(5А) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ
ТЕРМООБРАБОТКИ во ВСТРЕЧНЫХ СТРУЯХ
1
Изобретение относится к сушильной технике и, в частности, к автоматизации процесса термообработки во встречных струях.
По основному авт.св. № известен способ автоматического управления процессом термообработки во встречных струях путем воздействия на расход топлива по температуре отработавшего теплоносителя, согласно которому дополнительно измеряют температуру свежего теплоносителя и по ней корректируют расход топлива, при этом воздействие на последний по температуре отработавшего теплоносителя производят только при превьииении этой температурой заданного значения l 3.
Однако известный способ не обеспечивает требуемого качестра управления.
Целью изобретения является повышение качества управления.
Поставленная цель достигается тем, что согласно способу автоматического управления процессом термообработки во встречных струях дополнительно измеряют перепад давления в тракте смешанного потока и при превышении измеренным сигналом заданного значения дополнительно корректируют расход топлива.
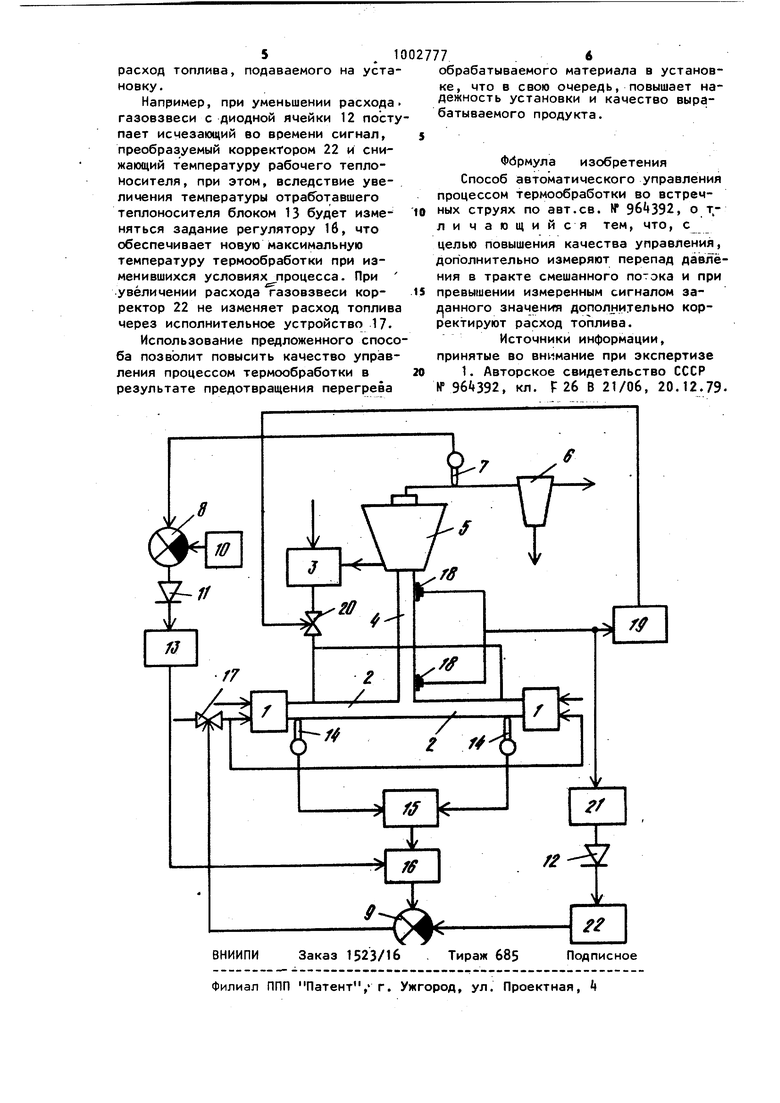
О На чертеже представлена блок-схема устройства, реализующего данный способ.
Устройство содержит соосно расположенные газовые камеры 1, в которые
поступают топливо и воздух, разгонные трубы 2, бункер 3 осадка, выносную камеру 4, классификатор 5,сепаратор 6,датчик 7 температуры отработавшего теплоносителя, сумматоры 8 и 9, задатчик 10, диодные ячейки 11 и 12, корректор 13 температуры отработавшего теплоносителя, датчик k температуры рабочего теплоносителя, блок 15 селектирования, регулятор IS температуры, исполнительное устройство 17 на линии подачи топлива в камеры 1, датчик 18 перепада давления в выносной камере k, регулятор 19 расхода материала, исполнительное устройство 20 на линии подачи осадка в раз гонные трубы 2, блок 21 центрирования и корректор 22 скорости. Устройство работает следующим образом. Поступая в газовые камеры 1, теплоноситель создает необходимую рабочую температуру и скорость газового потока в трубах 2. Из бункера 3 через исполнительнсэе устройство 20 подают материал для термообработки во встречно направленные газовые потоки Попадая в поток, осадок дробится и сушится,причем, наибольшая интенсивность тепломассообмена происходит в месте слияния встречных потоков. После соударения встречных потоков газовзвесь по выносной камере + поступает в классификатор 5,где отделяется крупная недостаточно высушенная твердая фракция от мелкой. Газо взвесь с мелкой высушенной фракцией из классификатора поступает в сепара тор 6, где отделяется высушенный осадок от отработавшего теплоносителя, удаляемого из установки. Крупные твердые частицы, выделенные классификатором 5, смешиваясь в бункере 3с исходным влажным материалом, направляются в разгонные трубы. Управление расходом материала, поступающего в разгонные трубы 2, осуществляют по величине объемного расхода газовзвеси, проходящей по выносной камере k, измеренного датчиком 18 перепада давления. Необходимый расход материала из бункера 3 поддерживают с помощыо датчика 18, регулятора 19 расхода и исполнительного устройства 20, увеличивая (уменьшая) расход при увеличении (уменьшении) перепада давления. 1 Температру рабочего теп поносителя выходящего из камер 1, поддерживают с помощью датчиков И, блока 15 селектирования, регулятора 16, сумматора 9 и дополнительного устройства 17 путем изменения расхода топгмва. Причем,блок 15 пропускает на вход регулятора 16 сигнал, соответствующий максимальному значению превышения температуры рабочего теплоносителя в любой из разгонных труб выше заданного значения. Так, например, при увеличении ( уменьшении; максимального значения температуры рабочего теплоносителя выше (ниже) заданного значения регулятор 1б уменьшает (увеличивает) расход топлива, приводя температуру рабочего теплоносителя к заданному значению. Величина задания регулятора 16 температуры меняется с помощью датчика 7 температуры, сумматора 8, задатчика 10, диодной ячейки 11 корректора 13. На сумматоре 8 определяется величина отклонения текущего значения температуры отработавшего теплоносителя от заданного задатчиком 10 знамения. На корректор 13 с диодной ячейки 11 поступает только величина сигнала, соответствующая превышению температуры отработавшего теплоносителя от заданной задатмиком 10. Например, при превышении датчиком 7 заданного значения температуры корректор 13 изменяет задание регулятору 16 температуры до тех пор, пока температура отработавшего теплоносителя не снизится до заданного значения. При отсутствии сигнала с диодной ячейки 11 корректор 13 не меняет величину задания регулятору 16, который поддерживает температуру рабочего теплоносителя на заданном максимальном значении. Для предотвращения перегрева твердой фракции.при увеличении времени пребывания материала в зоне максимальной температуры, вызванном уменьшением скорости движения газовзвеси, система управления уменьшает температуру рабочего теплоносителя одновременно с уменьшением расхода материала, подаваемого в разгонные трубы. Уменьшение температуры рабочего теплоносителя осуществляется с помощью блока 21 центрирования, получающего сигнал от датчика 18 перепада давления, диодной ячейки 12, корректора 22 скорости, воздействующего через сумматор 9 на исполнительное устройство 17. Блок 21 центрирования определяет отклонение величины перепада давления в выносной камере от среднего текущего значения. Ячейка 12, выделяя из полученного отклонения величину, соответствующую уменьшению объемного расхода газовзвеси, подает ее на корректор 22, изменяющий
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом во встречных струях | 1980 |
|
SU1002776A2 |
| Способ управления процессом термообработки дисперсных материалов во взвешенном состоянии | 1979 |
|
SU953397A1 |
| Устройство для автоматического управления процессом термообработки материалов в установке со встречными струями | 1982 |
|
SU1071906A1 |
| Способ управления процессом сушки материала | 1982 |
|
SU1059385A1 |
| Устройство для автоматического управления процессом термообработки материалов в установке со встречными струями | 1984 |
|
SU1173141A2 |
| Способ автоматического управления процессом термообработки | 1979 |
|
SU964392A1 |
| Устройство для автоматического управления процессом термообработки материала | 1988 |
|
SU1576819A1 |
| Способ управления процессом термообработки материала | 1982 |
|
SU1079977A1 |
| Способ регулирования термической обработки материала в барабанном агрегате | 1990 |
|
SU1753227A1 |
| Способ утилизации высоковлажных осадков сточных вод и устройство для его осуществления | 1984 |
|
SU1247629A1 |
