Изобретение относится к переработке пластмасс и может быть использовано при переработке пластмасс методом литья под давлением в многргнездных формдх.
Известна литьевая форма с основной и дополнительной литниковой плоскостями разъема. Для предотвращения образования облоя в основной плоскости разъема в литниковой плите выполнены небольшой глубины выборки (карманы |, имеющие площадь больше общей площади отливки. Под действием давления расплава плиты формы разжимаются. Но, так как площадь карманов больше общей площади отливки, то и разжимающее усилие расплава в литниковой плоскости больше усилия в основной плоскости разъема формы. Разность этих усилий прижимает литниковую плиту к подвижной форме и не позволяет образоваться заэору в.основной плоскости разъема формы t .
Недостаток такого технического решения заключается в том, что его мож- но использовать только в формах с дополнительной литниковой плоскостью разъема формы. Кроме того, формы такой конструкции требуют повышенной .нормы расхода пластмассы.
Наиболее близкой к предлагаемой по технической сущности и достигае- мому эффекту является литьевая форма Для изделий из полимерных материалов, содержащая неподвижную полуформу и подвижную, имеющую плиты иатриц .и выталкивсцощей системы, опорную плиту, упоры, основание и хвостовику,f 2J.
Однако в центральной части плос10кости разъема формы во время вспрыска расплава возможно образование облоя. Это происходит из-за тоги, что в плитах, образукнцих плоскость смыкания формы, напряжения сжатия,
15 воз икакядие под воздейотвием усилия смыкания термопластавтомата, распределяются неравномерно. В местах расположения упоров они будут максимальными, а в зонах отсутст20вия упоров минимальными или даже отсутствовать вообще, т.е. минимгшьные напряжения будут в самом центре формы, где давление расплава максимальное. Давление расплава плиты
25 разожмет, изгибая их в разные стороны по плоскости смыкания. В зазор между плитами будет подтекать расплав, образуя облой.
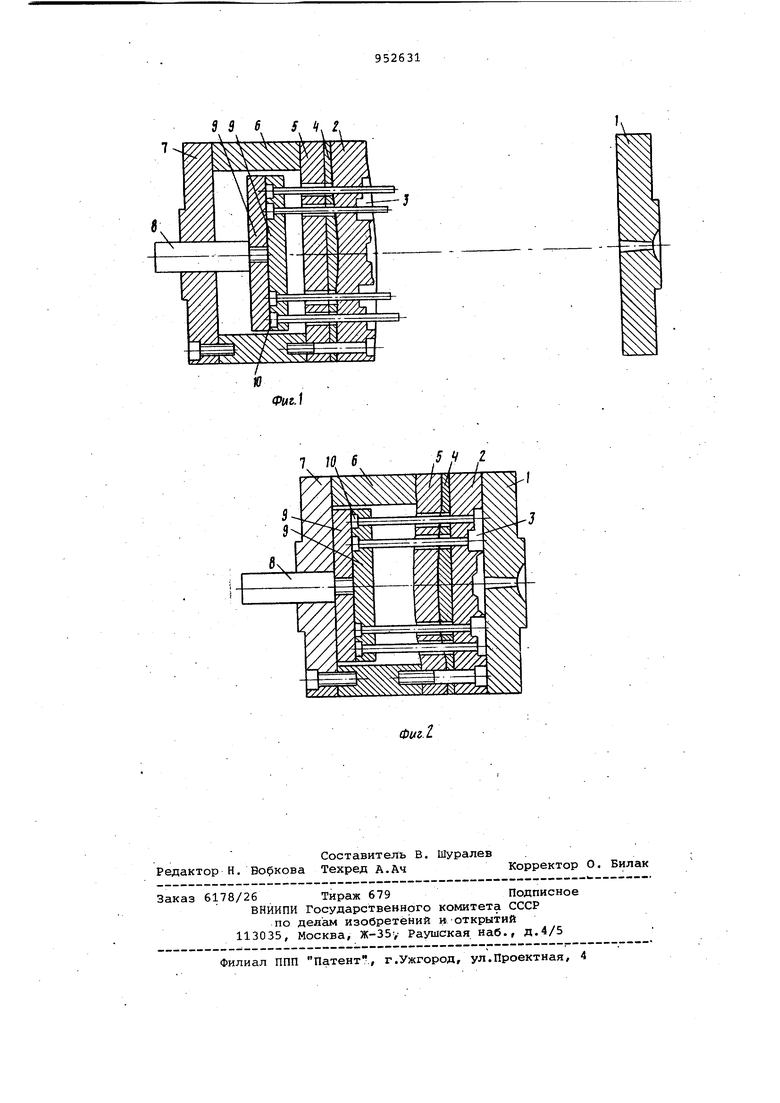
Целью изобретения является овес30iпечение возможности изготовления Изделий без облоя в многогнездной форме. Поставленная цель достигается тем, что литьевая форма для изделий из полимерных материалов, содержащая неподвижную полуформу и подвижную, имеющую плиты матриц и выталкиваю|щей системы, опорную плиту, упоры, Ъснование и хвостовик, снабжена пластиной, размещенной между плитой матриц и опорной плитой и выполненной с выпуклой поверхностью, контактируюцей с опорной плитой, причем последняя выполнена из закаленной пружинной стали. На фиг.1 показана литьевая форма, в сомкнутом СОСТОЯНИИ) на фиг. 2 то же, в разомкнутом состоянии. Литьевая форма содержит неподвижную полуформу 1, подвижную полуформу, включающую плиту 2 матриц и с гнездс1ми 3, пластину 4 с выпуклой по-, верхностью, контактирующей с опорной плитой 5, выполненной из закаленной пружинной стали, упоры б, жестко связанные с основанием 7 и опорной плитой 5, э|:востовик 8, закрепленный в плитах 9 выталкивающей системы, с выталкивателями 10. Форма работает следующим образом. В разомкнутом положении формы По .верхность плиты 2 матриц выпуклая. так как между ней и опорной плитой 5 выполненной из закаленной пружинной стали, помещена пластина 4. При нии формы плита 2.матриц под действием усилия смыкания литьевбй машины выпрямляется, но при этом соответ ственно деформируется опорная плита 5, Так как она выполнена из пружинной закаленной стали, то в ней возникают изгибающие напряжения, стремящиеся выпрямить ее и, тем самым, увеличить плотность контакта неподвижной полуформы. 1 и плиты 2 матриц. Выпуклость пластины 4 и жесткость опорной плиты 5 подобраны так, чтобы усилие де.форй ции опорной плиты 5 было больше усиЛИЯ, создаваемого расплавом пластмассы. При таком условии усилие, возникающее под действием давления расплава не может преодолеть усилие, возникс1ющее в опорной плите 5 в результате ее деформации, и контактная поверхность обоймы плит 2 матриц остается плотно прижатой к неподвижной полуформе 1. Таким образом, облой не возникает. После отверждения отливки форма раскрывается. Хвостовиком 8 за счет упора литьевой машиной приводятся в движение плиты выталкивающей систелвд и посредством выталкива;телей 10 изделия удаляются из формы; Использование предлагаемой формы позволит исключить из технологического процесса операции связанные с отделением облоя от изделия. Формула изобретения . Литьевая форма для изделий из полимерных материалов, содержащая неподвижную полуформу и подвижную, имеющую плиты матриц и выталкивающей систеки,опорную плиту, упо1мл, основание и хвостовик, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий без рблоя в многогнездной форме, она снабжена пластиной, размещенной между плитой матриц и опорной плитой и выполненной с выпуклой поверхностью, контактирующей с опорной плитой, причем последняя выполнена из закаленной пружинной стали. Источники информации, принятые во внимание при зкспертизе 1.Авторское свидетельство СССР 753658, кл. В 29 С 5/00, 1978. 2.Манихин Ю.П. Многогнездные автоматизированные литьевые формы для изделий из термопластов.. Л., Ленинградский дом научно-технической пропаганды, 1970, с. 5, рис. 1 (прототип) .
9 9 6
S I
Л 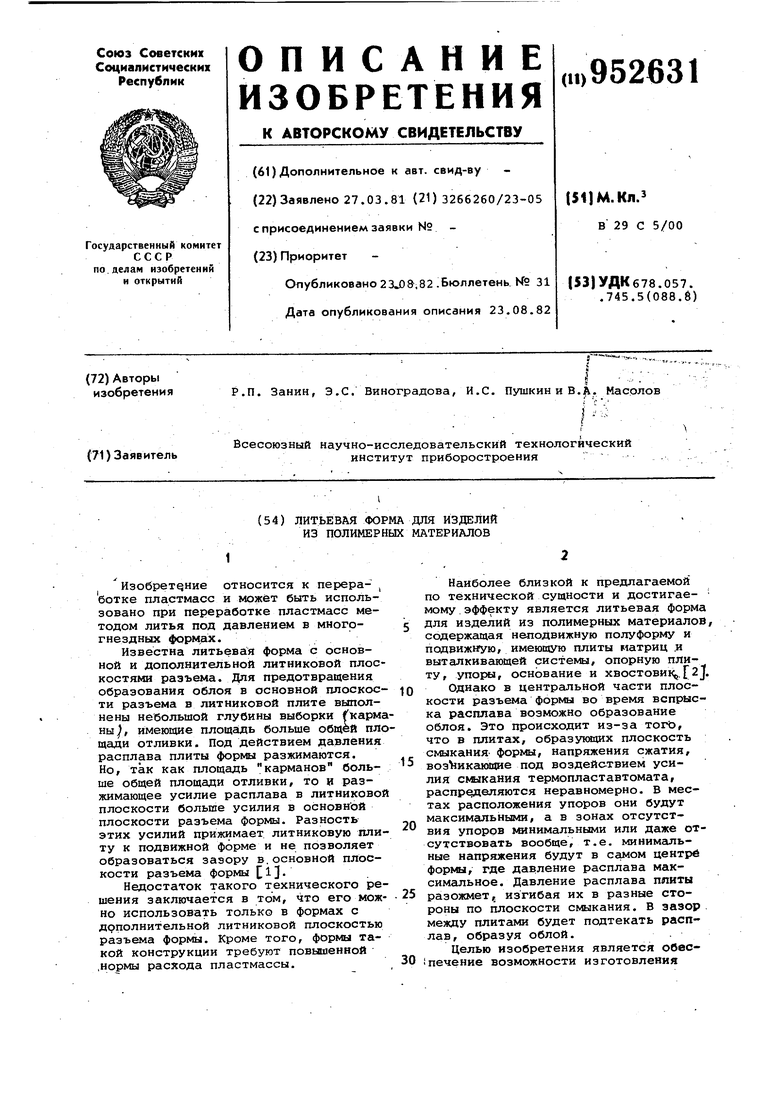
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий | 1981 |
|
SU1031739A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Многогнездная литьевая форма для изготовления полимерных изделий | 1978 |
|
SU766871A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма | 1978 |
|
SU753658A1 |