J
/
J
(Л
4
О5
со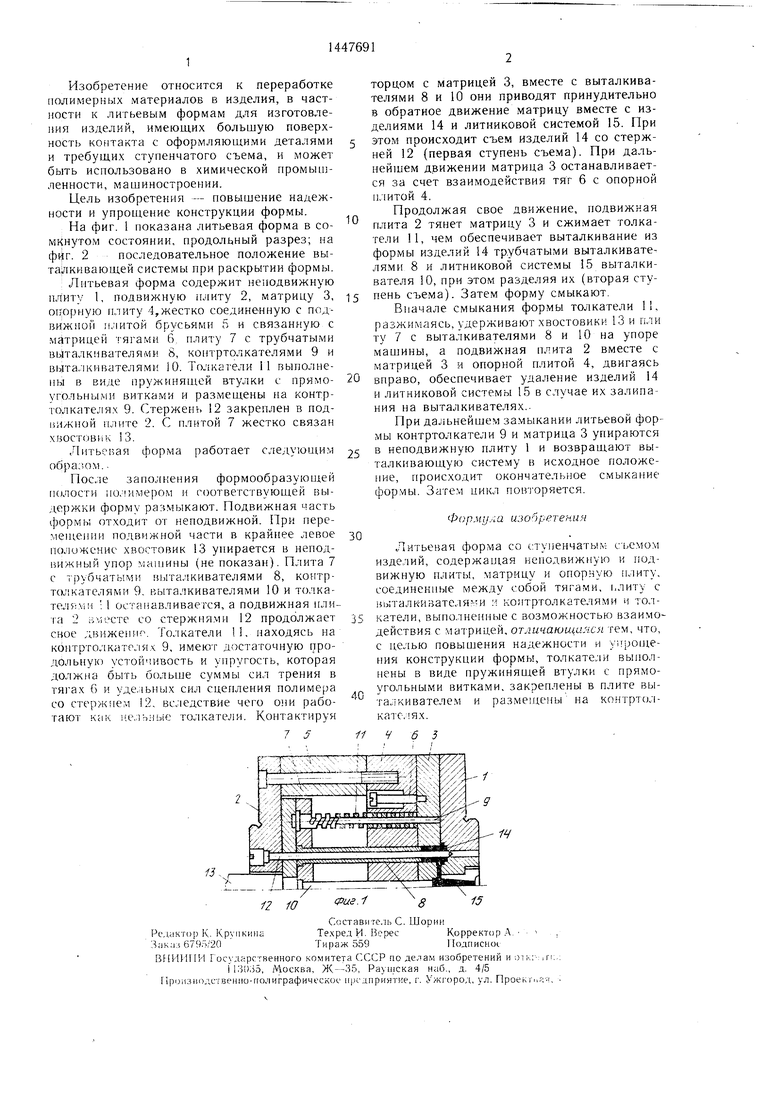
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1609694A1 |
| Пресс-форма | 1975 |
|
SU515645A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая прессформа | 1973 |
|
SU685506A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Универсальный блок для изготовленияпОлиМЕРНыХ издЕлий лиТьЕМ пОд дАВлЕНиЕМ | 1979 |
|
SU802045A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
Изобретение относится к переработ ке полимерных материалов в изделия литьем под давлением. Цель - повышение надежности и упрощение конструкции формы. Для этого толкатели 11 выполнены в виде пружинной втулки с прямоугольными витками. Толкатели закреплены в плите выталкивания 7 и размещены на контртолкателях 9. 2 ил.
Фа. 2
Изобретение относится к переработке полимерных материалов в изделия, в частности к литьевым формам для изготовления изделий, имеющих большую поверхность контакта с оформляющими деталями и требущих ступенчатого съема, и может быть использовано в химической промышленности, машиностроении.
Цель изобретения --- повышение надежности и упрощение конструкции формы.
На фиг. 1 показана литьевая форма в сомкнутом состоянии, продольный разрез; на фнг. 2 последовательное положение выталкивающей системы при раскрытии формы.
Литьевая форма содержит неподвижную плиту 1, подвижную плиту 2, матрицу 3, оггорную плиту 4,жестко соединенную с подвижной плитой брусьями 5 и cвязaн yю с матрицей тягами 6, плиту 7 с трубчатыми вь1талк шателями 8, контртолкателями 9 и вьгга.лкнвателями 10. Толкатели 11 выполне- пы в виде пружинящей втулки с прямоугольными витками и размещены на контртолкателях 9. Стержень 2 закреплен в под- иижпой плите 2. С плитой 7 жестко связан хвостовик 13.
Литьевая форма работает следующи.м обралом..
После заполнения формообразуюп|ей нсхпости полимером и соответствующей выдержки форму размыкают. Подвижная часть ij)OpMb отходит от неподвижной. При пере- MeHieiUin подвижной части в крайнее левое положение хвостовик 13 упирается в неподвижный упор (не показан). Плита 7 с трубчатыми ,кивателями 8, контртолкателями 9. выталкивателями 10 и толка- тел;:ми 1 останавливается, а подвижная пли- га 2 гГ лесте со стержнями 12 продолжает свое движение. Толкатели 11, находясь на контртолкателях 9, имеют достаточную продольную устойчивость и упругость, которая должна быть больше суммы сил трения в THi ax 6 и уде.аьных сил сцепления полимера со стерж 1ем 12, вследствие чего они работают как ;е.: ь;|ые толкатели. Контактируя
7
f3..
0
5
0
5
0
5
0
торцом с матрицей 3, вместе с выталкивателями 8 и 10 они приводят принудительно в обратное движение матрицу вместе с изделиями 14 и литниковой системой 15. При это.м происходит съем изделий 14 со стержней 12 (первая ступень съема). При дальнейшем движении матрица 3 останавливается за счет взаимодействия тяг 6 с опорной плитой 4.
Продолжая свое движение, подвижная плита 2 тянет матрицу 3 и сжимает толкатели И, чем обеспечивает выталкивание из формы изделий 14 трубчатыми выталкивателями 8 и литниковой системы 5 выталкивателя 10, при этом разделяя их (вторая ступень съема). Затем форму смыкают.
Вначале смыкания формы толкатели 11, разжимаясь, удерживают хвостовики 13 и пли ту 7 с выталкивателями 8 и 10 на упоре машины, а подвижная плита 2 вместе с матрицей 3 и опорной плитой 4, двигаясь вправо, обеспечивает удаление изделий 14 и литниковой системы 15 в случае их залипа- ния на выталкивателях..
При дальнейшем замыкании литьевой формы контртолкатели 9 и матрица 3 упираются в неподвижную плиту 1 и возвращают выталкивающую систему в исходное положе- пие, происходит окончательное смыкание 4)Ормы. Затем цикл повторяется.
Формула изобретения
Литьевая форма со ступенчатым съемом изделий, содержап1,ая неподвижную и подвижную плиты, матрицу и опорную нлиту, соединенные между собой тягами, ьлиту с выталкивателями :; коитртолкателями и толкатели, выполненные с возможностью взаимодействия с матрицей, отличающаяся гем, что, с целью повышении надежности .и упрощения конструкции формы, толкатели выпол- пены в виде пружинящей втулки с прямоугольными витками, закреплены в плите выталкивателем и размегцепы на контртол- катс.ях.
| Литьевая форма с двухступенчатойВыТАлКиВАющЕй СиСТЕМОй для пОли-МЕРНыХ издЕлий | 1979 |
|
SU797886A1 |
| Солесос | 1922 |
|
SU29A1 |
