(5) ШИХТА для ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО
Изобретение относится к кервмическому производству и может быть использовано для изготовления керамических изделий с низкой пористостью и высокой механической прочностью как при 20°С, так и при 950-1050 С, применяемых в качестве керамических вставок штампового инструмента.
В настоящее время разрабатывается технология изготовления ответственных деталей из жаропрочных сплавов методом изотермического деформирования. Деформирование осуществляется штамповым инструментом из дорогостоящих дефицитных жаропрочных сплавов на никелевой основе, которые в процессе работы требуют алмазной обработки.
Предполагается применять штамповый инструмент с вставками из менее дефицитных недорогих керамических материалов, способных выдерживать нагрузки 250- 50 МПа при 930-1050 0. При этом керамические вставки должны иметь строгую геометрическую форму и.
МАТЕРИАЛА
Мс1лую пористость, не содержать дефектов в виде раковин и трещин, не взаимодействовать с материалом штампуемых деталей.
Известна шмхта для изготовления керамических плотных изделий на основе глинозема () и циркона (1б-2б%) методом прессования тонких порошков с размером зерен 2-5МКМ 1 .
Однако для получения из этой шихты
10 материала с прочностью при сжатии (0стк) 300-600 МПа необходима температура обжига с выдержкой 6 Ч. При этом величина усадки составляет 13, что не позволяет сохранить
15 геометрическую форму керамических вставок.
Наиболее близкой к изобретению является шихта для изготовления плотного корундоцирконового огнеупора, содержащая, %: электрокорунд - 8092,5; ZrSib.- 7,5-20, спрессованный на связке из водного раствора сульфитноспиртовой барды (ССБ). Исходные компоненты имели размер зерен 2-5 мкм после грануляции: 2-0 ,5 мм 60|, ме. нее 0,5 мм . Давление прессования составляло 25 МПа f2j . Однако этот огнеупор из этой маесы для достижения Gc 300-600 МПа должен обжигаться при с выдержкой 6-12 t|. При этом усадка составляет 13-15 ;, что также недопустимо. Кроме того, сырцы на ССБ недостаточно прочны, что может приводить к разрушению при транспортировке. Целью изобретения является повышение прочности и уменьшение усадки при одновременном снижении температурь обжига. Поставленная цель достигается тем что шихта для изготовления керамического материала, включающая электрокорунд, и циркон, дополнительно содержи плавленый магнезит и кремнийорганическую смолу при следующем соотношении компонентов .: Электрокорунд 67,-80,9 Циркон12,8-22,6 Плавленый магнезит,2-7 Кремнийорганическая смола 2,1-2,6 Электрокорунд целью уменьшения усадки изделий. Для снижения температуры спекания электрокорунда вводится плавленый магнезит. Кроме того спеканию способствует кремнезем, вводимый с технологической связкой (раст вором смолы К-9 в ацетоне при соотношении 1:1, К-9 содержит/ -- 50 летучих компонентов. В. процессе оРжига ZrSiO разлагается на , в основном об разует стеклофазу, а частично вступае 8 реакцию с , образуя муллит.ZrO совместно с муллитом способствует повышению термостойкости изделий. При введении МпО, ZrSiO ниже указанных количеств не удается получить образцы с низкой пористостью При введении этих компонентов в коли.честве выше указанных величии снижается высокотемпературная прочность. При использовании К-9 в количестве ниже отсутствует полное смачивание пресспорошка и образцы не пролрессовываются. При введении К-9 выше 2,6 .удлиняется время сушки массы Ниже приведены составы исследуемых масс (см. табл.1). Все порошки использовали в тонкомолотом виде (размер зерен менее 20 мкм). Помол проводили в керамических мельницах с корундовой футеровкой (в отличие от прототипа), что позволило значительно сократить время изготовления образцов за счет исключения операции отмывки материалов от железа. Электрокорунд и магнезит мололи в вибрационной мельнице, а циркон - в шаровой мельнице. Молотые порошки смешивали в указанных количествах с раствором К-9. Затем, подсушивали на воздухе в течение 10 мин, и гранулировали путем протирки через сито с диаметром отвертсий 1,2 мм. Образцы (диаметр 30-50 мм, высота 40-60- мм) прессовали при удельном давлении ЮОМПа, обжигали пр.и С с выдержкой 2ч. . Сырые образцы практически сразу же после прессования имели высокую прочность (выше в 1,5-2 раза, чем сверцы прототипа) и не рассыпались при транспортировке. 8 табл.2 показаны основные свойства обожженных образцов в зависимости от их состава. Образцы имеют при меньшей температуре обжига (15 С) более низкую величину усадки (А,66, ) большее значение прочности (при 20°С 620-650 МПа, при 350-380 МПа) практически при одинаковых значениях пористости. Полученные значения прочности удовлетворяют требованиям, предъявляемым к материалам керамических вставок штампового инструмента в установках изотермического деформирования 250-U50 НПа при 950-105ос. . За базовый вариант взят применяемый в настоящее время штамповый инструмент из дорогостоящих дефицитных никелевых сплавов типа }{С6 К. Такой штамп за счет высокой пластичности никелевого сплава в процессе работы при 950-1050 0 изменяет форму и часто прилипает к материалу штампуемой детали, что не дает возможности получать качественные детали. Поэтому в процессе штамповки штамп подвергают алмазной доводке. Замена существующих штампов на штамповый инструмент с керамическими вставками позволит повысить его- работоспособность за счет сохранения формы и размера вставок в течение длительного времени работы. Отсутствие взаимодействия не потребует алмазной доработки штампов.
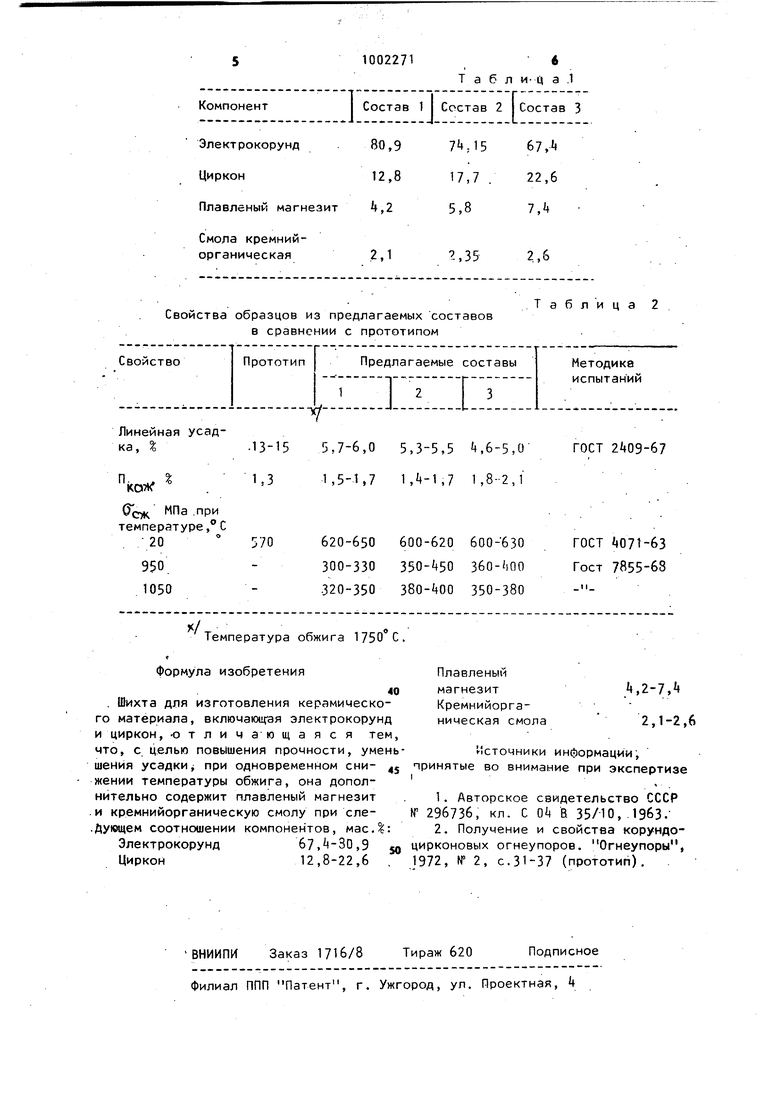
Компонент
80,9.,S67 ,
12,817,7 .22,6
k,25,87,+ 2,,352,&
Т а б л и- ц а .1
I Состав 1 Состав 2 |
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта для изготовления керамического материала | 1981 |
|
SU1000440A1 |
| Огнеупорная масса | 1981 |
|
SU1011604A1 |
| Шихта для изготовления огнеупорных изделий | 1982 |
|
SU1047875A1 |
| Шихта для изготовления огнеупорных изделий | 1990 |
|
SU1719368A1 |
| Способ формования керамических изделий | 1976 |
|
SU730658A1 |
| КЕРАМИЧЕСКАЯ СМЕСЬ ДЛЯ ПРИМЕНЕНИЯ В ПРОИЗВОДСТВЕ ОГНЕУПОРОВ И СООТВЕТСТВУЮЩИЙ ПРОДУКТ | 2005 |
|
RU2386604C2 |
| Суспензия для получения огнеупорных изделий | 1981 |
|
SU975666A1 |
| Огнеупорная масса для разливки металлов | 1990 |
|
SU1742261A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВЫСОКООГНЕУПОРНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2625859C2 |
| Огнеупорная масса | 1978 |
|
SU749816A1 |
Свойства образцов из предлагаемых составов в сравнении с прототипом
.13-15 5,7-6,0 5,3-5,5 ,6-5,0
1,3 1,5-1,7 1,,7 1,8-2,1
Температура обжига 1750°С. Формула изобретения . Шихта для изготовления керамического материала, включаюи ая электрокорунд и циркон, отличающаяся тем, что, с целью повышения прочности, умень шения усадкиj при одновременном сни- j жении температуры обжига, она дополнительно содержит плавленый магнезит и кремнийорганическую смолу при сле.Дующем соотношении компонентов, масД: Электрокорунд 67,-30,9 j0 Циркон12,8-22,6 ,
Таблица 2
ГОСТ 2i 09-67 Плавленый ..2-7, магнезит Кремнийорга2,1-2,6 ническая смола Источники информации, инятые во внимание при экспертизе 1. Авторское свидетельство СССР 296736, кл. С Oi В 35ЛО, .1963. 2. Получение и свойства корундорконовых огнеупоров. Огнеупоры, 72, № 2, с.31-37 (прототип). .
