(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С АРМАТУРОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовленияпОлиМЕРНыХ АРМиРОВАННыХ издЕлий | 1979 |
|
SU821171A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1981 |
|
SU1028514A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1031739A1 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952631A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Форма для изготовления изделий литьем под давлением | 1961 |
|
SU149559A1 |
1
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления из них изделий с арматурой методом литья под давлением.
Известна пресс-форма для полимерных изделий с трубчатой арматурой, которая в процессе формования фиксируется двумя стержнями I.
Однако при изготовлении в пресс-форме изделий с арматурой, имеющей большие допуски на размеры, неизбежно образование на последней облоя.
Наиболее близкой к предлагаемой является литьевая форма для полимерных изделий с арматурой, содержащая неподвижную полуформу с плитой матриц, подвижную полуформу, включающую обойму с подвижными вставками, сопряженными с эластичными вкладышами, опорную плиту с опорами для арматуры и выталкивающую систему 2.
Однако в известной форме в эластичные вкладыщи подается давление от источника давления, и последние плотно обжимают арматуру, предотвращая тем самым образование на ней облоя.
Перед раскрытием формы давление снимается, и изделие удаляется из формующей полости. Однако давление агента, подаваемого в эластичные вкладыщи, должно быть не меньше давления расплава полимерного материала, в связи с чем необходимо обеспечить соответствующее уплотнение подводящих трубопроводов, связанных с подвижными элементами, что приводит к недостаточно надежной работе системы и при нарущении ее герметичности влечет за собой образование облоя на арматуре. Кроме того, использование такой системы в формах с больщим количеством формующих полостей и малым расстоянием между ними невозможно.
Цель изобретения - повыщение надежности предотвращения образования облоя на арматуре.
Поставленная цель достигается тем, что в литьевой форме для полимерных изделий с арматурой, содержащей неподвижную полуформу с плитой матриц, подвижную полуформу, включающую обойму с подвижными вставками, сопряженными с эластичными вкладышами, опорную плиту с опорами для арматуры и выталкивающую систему, вставки выполнены в виде нажимных втулок и установлены с возможностью перемещения относительно обоймы в продольном направлении, а эластичные вкладыши выполнены сплошными.
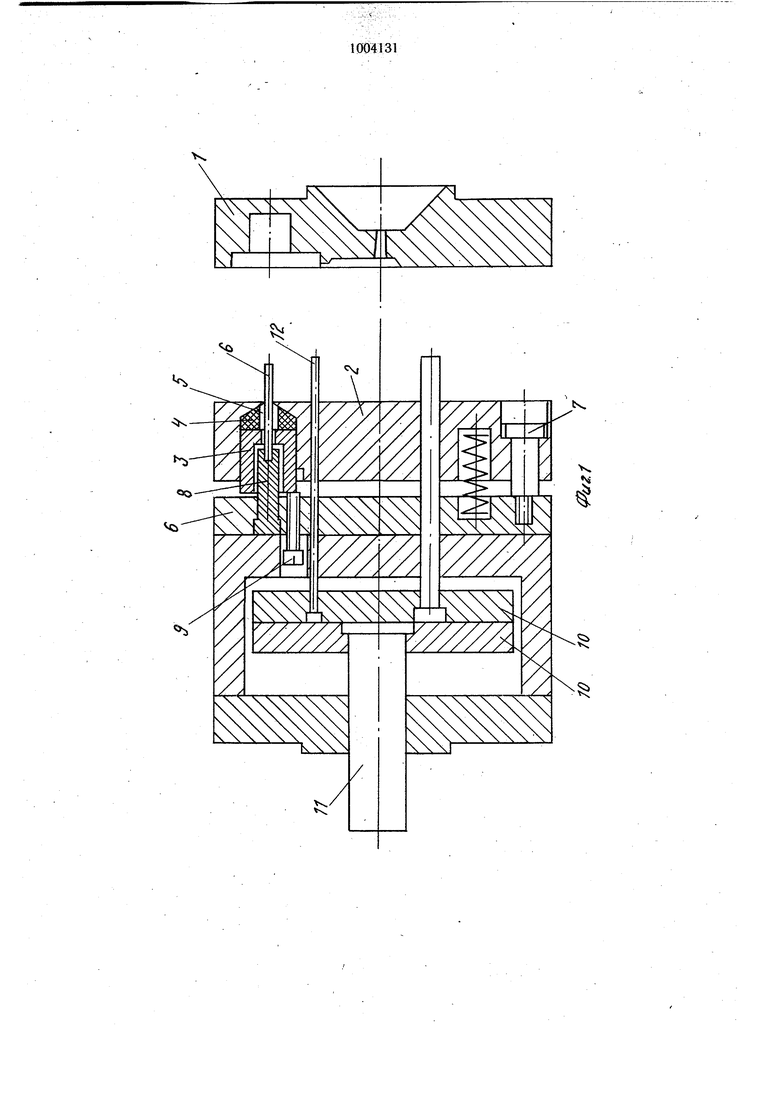
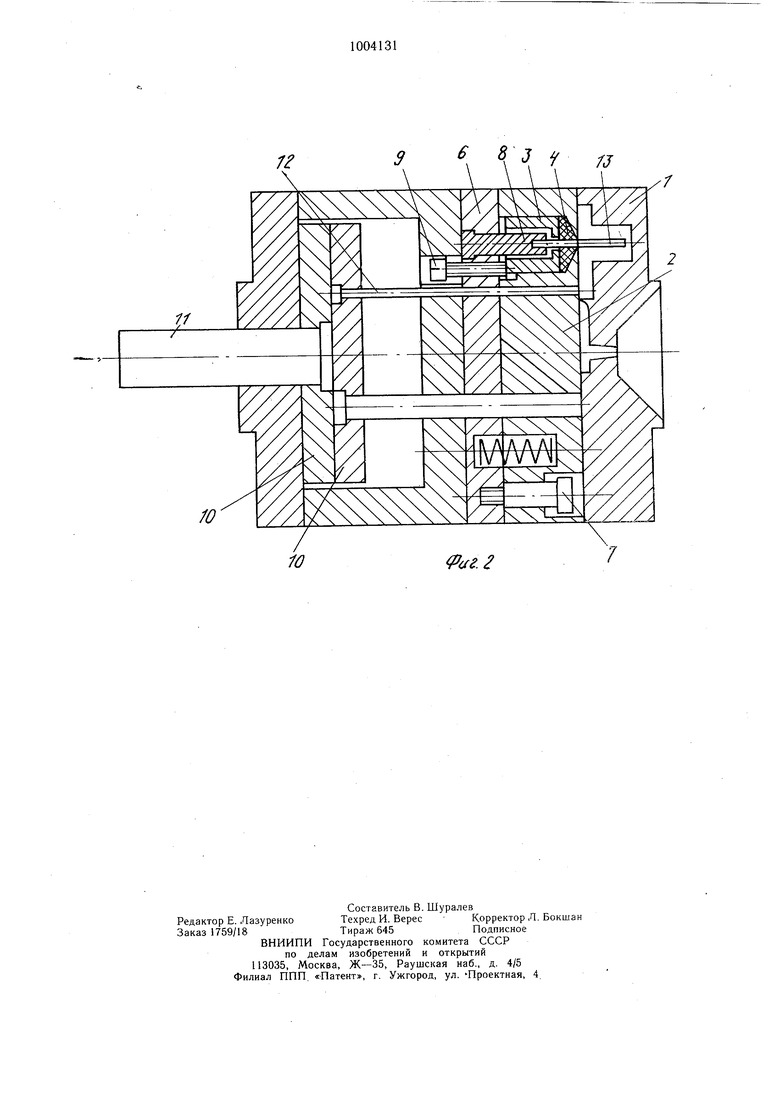
На фиг. 1 изображена форма в раскрытом положении; на фиг. 2 - то же, в закрытом положении.
Литьевая форма содержит неподвижную полуформу с плитой 1 матриц, подвижную полуформу, включаюш,ую обойму 2 со вставками 3, выполненными в виде нажимных втулок и установленных с возможностью перемешения относительно обоймы 2 в продольном направлении. Вставки 3 сопряжены с эластичными, выполненными сплошными, вкладышами 4 с отверстиями 5 диаметром больше, чем диаметр арматуры. В опорной плите 6, подпружиненной относительной обоймы 2 и связанной с ней ограничителями 7 перемещения, закреплены опоры 8 для арматуры и регулируемые толкатели 9 вставок 3. В плитах 10 выталкивающей системы установлены хвостовик 11 и выталкиватели 12 изделий с арматурой 13.
Литьевая форма работает следующим образом.
В раскрытой форме обойма 2 находится от опорной плиты 6 на расстоянии, заданном ограничителями 7, а эластичные вкладыши 4 не поджимаются вставками 3, благодаря чему арматура 12 через отверстие 5 легко устанавливается в опорах 8. При смыкании формы вставки 3 перемещаются толкателями 9, и эластичные вкладыши 4 деформируются, плотно обжимая арматуру 13. После впрыска расплава полимерного материала и технологической выдержки форма
раскрывается, обойма 2 отодвигается от опорной плиты 6, а вставки 3 возвращаются в исходное положение, при этом освобождается арматура 13, и за счет дальнейшего перемещения подвижной полуформы изделия удаляются из нее выталкивцтелями 12. Далее цикл повторяется.
Использование изобретения позволяет повысить качество изделий и исключить последующую их механическую обработку за счет предотвращения облоя на арматуре.
Формула изобретения
Литьевая форма для полимерных изделий с арматурой, содержащая неподвижную полуформу с плитой матриц, подвижную полуформу, включающую обойму с подвижными вставками, сопряженными с эластичными вкладышами, опорную плиту с опорами для арматуры и выталкивающую систему, отличающаяся тем, что, с целью повышения надежности предотвращения образования облоя на арматуре, вставки выполнены в виде нажимных втулок и установлены с возможностью перемещения относительно обоймы в продольном направлении, а эластичные вкладыши выполнены сплошными.
Источники информации, принятые во внимание при экспертизе
0 литья под давлением. Каталог-справочник. М., НИИинформмаш, 1967, ч. 2, с. 105,. рис. 91.
№ 477853, кл. В 29 С 1/00, 1974 (прототип). f / f
