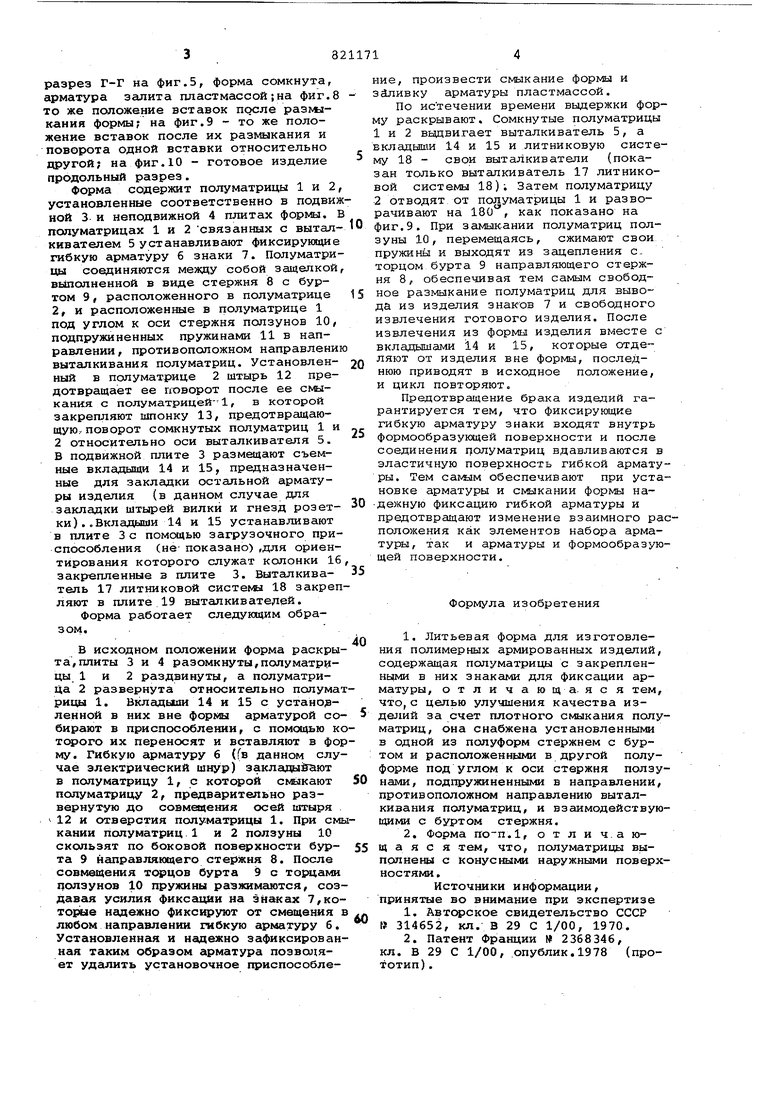
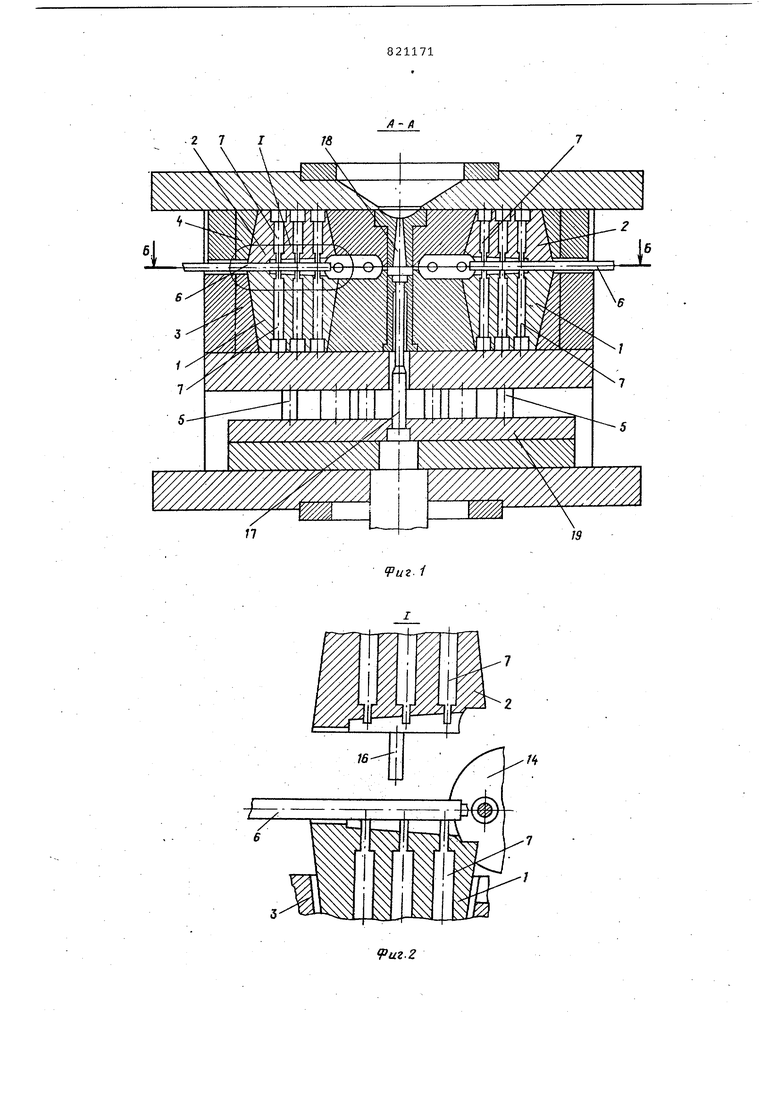
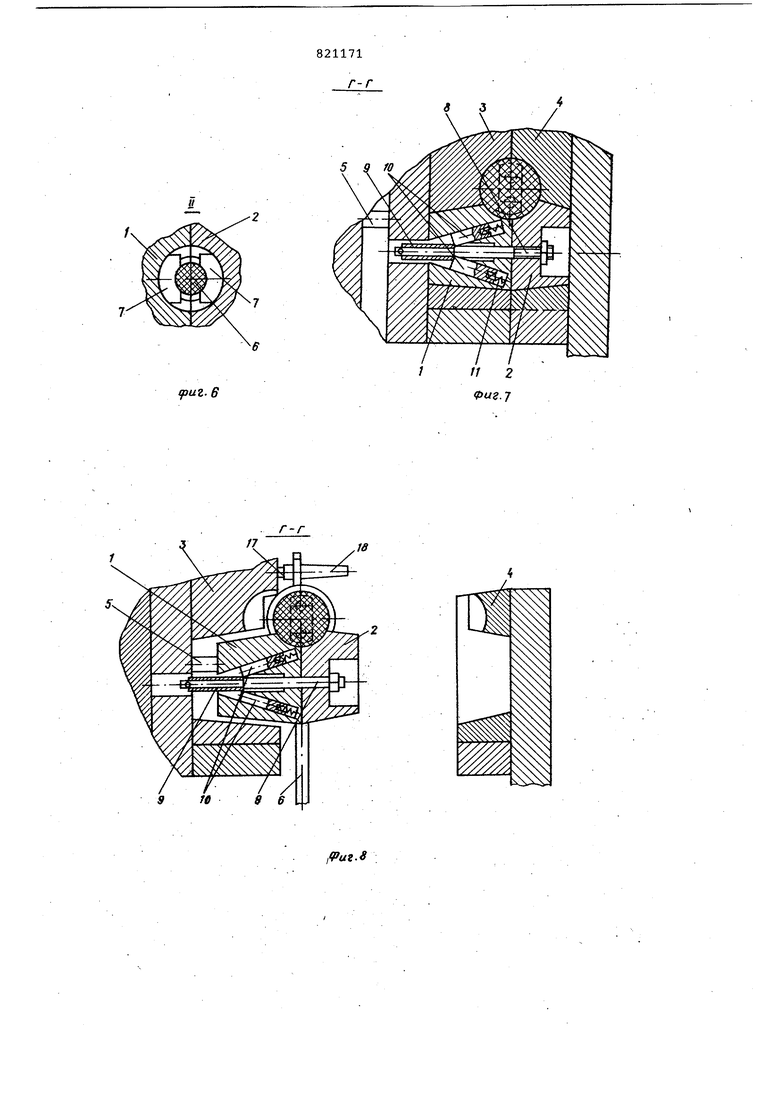
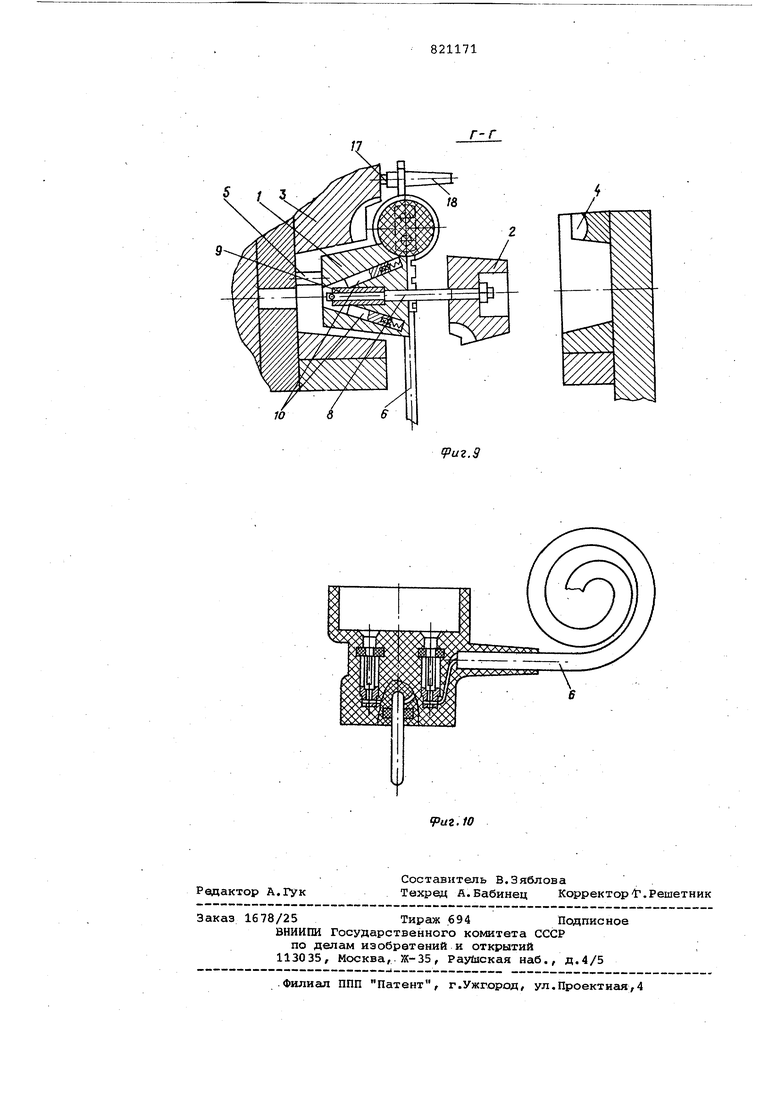
Изобретение относится к перерабо ке пластмасс и может быть использовано для изготовления изделий с набором арматуры. Известна Форма для изготовления полимерных армированных изделий, со держащая обойму с размещенными в ней полуматрицами, связанными с выталкивателями 1}. В известной форме не исключен бра обусловленный тем, что элементы арматуры нэ зафиксированы во всех нап равлениях непосредственно внутри фор мообразующей поверхности при ее установке и при смыкании формы, а это. может привести к изменению расположения арматуры. Наиболее близким техническим реш нием к предлагаемому является литье вая форма для изготовления полимерных армированных изделий, содержащая полуматрицы с закрепленными в них знаками для фиксации арматуры С2. В данной форме знаки, ля фиксации арматуры жестко закреплены в пЬлуматрицах,и в случае отклонения в размерах форма может быть не плотно сомкнута, что приводит к образовании .облоя на арматуре. Цель изобретения - улучшения качества изделий за счет плотного смыкания полуматриц. Поставленная цель достигается тем, что литьевая форма изготовления полимерных армированных изделий,содержащая полуматрицы с закрепленными в них знаками для фиксации арматуры, снабжена установленным в одной из полумуфт стержнем с буртом и расположенными в другой полуформе под углом к оси стержня ползунами, подпружиненными в направлении, противоположном направлению выталкивания полуматриц, и взаимодействующими с буртом стержня. При этом полуматрицы выполнены с конусными наружными поверхностями. На фиг.1 показана двухгнездная форма в сомкнутом состоянии, разрез А-А на фиг.4; на фиг.2 - узел 1 на фиг.1; когда форма разомкнутаj на фиг.З - то же, форма сомкнута, и гибкая арматура зафиксирована; на фиг.4 разрез Б-Б на фиг.1 (план подвижкой части раскрытой формы) на фиг.5 .разрез В-В на фиг.4 (поперечный разрез формы); на фиг.6 - узел П на фиг.5, вставки сомкнуты, гибкая арматура зафиксирована; на фиг.7 разрез Г-Г на фиг.5, форма сомкнута, арматура залита пластмассой;на фиг.8 то же положение вставок после разкыкания формы; на фиг.9 - то же положение вставок после их размыкания и поворота одной вставки относительно другой; на фиг.10 - готовое изделие продольный разрез. Форма содержит полуматрицы 1 и 2 установленные соответственно в подвиж ной 3 и неподвижной 4 плитах формы. полуматрицах 1 и 2 связанных с выталкивателем 5 устанавливают фиксирующие гибкую арматуру б знаки 7. Полуматри цы соединяются между собой защелкой вьшолненной в виде стержня 8 с буртом 9, расположенного в полуматрице 2, и расположенные в полуматрице 1 под углом к оси стержня ползунов 10, подпружиненных пружинами 11 в направлении , противоположном направлени выталкивания полуматриц. Установленный в полуматрице 2 штырь 12 предотвращает ее поворот после ее CNbiкания с полуматрицей-1, в которой закрепляют шпонку 13, предотвращающую, поворот сомкнутых полуматриц 1 и 2 относительно оси выталкивателя 5. В подвижной плите 3 размещают съемные вкладыщи 14 и 15, предназначенные для закладки остальной арматуры изделия (в данном случае для закладки штырей вилки и гнезд розет ки)..Вкладыши 14 и 15 устанавливают в плите 3с помощью загрузочного приспособления (не показано) ,для ориентирования которого служат колонки 16 закрепленные в плите 3. Выталкиватель 17 литниковой системы 18 закреп ляют в плите 19 выталкивателей. Форма работает следующим образом. В исходном положении форма раскры та, плиты 3 и 4 разомкнуты,полуматрицы 1 и 2 раздвинуты, а полуматриЦа 2 развернута относительно попума рицы 1. Вкладыши 14 и 15 с установленной в них вне формы арматурой со бирают в приспособлении, с помощью к их переносят и вставляют в фо му. Гибкую арматуру 6 ((в данном слу чае электрический шнур) зaклaдыi8raют в полуматрицу 1, с котедоой смЫкают полуматрицу 2, предварительно развернутую до совмещения осей штыря 12 и отверстия полуматрицы 1. При см кании полуматриц 1 и 2 ползуны 10 скользят по боковой поверхности бурта 9 направляющего стержня 8. После совмещения курцов бурта 9 с ползунов 10 пружины разжимаются, соз давая усилия фиксации на знаках 7,ко торые надежно фиксируют от смещения любом направлении гибкую арматуру б. Установленная и надежно зафиксирован ная таким образом арматура позволяет удалить установочное приспособлеие, произвести смыкание формы и йливку арматуры пластмассой. По истечении времени вьщержки фору раскрывают. Сомкнутые полуматрицы 1и 2 вьщвигает выталкиватель 5, а кладыши 14 и 15 и литниковую систему 18 - свои выталкиватели (показан только выталкиватель 17 литниковой системы 18); Затем полуматрицу 2отводят от полуматрицы 1 и разворачивают на 180, как показано на фиг.9. При замыкании полуматриц ползуны 10, перемещаясь, сжимают свои пружины и выходят из зацепления сторцом бурта 9 направляющего стержня 8, обеспечивая тем самым свободное размыкание полуматриц для вывода из изделия знаков 7 и свободного извлечения готового изделия. После извлечения из формы изделия вместе с вкладышами 14 и 15, которые отделяют от изделия вне формы, последнюю приводят в исходное положение, и цикл повторяют. Предотвращение брака издедий гарантируется тем, что фиксирующие гибкую арматуру знаки входят внутрь формообразующей поверхности и после соединения псшуматриц вдавливаются в эластичную поверхность гибкой арматуры. Тем caivbiM обеспечивают при установке арматуры и смыкании формы надежную фиксацию гибкой арматуры и предотвращают изменение взаимного расположения как злементов набора арматуры, так и арматуры и формообразующей поверхности. Формула изобретения 1.Литьевая форма для изготовления полимерных армирова-нных изделий, содержащая полуматрицы с закрепленными в них знаками для фиксации арматуры, отличающа. яс я тем, что, с целью улучшения качества изделий за счет плотного смыкания полуматриц, она снабжена установленными в одной из полуформ стержнем с буртом и расположенными в другой полуформе под углом к оси стержня ползунами, подпружиненными в направлении, противоположном направлению выталкивания попуматриц, и взаимодействующими с буртом стержня. 2.Форма .1, о т л и ч.а ющ а я с я тем, что, полуматрицы выполнены с конусными наружными поверхностями . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР в 314652, кл. В 29 С 1/00, 1970. 2.Патент Франции W 2368346, кл. В 29 С 1/00, опублик.1978 (прототип) .
Чиг i
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Способ изготовления армированной металлом пластмассовой детали с отверстием и форма для его осуществления | 1986 |
|
SU1391917A1 |
6 -6
ipuz.S г
/
re
10а
Г-Г
