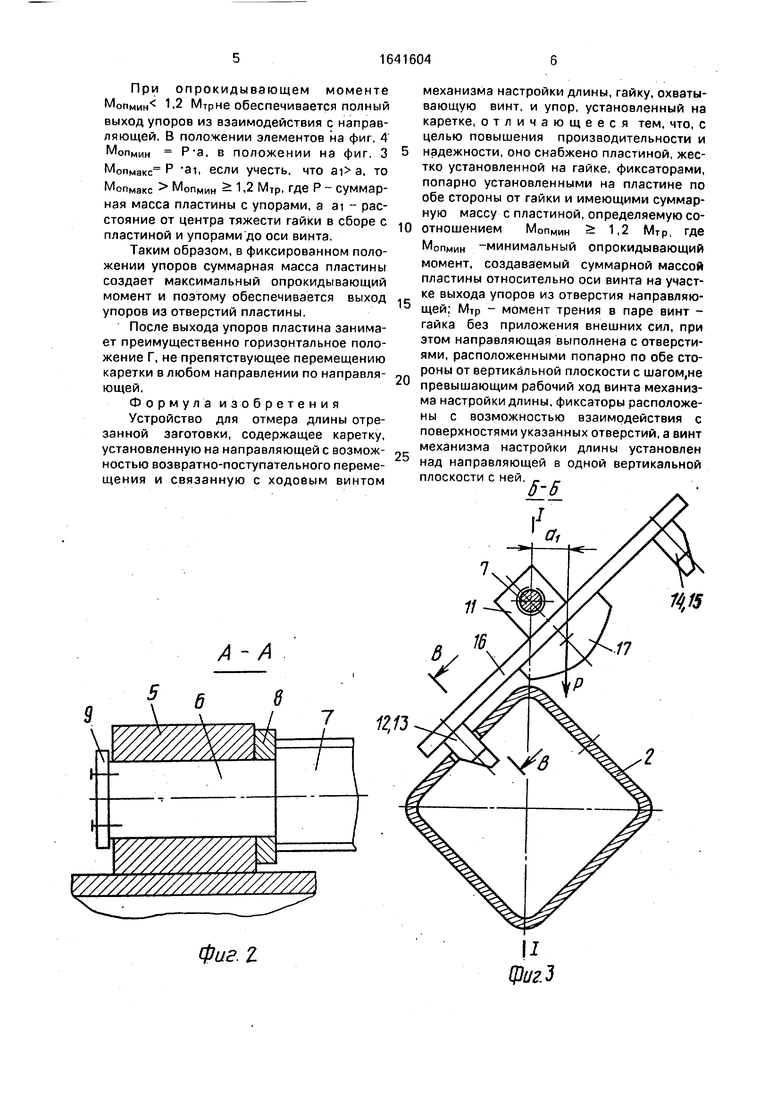
На фиг, 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1, положение деталей устройства при взаимодействии фиксаторов с направляющей; на фиг. 4 - то же, положение деталей устройства в начале взаимодействия фиксаторов с направляющей; на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6 - направляющая устройства, вид в плане.
Устройство для отмера длины заготовки содержит каретку 1, установленную с возможностью перемещения вдоль направляющей 2 посредством привода (не показан).
На каретке 1 закреплен упор 3, отсека- тель 4 которого размещен в зоне перемещения заготовок. На каретке 1 закреплена втулка 5, в отверстии которой размещен хвостовик 6 винта 7, между втулкой 5 и винтом 7 механизма настройки длины установлена опорная шайба 8, закрепленная на его хвостовике 6,торцовая часть которого снабжена ограничителем 9.
Винт 7 механизма настройки длины расположен над направляющей 2 в одной вертикальней плоскости I-t с ней. На направляющей 2 преимущественно в ее рабочих зонах выполнены чередующиеся по обе стороны от вертикальной плоскости 1-1 с шагом I, не превышающим рабочий ход И винта 7, парные отверстия 10. Винт 7 выполнен с гайкой 11, которая установлена с возможностью поворота относительно оси винта 7. Гайка 11 снабжена двумя парами фиксаторов 12, 13 и 14, 15, расположенных по обе стороны от гайки на пластине 16, прикрепленной к гайке 11 со стороны направляющей 2. При необходимости к пластине 16 может быть прикреплен дополнительный груз 17, обеспечивающий совместно с пластиной 16 создание минимального опрокидывающего момента на участке выхода фиксаторов 12, 13 или 14, 15 из отверстия 10. Соединение каретки 1 с приводом нежесткое посредством гибкого элемента 18, пропущенного в отверстие выступа 19 и ограничительных колец 20 и 21, закрепленных на гибком элементе 18.
Устройство работает следующим образом.
Каретка 1 с упором 3 перемещается по направляющей 2 посредством привода (не
показан) до исходного положения упора 3 или до положения, близкого к исходному, в зависимости от положения гайки 11 на винте 7, После этого вращением винта 7 перемещают гайку 11 до совмещения одной из пары ее упоров с отверстиями в направляющей. Поворотом гайки 11 с пластиной 16 вводят фиксаторы 12, 13 или 14, 15 в соответствующие им отверстия 10 и далее, вращая винт 7, вводят упоры в зацепление с направляющей 2 через ее отверстия 10. После этого корректируют положение упора 3 и производят фиксацию корпуса путем включения привода и перемещением гибкого элемента до упора ограничительного кольца 20 в выступ 19.
Устройство установлено на заданную длину.
При ударе проката по упору 3 энергия
удара передается на его каретку 1 далее через втулку 5, опорную шайбу 8, винт 7, гайку 11 и фиксаторы 12, 13 или 14, 15 на направляющую 2. Так как удар передается в направлении по стрелке Д, то энергия удара
не может передаваться на привод через ограничительное кольцо 20, т.е. привод не воспринимает ударных нагрузок.
Винт 7 механизма настройки длины имеет резьбу с шагом, соответствующим условию самоторможения. При необходимости винт 7 может быть дополнительно снабжен контргайкой, что обеспечивает условие фиксации винта относительно гайки и исключает возможность смещения упора относительно исходного положения.
При необходимости переустановки упора для отмера новой длины первоначально привод включают в направлении, противоположном направлению подачи проката.
т.е. перемещают гибкий элемент 18 до упора в выступ 19 ограничительного кольца 21, после чего вся система размещения на направляющей перемещается вперед до выхода фиксаторов 12 и 13 из зацепления с
направляющей 2.
Учитывая то, что масса пластины 16 с фиксаторами 12- 15 и дополнительным грузом 17 создает опрокидывающий момент, превышающий момент трения в винтовой
паре,пластина 16 проворачивается относительно оси винта до выхода фиксаторов 12 и 13 из отверстий 10 направляющей. Суммарная масса пластины выбирается таким образом, чтобы в положении
пластины, соответствующем началу взаимодействия фиксаторов 12 и 13 с направляющей 2, создавался опрокидывающий момент Мопмин - 1.2 Мтр. где Мтр-момент трения в винтовой паре без нагрузки.
При опрокидывающем моменте Мопми 1.2 Мтрне обеспечивается полный выход упоров из взаимодействия с направляющей. В положении элементов на фиг. 4 Мопми„ р-а, в положении на фиг. 3 МопМакс Р 31, если учесть, что ai а, то Молмакс Мопмин - 1-2 Мтр, где Р - суммарная масса пластины с упорами, a ai - расстояние от центра тяжести гайки в сборе с пластиной и упорами до оси винта.
Таким образом, в фиксированном положении упоров суммарная масса пластины создает максимальный опрокидывающий момент и поэтому обеспечивается выход упоров из отверстий пластины.
После выхода упоров пластина занимает преимущественно горизонтальное положение Г, не препятствующее перемещению каретки в любом направлении по направляющей. Формула изобретения Устройство для отмера длины отрезанной заготовки, содержащее каретку, установленную на направляющей с возможностью возвратно-поступательного перемещения и связанную с ходовым винтом
фиг.1
°
10
5
5
механизма настройки длины, гайку, охватывающую винт, и упор, установленный на каретке, отличающееся тем, что, с целью повышения производительности и надежности, оно снабжено пластиной, жестко установленной на гайке, фиксаторами, попарно установленными на пластине по обе стороны от гайки и имеющими суммарную массу с пластиной, определяемую соотношением Мопмин 1,2 МТр, где Мопмин -минимальный опрокидывающий момент, создаваемый суммарной массой пластины относительно оси винта на участке выхода упоров из отверстия направляющей; Мтр - момент трения в паре винт - гайка без приложения внешних сил, при этом направляющая выполнена с отверстиями, расположенными попарно по обе стороны от вертикальной плоскости с шагом.не превышающим рабочий ход винта механизма настройки длины, фиксаторы расположены с возможностью взаимодействия с поверхностями указанных отверстий, а винт механизма настройки длины установлен над направляющей в одной вертикальной плоскости с ней.
5 о
w//s/ s//y////////////
I
52
12
6-8
16
I
52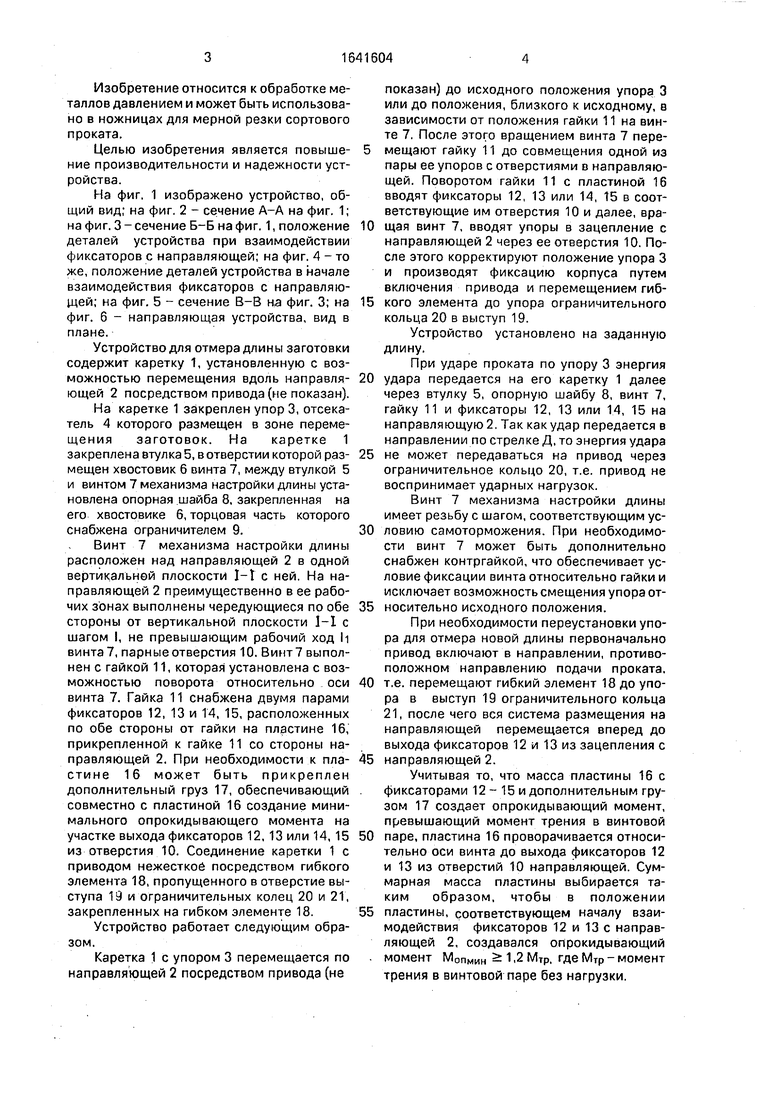
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отмера длин заготовок | 1981 |
|
SU1002147A1 |
| Станок для изготовления секцийэлЕКТРичЕСКиХ МАшиН | 1979 |
|
SU828324A1 |
| СТАНОК НАСТОЛЬНЫЙ ДЛЯ ЗАТОЧКИ КОРОТКИХ И СУПЕРДЛИННЫХ СПИРАЛЬНЫХ СВЕРЛ ДИАМЕТРОМ ОТ 2 мм ДО 20 мм | 2011 |
|
RU2494851C2 |
| Устройство для приклеивания подошв или формования следа обуви | 1988 |
|
SU1639605A1 |
| Устройство для монтажа проводов воздушной линии электропередачи | 1976 |
|
SU618813A1 |
| Автомат для обработки электромонтажных проводов | 1977 |
|
SU936784A1 |
| Упор к ножницам для резки проката | 1978 |
|
SU893423A1 |
| Устройство для сборки рамных столярных изделий | 1982 |
|
SU1127770A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО СНАРЯЖЕНИЯ ТАБЛЕТКАМИ ОБОЛОЧЕК СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2302047C1 |
| Устройство реверсивного поворота и фиксации планшайбы в двух заданных положениях | 1990 |
|
SU1745521A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в ножницах для мерной резки сортового проката. Цель изобретения - повышение производительности и надежности устройства. Устройство для отмерз длины заготовки содержит упор 3, каретку 1, которая установлена на направляющей 2 с возможностью перемещения вдоль нее. Каретка снабжена винтом 7 механизма настройки длины с гайкой 11, расположенным над направляющей 2. В последней выполнены чередующиеся парные отверстия 10 с шагом, не превышающим рабочий ход винта механизма 7 настройки длины. К гайке 11 прикреплена пластина с фиксаторами, имеющая суммарную массу с фиксаторами, определяемую из соотношения Мопмин - 1.2 Мтр, где Мопмин минимальный опрокидывающий момент, создаваемый суммарной массой пластины 16 относительно оси винта 7 на участке выхода фиксатора из отверстия 10 направляющей 2. МТр - момент трения в паре винт 7 - гайка 11 без приложения внешних сил. Устройство позволяет сократить время настройки на контрольную длину и увеличить стабильность получаемых результатов. 6 ил. w w Ё
Фиг. 5
| Упор к ножницам для резки проката | 1979 |
|
SU1006109A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
