1
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления из них резьбовых изделий.
Известна пресс-форма для изготовления изделий из пластмасс, резьбовой знак которой закреплен за счет упругой деформации хвостовика, имеющего продольный паз 1.
Однако в процессе эксплуатации прессформы происходит износ контактных поверхностей и под воздействием циклических тепловых воздействий уменьшение сил упругой деформ.ации, вследствие чего подобная фиксация резьбового знака не обладает достаточной надежностью.
Наиболее близкой к предлагаемой является пресс-форма для изделий из полимерных материалов, содержащая основание, плиту матриц и плиты выталкивания с выталкивателями, размещенными в отверстиях опорной плиты и выполненными с осевыми отверстиями, в которых установлены резьбовые знаки 2.
Однако в момент смыкания пресс-формы из-за ударных воздействий также возможно выпадение резьбовых знаков из гнезд.
Цель изобретения - повышение надежности работы пресс-формы.
Поставленная цель достигается тем, что в пресс-форме для изделий из полимерных материалов, содержащей основание, плиту матриц и плиты выталкивания с выталкивателями, размещенными в отверстиях опорной плиты и выполненными с осевыми отверстиями, в которых установлены резьбовые знаки, выталкиватели выполнены двухступенчатыми, причем большая ступень выталкивателя снабжена уплотнительным элементом, а меньшая выполнена с сообщенными с осевым отверстием радиальными отверстиями.
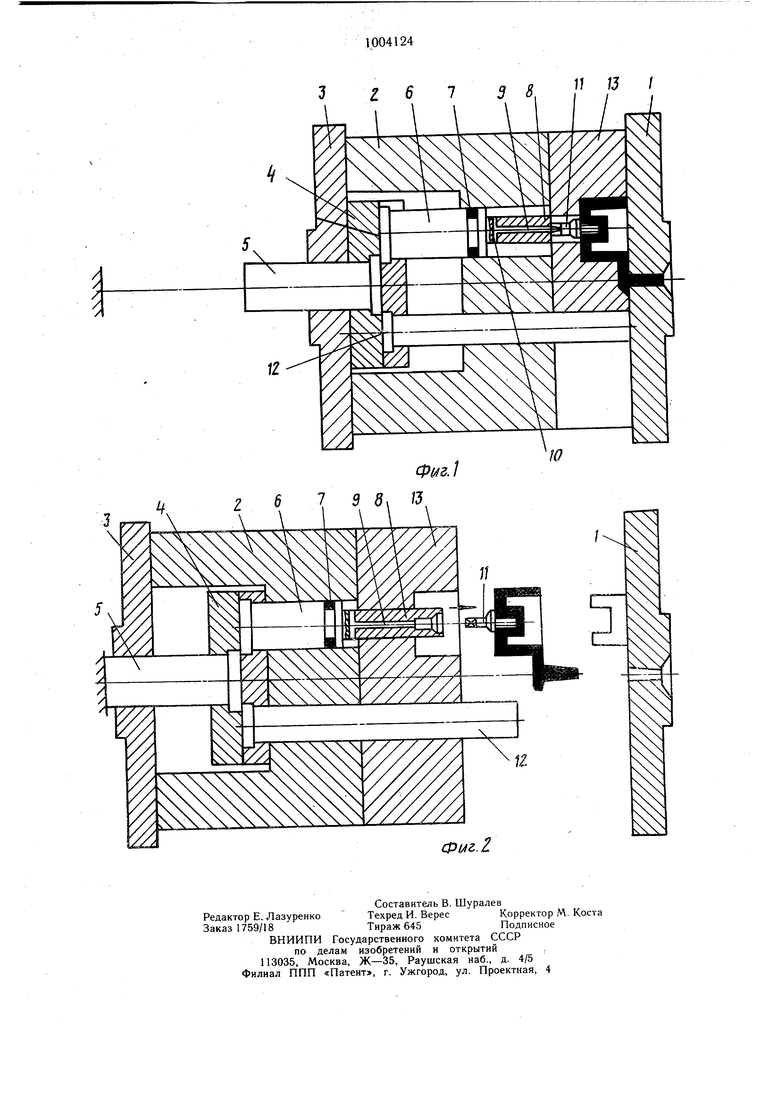
На фиг. 1 изображена пресс-форма в ,5 закрытом положении; на фиг. 2 - то же, в момент удаления изделий.
Пресс-форма содержит литниковую 1 и опорную 2 плиты, основание 3 и плиты 4 выталкивания с закрепленными в них хвос20 товиком 5 и выталкивателями, которые выполнены двухступенчатыми, причем на большей ступени 6 установлен уплотнительный элемент 7, а меньшая 8 выполнена с сообщенными с осевым 9 радиальными 10 отверстиями. В осевых отверстиях 9 установлены резьбовые знаки 11.
Контртолкатели 12, закрепленные в плитах 4 выталкивания, размещены в опорной плите 2 и плите матриц 13.
Пресс-форма работает следующим образом.
В раскрытом положении пресс-формы в отверстие 9 в выталкиватели устанавливаются резьбовые знаки 11. При смыкании пресс-формы плиты 4 выталкивания с выталкивателями, снабженными уплотнительными элементами 7, перемещаются контртолкателями 12, в результате чего создается разрежение в каждой камере, образованной торцом больщей ступени 6 выталкивателя, плитой матриц 13 и стенкой отверстия под выталкиватель в опорной плите 2. Поскольку радиальные отверстия 10 сообщаются с осевым отверстием 9, создается разность давлений, за счет которого резьбовые знаки 11 прижимаются к выталкивателю, и предотвращается их выпадение из отверстий 9.
Для исключения выпадения резьбовых знаков 11 при взаимодействии контртолкателей 12 с литниковой плитой 1 в момент смыкания пресс-формы минимально необходимая длина их хвостовиков выбирается из условия превыщения силы порщневого эффекта, определяемой диаметром выталкивателей, над силой инерции за время ее допустимого воздействия на резьбовые знаки 11. Таким образом, варьированием величиной диаметра большей ступени 6 выталкивателей и длиной хвостовика резьбовых знаков 11 достигается надежное удержание последних в осевых отверстиях 9.
Далее производятся впрыск расплава полимера, выдержка и раскрытие пресс-формы, в конце которого хвостовик 5 наталкивается на упор литьевой мащины и останавливается, приводя в действие выталкиватели. К этому моменту разрежение в камерах снижается из-за неплотного контакта образующих ее элементов и образуется кратковременное повышение давления при перемещении выталкивателей, чем облегчается съем изделий с резьбовыми знаками и удаление остатков облоя.
Использование изобретения позволяет обеспечить более надежную работу оборудования за счет предотвращения выпадения резьбовых знаков.
Формула изобретения
Пресс-форма для изделий из полимерных материалов, содержащая основание, плиту матриц и плиты выталкивания с выталкивателями, размещенными в отверстиях опорной плиты и выполненными с осевыми отверстиями, в которых установлены резьбовые знаки, отличающаяся тем, что, с целью повышения надежности работы пресс-формы, выталкиватели выполнены двухступенчатыми, причем большая ступень выталкивателя снабжена уплотнительным элементом, а меньшая выполнена с сообщенными с осевым отверстием радиальными отверстиями.
Источники информации, принятые во внимание при экспертизе
1.Технологическая оснастка для холодной штамповки, прессование пластмасс и
литье под давлением. Каталог-справочник. Под ред. Корсакова В. Д. М., «НИИинформации, 1967, ч. 2, с. 45, рис. 336.
2.Руководящие технические материалы 27-00-458. Минлегпищемащ , 1976, с. 105,
рис. 131 (прототип).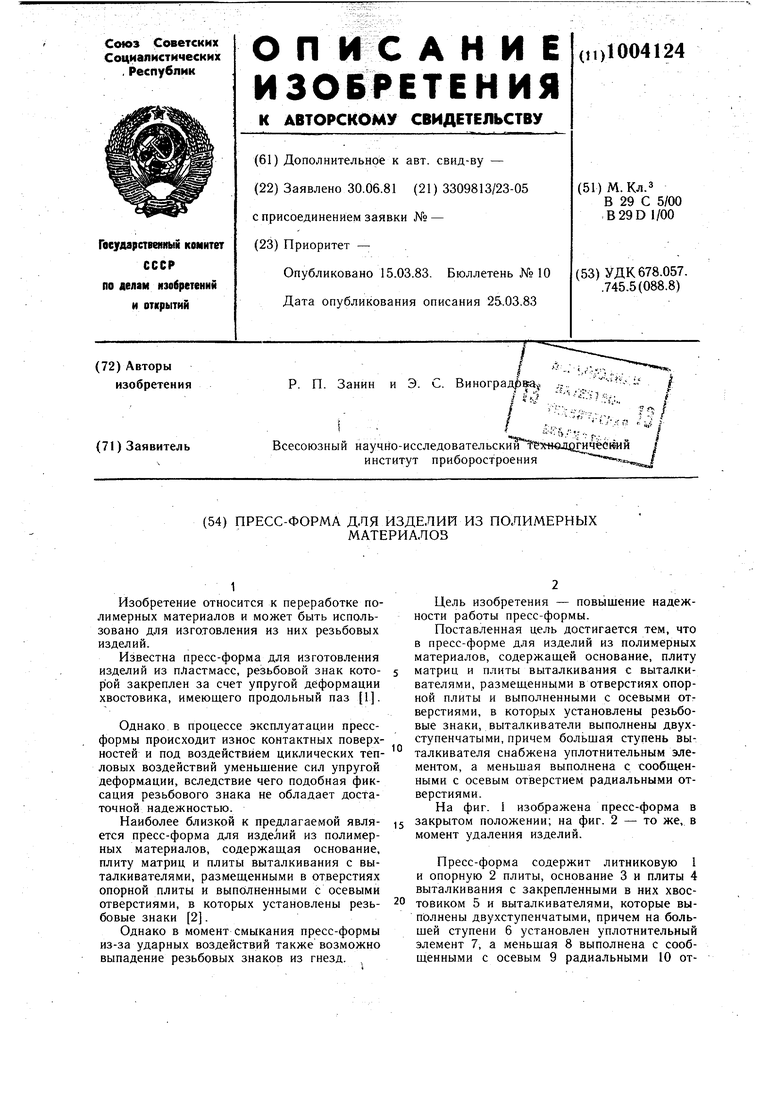

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма со ступенчатым съемом изделий | 1987 |
|
SU1447691A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1609694A1 |
| Многоместная литьевая форма | 1990 |
|
SU1776232A3 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Пресс-форма | 1975 |
|
SU515645A1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1978 |
|
SU670451A1 |