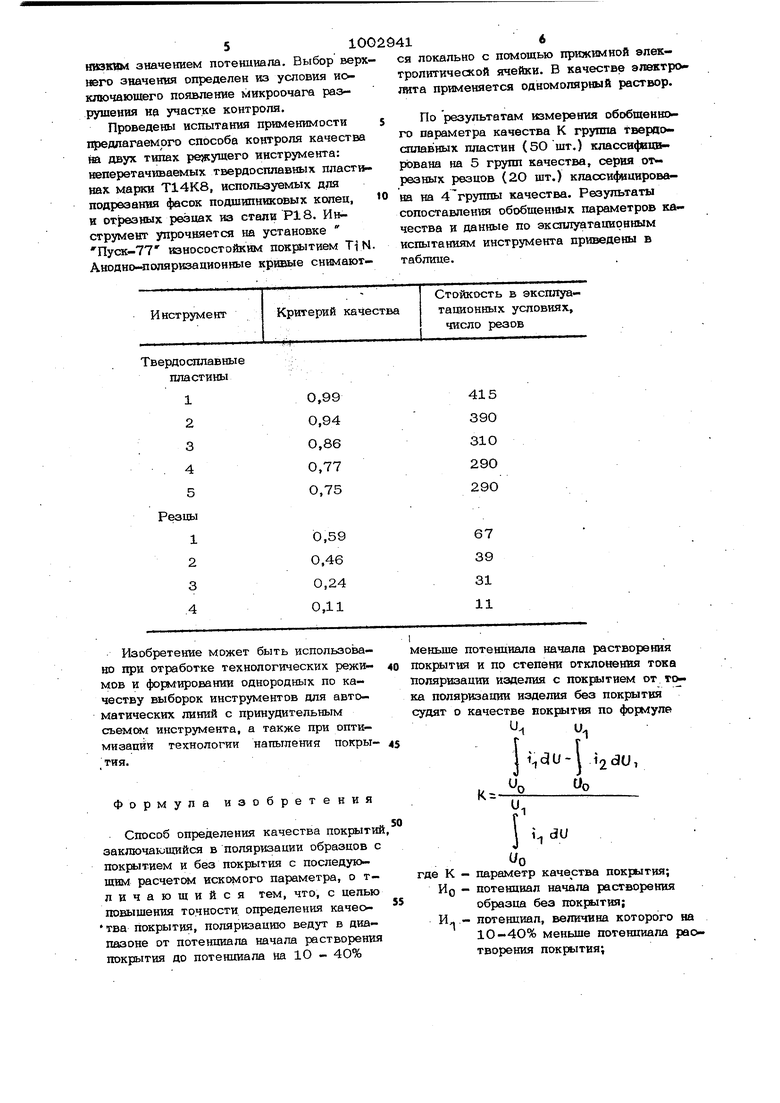
Изобретение относится к способам .определения качества металлических покрытий, в частности, износостойких ионновакуумных покрытий на режущем и форую образующем инструменте, деталях конструкционного назначения. Известен способ определения качества покрытий по.результатам измерения отдельных характеристик покрытия, например толщины 13. Однако такое определение качества недостаточно в связи с тем, что в процессе эксплуатации изделий с покрытием, например режущего и форуюобразующего инструмента упрочненного ионно-плазме ным напылением, эксплуатационные показатели, например износостойкость, определяются одновременным и совокупным влиянием различных характеристик покры тия, включающим толщину, пористость, адгезик химический и фазовый состав, на пряженное состояние и возможно ряд дру гих. Поэтому при определент качества покрытия целесообразно измерять обобщенный параметр качества, отражающий совокупные индивидуальные качества. Наиболее близким к изобретению является способ контроля пористости мег таллических покрытий, нанесенных на металлическую основу. Способ заключается в том, что потенииостатическим методом измеряют скорость растворения металла покрытия и металла основы, находят контрольный интервал потенциалов, в котором скорость растворения основы выше скорости растворения металла покрытия в 10 - 1О раз. В указанном контрольном интервале потенциалов находят суммарную скорость растворения образца. По величине отношения суммарм ной скорости растворения и скорости раотворения металла покрытия контролируют пористость 2. Недостатком известного способа определения качества покрытий по измерению пористости является отсутствие надеж- 3lb0 ной корреляшт между результатами иэмерентет пористости и важнейшими экоплуатапионными показателями, например, износостойкостью и запгатными свойствами покрытий, за1эистцшс кроме пористости от адгезии, толщины, напряженного состояния, химического и фазового состояния. Цель изобретения - повышение точности определения качества покрытия Поставленная цель достигается тем, что согласно способу определения качеотва покрытий, заключающемуся в поляризашш образцов с покрытием и без покрытия с последующим расчетом искомого иараметра, поляризацию веД5гт в диапазоне от потенциала начала растворения покрытия до потенциала на 10 « 40% меньше потенциала начала растворения покрытия и по степени отклонения тока поляризации изделия с покрвттием от тока поляризации изделия без покрытия судят о качестве покрытия шэ формуле 5s t/-ji где К - параметр качества покрытия; HQ- потенциал начала растворения о&разпа без покрытия; И,- потенциал, величина которого на 10 - 4О% меньше потенциала растворения покрлтия; L И 1„- текущие значения тока поляризации образца без покрытия и с покрытием соответственно. .В предложенном способе проводится сравнение токов поляризации при множестве звачений поте1щиапов поляризации. Возможность определения при этом обо бщенного параметра качества следует из того, что ток поляризации в различных областях потенциалов связан с различными характеристиками покрытия. Например, при наличии сквозных пор ток поляризации появился практически сразу в области потендиала растворения основы. Дальнейший характер растворения зависит от адгезии покрытия с подложкой (при плохой адгезии электролит проникает под покрытие и резко увеличивает ГЁЖ растворения) и от локальных флюктуации состава покрытия и внутренних напряжений (в этих участках растворение протекает при потенциалах, l меньших потенциала, растворения покры- i тия). Соответственно, область .потенциалов поляризации можно подразделись на зощы, в которых последовательно выявляются сквозные опоры, степень адгезии, флюктуации по составу, уровень внутренних напряжений и т.д. Однако ток поляризации только в первой зоне отражает единственно степень сквозной пористости. В следующей зоне потенциалов ток поляризашш суммарно отражает как пористость, так и адгезию. В следующей зоне отражается совокупно вклад как пористости И адгезии, так и флюктуации по химичеокому и фазовому составу покрытия. Далее к этим составляющим тока поляризации суммируется ток, вызванный наличием внутренних напряжений. Для выбора обобщенного параметра к&чества, назначение которого отразить всю совокупность свойств покрытия, важно что все виды дефектов увеличивают ток поляризации и в различных зонах облаоти потенциалов поляризации удельный вклад каждого из дефектов различен. Поэтому для вычисления обобщенного парамет. ра качества целесообразно взять суммарное значение токов поляризации при всех значениях потенциалов поляршации, что очевидно представляет собой количество электричества, прошедшее через электролитическую ячейку. Для удобства обобщенный параметр качества должен быть безразмерным и нормированным. Этим условиям удовлетворяет обобщенный указанный параметр качества К. Очевидно, что наилучшее качество покрытия характеризуется значением К, равным единице, наихудшее 1отсутствие покрытия) - нулем. Конкретный выбор верхней границы потенциала поляризации определяется с целью измерения, при отработке технологических режимов целесообразно выбирать верхний предел поляризации максимальным, равным величине на 1О% меньше потенциала растворения покрытия. При измерениях с целью рассортировки инструмента по группам с одинаковой износостойкостью, например, для многопозиционных станков - автоматов, с принудительным съемом инструмента верхний предел выбирают в интервале потенциалов на 20 30% меньше потенциала растворения покрытия. При контрольных приемно сдаточных измерениях можно ограничиться более низким значением потекдиала. Выбор верх него значения определен из условия исключающего появление микроочага разрушения Н9 участке контроля. Проведеш 1 испытания применимости тфедлагаемрго способа контроля качества на двух типах реуущего инструмента: неперетачиваемых твердосплавных пластинах марки Т14К8, используемых для подрезания фасок подшипниковых колец, и отрезных резцах из стали Р18. Инструмент упрочняется на установке Пуск-77 износостойким покрытием TfN Анодно-лоляризационные кривые снимаются локально с помощью прижимной электролитической ячейки. В качестве электролита применяется одномолярный раствор. По результатам измерения обобщенного параметра качества К группа твердосплавных пластин (50 шт.) классвфвцврована на 5 групп качества, серия от резных резцов (20 шт.) классифицирована на 4группы качества. Результаты сопоставления обобщенных параметров качества и данные по эксплуатационным испытаниям инструмента приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения защитного коррозионно-износостойкого биосовместимого гибридного покрытия на сплаве магния | 2023 |
|
RU2815770C1 |
| Способ количественного определения пористости металлических покрытий | 1991 |
|
SU1803822A1 |
| СПОСОБ ОБНАРУЖЕНИЯ СКВОЗНЫХ ПОР В МЕТАЛЛИЧЕСКИХ ГАЛЬВАНОПОКРЫТИЯХ | 2011 |
|
RU2452942C1 |
| Способ оценки защитной эффективности композиций, ингибирующих коррозионное растрескивание под напряжением трубных сталей | 2021 |
|
RU2770844C1 |
| Способ обработки металлических изделий | 1990 |
|
SU1808884A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛАСТИНЫ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2016 |
|
RU2633688C1 |
| Экспресс-способ определения сквозной пористости микродуговых покрытий | 2022 |
|
RU2796204C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ЭЛЕКТРОХИМИЧЕСКИМИ ПОТЕНЦИАЛАМИ ДЛЯ КОНТРОЛЯ АДГЕЗИИ ПОКРЫТИЯ МЕТОДОМ КАТОДНОЙ ПОЛЯРИЗАЦИИ | 2014 |
|
RU2568964C1 |
| Способ определения скорости бестокового восстановления никеля | 1990 |
|
SU1786189A1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ АНАЛИЗА КАРБИДНО-ХРОМОВЫХ МАТЕРИАЛОВ | 1993 |
|
RU2089895C1 |
Изобретение может быть использовано при отработке технологических режимов и формировании однородных по качеству выборок инструментов для автоматических линий с принудительным съемом инструмента, а также при оптимизации текнологии напыления покрытия. формула изобретения Способ определения качества покрыти заключающийся в поляризации образцов с покрытием и без покрытия с последующим расчетом искомого параметра, о тличающийся тем, что, с целью повышения точности, определения качеотва покрытия, поляризацию ведут в диапазоне от потенциала начала растворения покрытия до потенциала на 10 - 40% I меньше потенциала начала растворения покрытия и по степени отклонения тока поляризации изделия с покрытием от тока поляризации изделия без покрытия судят о качестве покрытия по формуле i2dU, %Op где К - параметр качества покрытия; HO - потенциал начала растворения образца без покрытия; потенциал, величина которого на 1О-4О% меньше потенциала раотворения пок1я 1тия;
71002&418
I Mil - текущие значения тока поляриза-1. Авторское свидетельство СССР
юта образца без покрытия и с по 724917, кл. Q 01 N 27/48, 1975. крытнетл соответственно.2. Авторское сввдетельство СССР
Источники ин4юрма1,М« 711434, кл. G 01 N 27/48, 1978
принятые во внимание при экспертизе (прототип).
