3S
33
/4
113
Изобретение касается поточной линии для обработки деталей в ходе двух и более технологических опера- ций, последовательно подаваемых на позиции обработки или сборки, расположенные вдоль трассы транспортирования, с помощью приводных транспортеров, на которых эти детали предпочтительно крепятся на приспособлениях спутниках или на аналогичных устройствах.
Цель изобретения - расширение функциональных возможностей линии за счет обеспечения останова спутника в любом месте на пути его транспортировки и перемещения в это время остальных спутников,
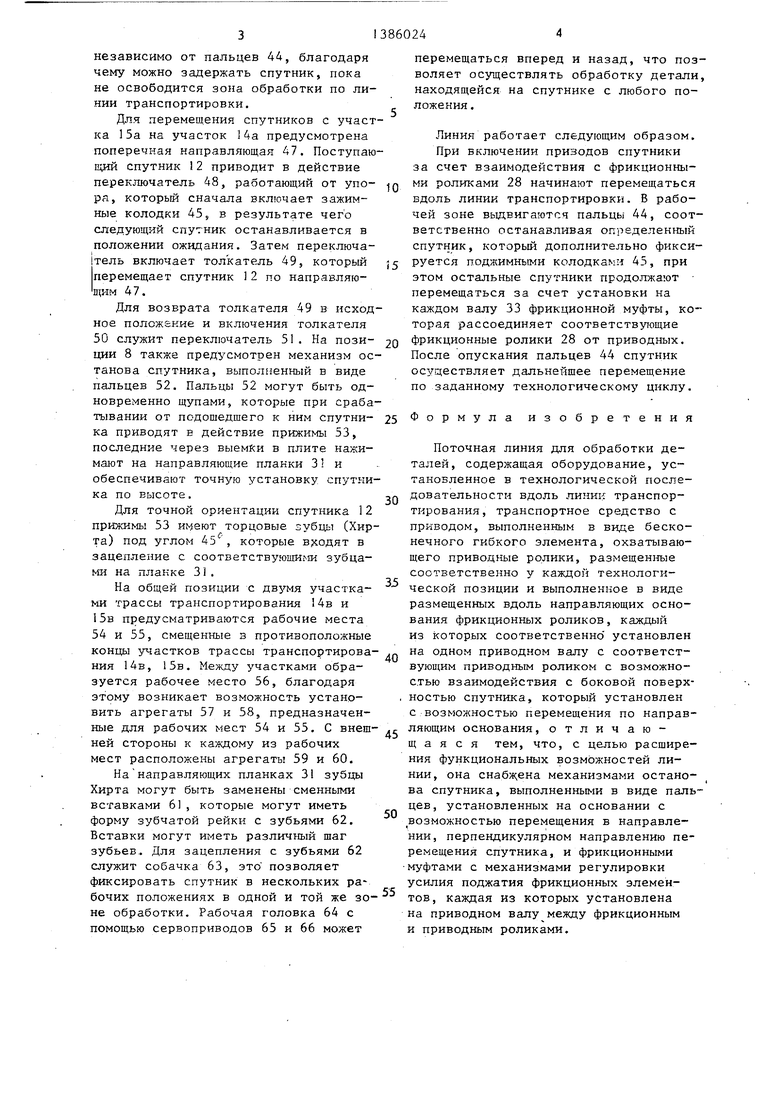
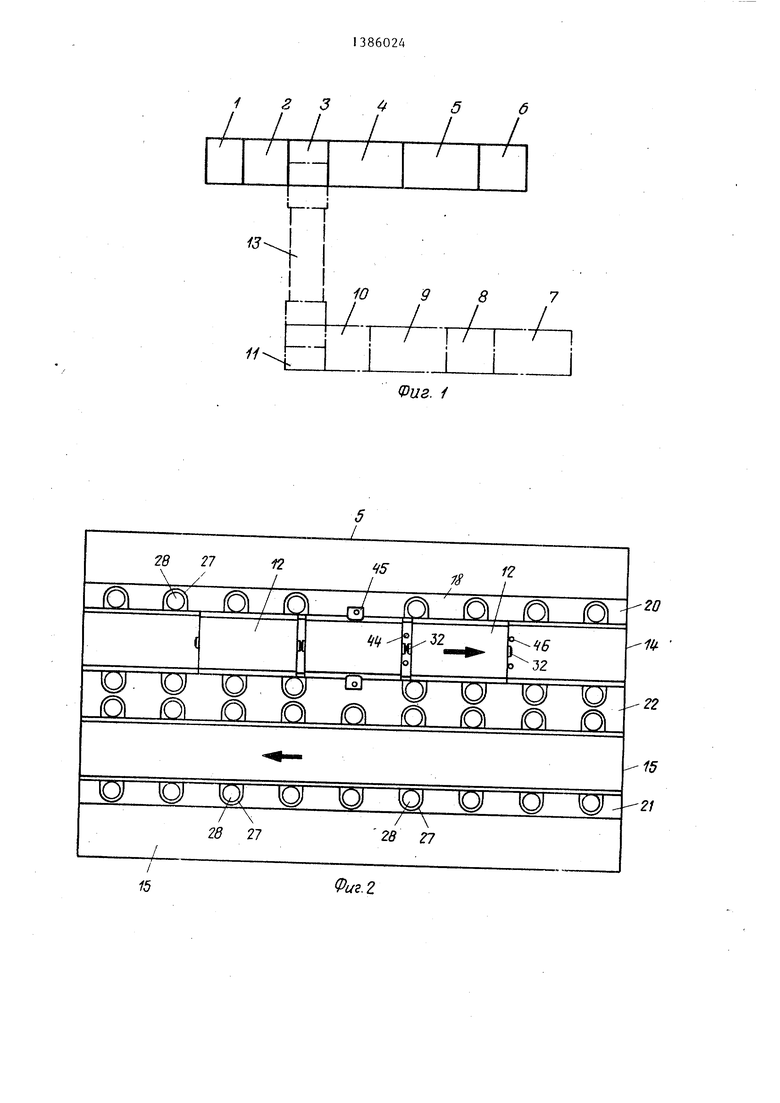
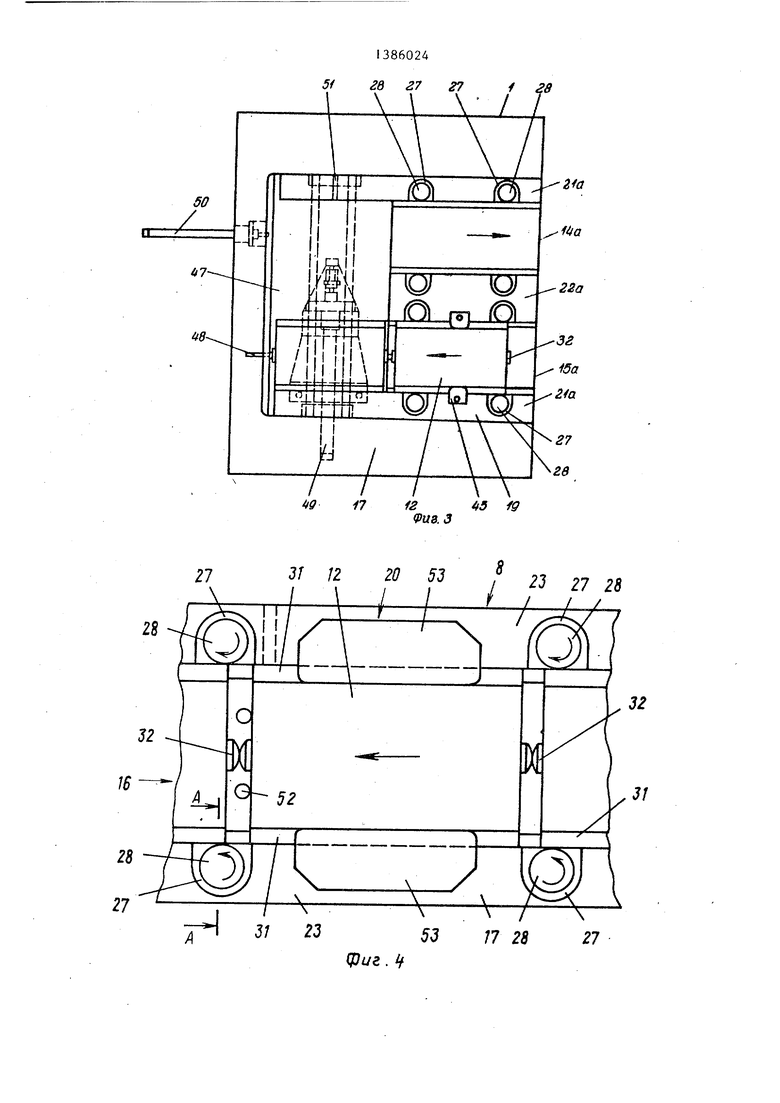
На фиг.1 показана схема поточной линии; на фиг,2 - отдельная позиция поточной линии; на фиг.З - начальный участок поточной линии; на фиг.4 - фрагмент места обработки позиции с обрабатывающими и сборочными машинакромка 24 которых, обраш;енная в сторону от трассы транспортирования, приподнята, в то время как кромка 25, обращенная к трассе транспортирования, имеет покрытие 26 скольжения. В кромке 24 предусмотрены полукруглые выемки 27, в которых помещены фрикционные ролики 28, которые защищены сверху крышками 29, которые покрываются покрытиями 26 скольжения.
Между крьшками 29 и спутниками I 2 имеются направляющие пазы 30.
Каждый спутник снабжен направляющими планками 31, входящими в направляющие пазы 30, и амортизаторами 32. Фрикционные ролики 28 на противоположных сторонах участков линии транспортирования вращаются в противоположных направлениях, благодаря чему они перемещают спутник 2.
Фрикционные ролики 28 посажены на вертикальные валы 33, которые ус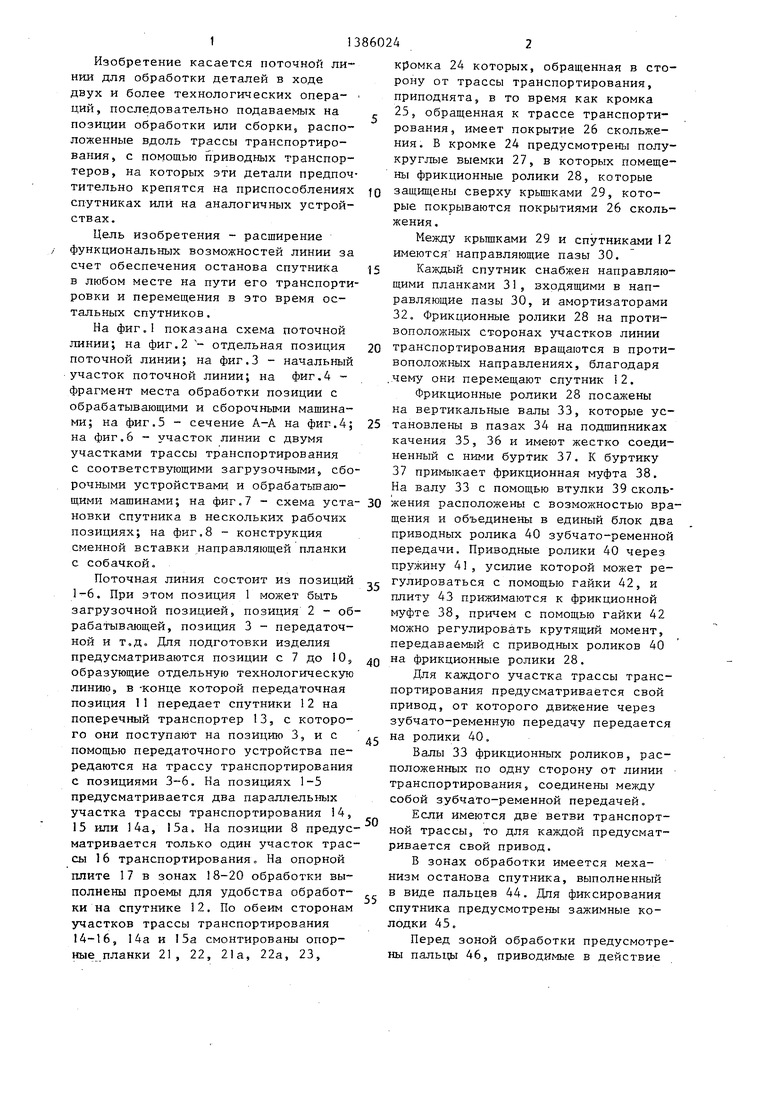
Изобретение касается поточней линии для,обработки деталей з ходе двух или более технологических операций, последовательно подаваемьш на позиции обработки. Цель изобратения- расширение функциональных возможностей линии за счет обеспечения останова спутника в любом месте при перемещении остальных спутников. Для этого каждый фрикционный ролик 28, который осуществляет перемещение спутника за боковую поверхность, снабжен фрикционной муфтой 38, установленной между фрикционным роликом 28 и приводным роликом 40. Все приводные ролики, расположенные по одну сторону от линии транспортировки соединены зубчато-ременной передачей, связанной с соответств тощим приводом. При выдвижении пальцев в рабочей зоне спутник останавливается, при этом приводные ролики 40 вращаются за счет наличия фрикционной муфть 38, что позволяет осуществлять перемещение остальных спутников и одновременно производить обработку на остановленном спутнике.8ил. i от с
ми; на фиг.З - сечение А-А на фиг.4; 25тановлены в пазах 34 на подшипниках
на фиг.6 - участок линии с двумякачения 35, 36 и имеют жестко соедиучастками трассы транспортированияненный с ними буртик 37. К буртику
с соответствующими загрузочными, сбо-37 примыкает фрикционная муфта 38.
рочными устройствами и обрабатьшаю-На валу 33 с помощью втулки 39 скольщими машинами; на фиг.7 - схема уста- 30жения расположены с возможностью врановки спутника в нескольких рабочих позициях; на фиг.8 - конструкция сменной вставки направляющей планки с собачкой.
Поточная линия состоит из позиций . При этом позиция 1 может быть загрузочной позицией, позиция 2 - обрабатывающей, позиция 3 - передаточной и т.До Для подготовки изделия предусматриваются позиции с 7 до 10, образующие отдельную технологическую линию, в -конце которой передаточная позиция 11 передает спутники 12 на поперечный транспортер 13, с которого они поступают на позицию 3, и с помощью передаточного устройства передаются на трассу транспортирования с позициями 3-6. На позициях 1-5 предусматривается два параллельных участка трассы транспортирования 14, 15 или 14а, 15а. На позиции 8 предусматривается только один участок трассы 16 транспортирования На опорной плите 17 в зонах 18-20 обработки выполнены проемы для удобства обработ- г виде пальцев 44. Для фиксирования ки на спутнике 12. По обеим сторонам спутника предусмотрены зажимные колодки 45.
Перед зоной обработки предусмотрены пальцы 46, приводимые в действие
участков трассы транспортирования 14-16, 14а и 15а смонтированы опорные планки 21, 22, 21а, 22а, 23,
5
0
щения и объединены в единый блок два приводных ролика 40 зубчато-ременной передачи. Приводные ролики 40 через пружину 41, усилие которой может регулироваться с помощью гайки 42, и плиту 43 прижимаются к фрикционной муфте 38, причем с помощью гайки 42 можно регулировать крутящий момент, передаваемый с приводных роликов 40 на фрикционные ролики 28.
Для каждого участка трассы транспортирования предусматривается свой привод, от которого движение через зубчато-ременнзто передачу передается с на ролики 40.
Валы 33 фрикционных роликов, расположенных по одну сторону от линии транспортирования, соединены между собой зубчато-ременной передачей.
Если имеются две ветви транспортной трассы, то для каждой предусматривается свой привод.
В зонах обработки имеется механизм останова спутника, выполненный
0
независимо от пальцев 44, благодаря чему можно задержать спутник, пока не освободится зона обработки по линии транспортировки.
Для перемещения спутников с участ ка 15а на участок 4а предусмотрена поперечная направляющая 47. Поступающий спутник 12 приводит в действие переключатель 48, работающий от упора, который сначала включает зажимные колодки 45, в результате чего следующий спутник останавливается в положении ожидания. Затем переключа- |тель включает толкатель 49, который перемещает спутник 12 по направляющим 47.
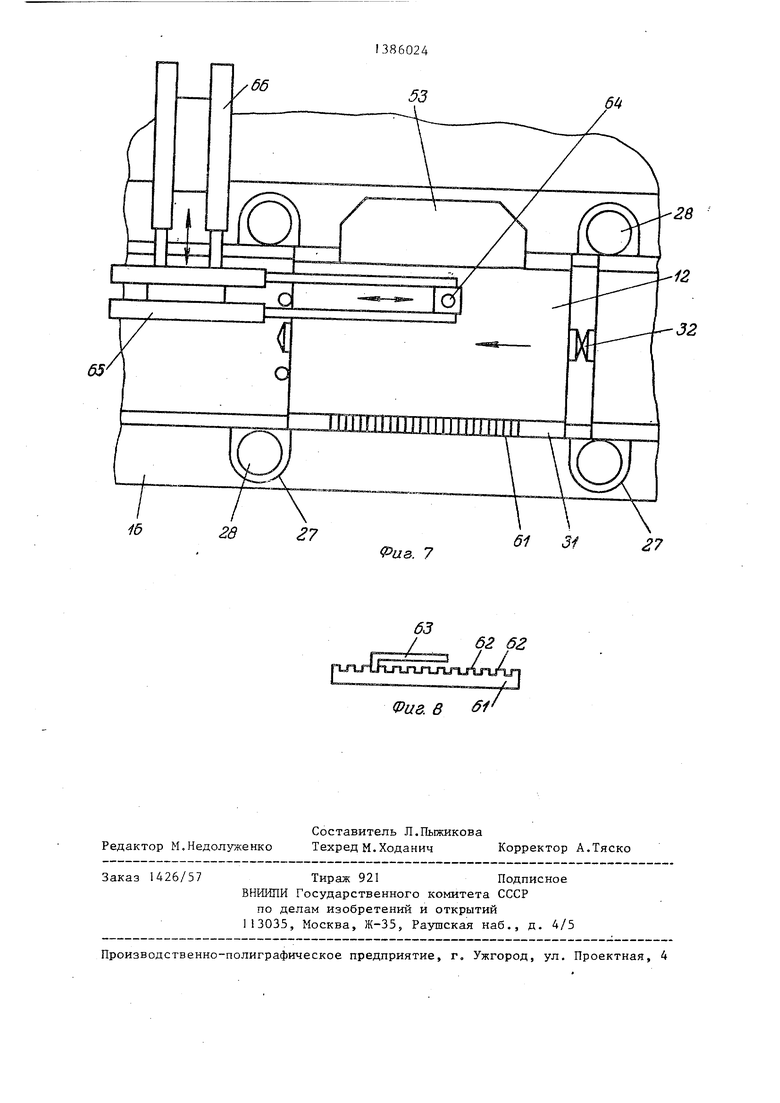
Для возврата толкателя 49 в исходное положение и включения толкателя 50 служит переключатель 51. На позиции 8 также предусмотрен механизм останова спутника, выполненный в виде пальцев 52. Пальцы 52 могут быть одновременно щупами, которые при срабатывании от подошедшего к ним спутника приводят Е действие прижимы 53, последние через выемки в плите нажимают на направляющие планки 31 и обеспечивают точную установку спутника по высоте.
Для точной ориентации спутника 12 прижимы 53 торцовые зубцы (Хир та) под углом 45 , которые в содят в зацепление с соответствующими зубцами на планке 31.
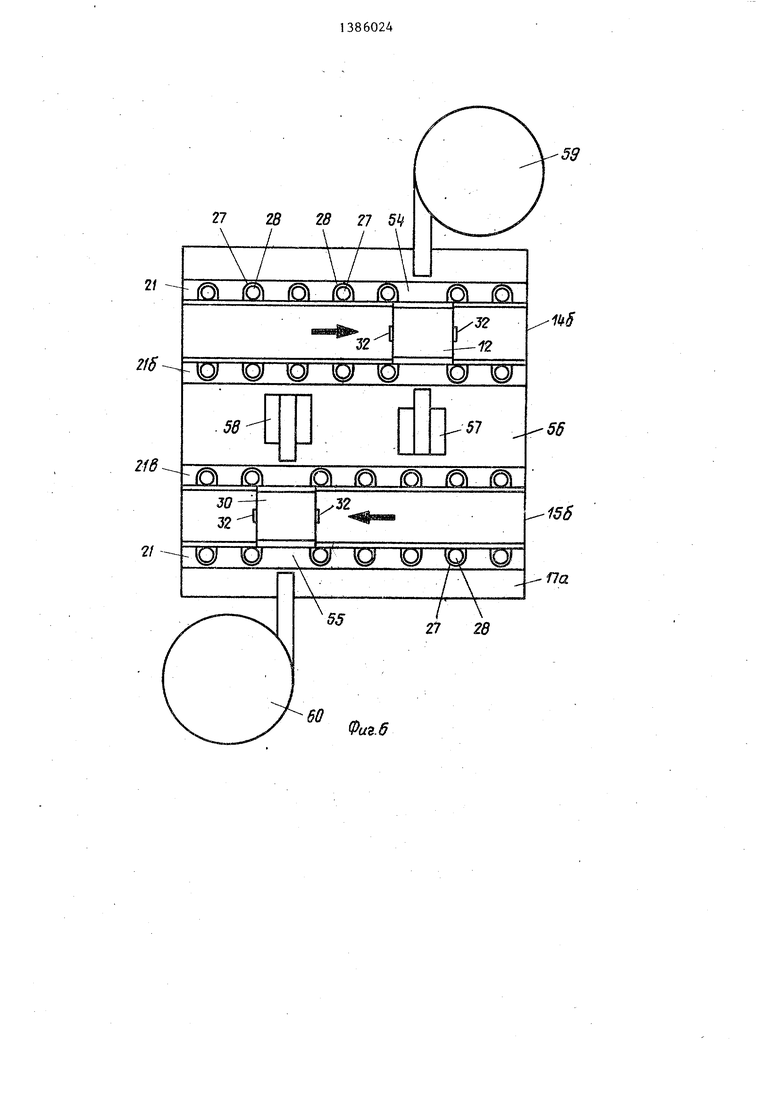
На общей позиции с двумя участками трассы транспортирования 14в и 15в предусматриваются рабочие места 54 и 55, смещенные в противоположные концы участков трассы транспортирования 14в, 15в. Между участками образуется рабочее место 56, благодаря этому возникает возможность установить агрегаты 57 и 58, предназначенные для рабочих мест 54 и 55. С внешней стороны к каждому из рабочих мест расположены агрегаты 59 и 60.
На направляющих планках 31 зубцы Хирта могут быть заменены сменными вставками 61, которые могут иметь форму зубчатой рейки с зубьями 62. Вставки могут иметь различный шаг зубьев. Для зацепления с зубьями 62 служит собачка 63, это позволяет фиксировать спутник в нескольких ра бочих положениях в одной и той же зо не обработки. Рабочая головка 64 с помощью сервоприводов 65 и 66 может
перемещаться вперед и назад, что позволяет осуществлять обработку детали, нaxoдяп eйcя на спутнике с любого положения .
Линия работает следующим образом. При включении приводов спутники за счет взаимодействия с фрикционны д ми роликами 28 начинают перемещаться вдоль линии транспортировки. В рабочей зоне выдвигаются пальцы 44, соответственно останавливая оппеделентш спутник, который дополнительно фиксн.5 руется поджимными кoлoдкa Ii 45, при этом остальные спутники продолжают перемещаться за счет установки на каждом валу 33 фрикционной муфты, которая рассоединяет соответствующие
2Q фрикционные ролики 28 от приводных. После опускания пальцев 44 спутник осуществляет дальнейшее перемещение по заданному технологическому циклу.
25 Формула изобретения
Поточная линия для обработки деталей, содержащая оборудование, установленное в технологической послеoQ довательности вдоль линии транспортирования, транспортное средство с приводом, выполненным в виде бесконечного гибкого элемента, охватывающего привод}а1е ролики, размещенные соответственно у каждой технологической позиции и выполненное в виде размещенных вдоль направляющих основания фрикционных роликов, каждый из которых соответственно установлен на одном приводном валу с соответствующим приводным роликом с возможностью взаимодействия с боковой поверх- , ностью спутника, который установлен с возможностью перемещения по направ.f- ляющим основания, отличающаяся тем, что, с целью расширения функциональных возможностей линии, она снабж;ена механизмами останова спутника, выполненными в виде пальцев, установленных на основании с возможностью перемещения в направлении, перпендикулярном направлению перемещения спутника, и фрикционными муфтами с механизмами регулировки усилия поджатия фрикционных элементов, каждая из которых установлена на приводном валу между фрикционным и приводным роликами.
35
40
50
55
i 2 3 56
I I I I I I
j 10У
П /. / . /
..М
Фиг. i
51 гв 27 271 8
V /
7 / Г V
iiQУ712 S f9
ФИВ.З
-2 fa
-22 а
-32
15а
27
гв
27
фиг. if
28
I
28
21
(01 О О ОГюГ о О
2i5
уг уг дг уг г у/уг
Ш
5в
218
lOiO .
30 32
К
32
2/
О о vW/O О W
Y
32 12
-f«/f
5
156
W
г
Ли
г
27 25
Физ.6
6U
28
12 -32
Pua. 7
61 3i
63 / 2
Физ. в
| Патент Великобритании № 1370945, кл.-В 65 G 13/04, опублик | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1915 |
|
SU974A1 |
