1
Изобретение относится к программному управлению станками, конкретно к устройствам программного управления от.электронной вычислительной машины группой станков.
По основному авт. св. № 3350 известна система числового программного управления группой станков, содержащая электронную вычислительную машину (ЭВМ), связанную с устройствами станочного управления, каждое из которых выполнено в виде интерполятора, к входам которого подсоединен пульт оператора, и блок связи, а выход интерполятора и блока связи с подключенным к нему дешифратором технологических и вспомогательных команд соединен с соответствующим входом станка, а также блок формирования динамического приоритета, входы сигнала конца обработки кадра и импульсов унитарного кода которого подключены к интерполятору, а выходы кода приоритета и сигналов
торможения соединены соответственно с ЭВМ и блоком связи, пультом оператора и интерполятором Cl 3В основном изобретении программы обработки деталей при их первоначальном вводе записываются через устройство ввода-вывода и хранятся во внешнем ЗУ. Отдельные блоки программ, по которым предстоит обрабатывать тали на станк @, переписываются процессором из внешнего ЗУ в оперативное ЗУ. Из оперативного ЗУ процессор по запросам выдает в устройства станочного управления отдельные кад,5 ры программ обработки деталей, интерполятор производят интерполяцию . геометрической информации, содержащейся в кадре, и выдачу сигналов унитарного кода на приводы станка, а
20 дешифратор дешифрирует и выдает на
станок технологические и вспомогательные команды.
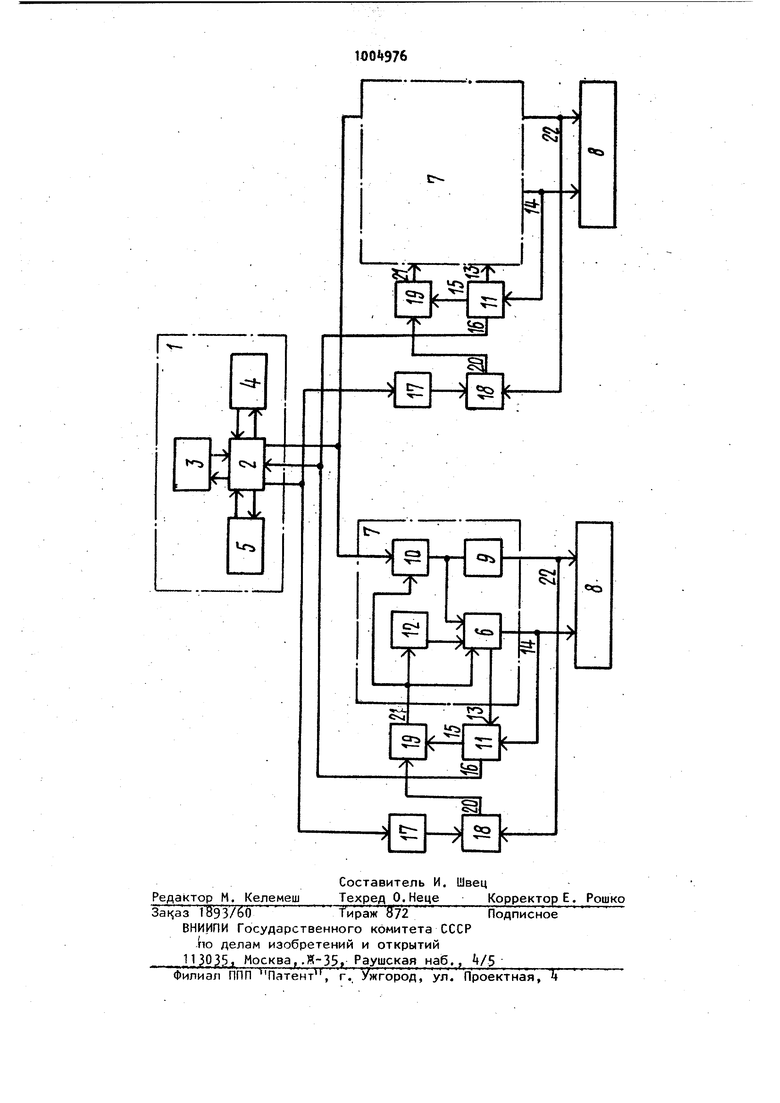
В процессе отработки станком (вывода из оперативного ЗУ в устройство станочного управления) очередного блока программы обработки из внешне го чЗУ в оперативное ЗУ переписывает ся, последующий блок программы с тем чтобы по окончании отработки очеред ного блока без перерыва перейти к о работке последующего. По окончании отработки каждого кадра программы интерполятор выдает на блок формирования динамического приоритета сигнал, по которому формируется запрос низшего приоритета и поступает в процессор. В случае отсутствия из ЭВМ инфор мации на запрос низшего приоритета и наличия на входе блока формирования динамического приоритета импульсов унитарного кода блок формирования динамического приоритета формирует новый запрос с более высоким приоритетом и т.д. Процесс повышения приоритета продолжается по тех пор, пока не будет получена информация из ЭВМ-или не будет достигнуто заранее заданное предель ное значение приоритета. Если информация из ЭВМ не будет получейа и на запрос высшего приоритета, то блок формирования динамического при оритета формирует сигнал торможения поступающий в блок связи для блокировки поступления из ЭВМ очередного кадра, в интерполятор для торможения движения и на пульт оператора для сигнализации об аварийном остан ве,- Работа станка после останова может быть возобновлена только после устранения причины задержки информа ции из ЭВМ. Недостатком известной системы яв ляется то, что на вход устройства станочного управления из оперативно го ЗУ может поступать недостоверная информация, возникающая вследствие ошибок при передаче информации из внешнего ЗУ в оперативное ЯУ, что может привести к браку или поломке станка. Кроме того, в связи с тем, что останов станка производится в произвольный .момент времени, .может оказаться, что в этот момент инструмент находится в контакте с обрабатываемой поверхностью, в ре зультате чего (вследствие отжима инструмента в процессе обработки) при останове появляется врезание инструмента в деталь, что в некоторых случаях может-привести к браку детали. Целью изобретения является повышение надежности системы путем формирования команды аварийного останова в моменты отсутствия контакта инструмента с обрабатываемой поверхностью в случае выявления ошибки передачи информации из внешнего ЗУ в оперативное ЗУ. Поставленная цель достигается тем, что в системе ЧПУ группой станков каждое устройство станочного управления дополнительно содержит последовательно соединенный блок запоминания команды останова, элемент И и элемент ИЛИ, вторым входом подключенного к выходу сигналов торможения блока формирования динамического приоритета, а выходом - к входу пульта оператора, второму входу блока связи и третьему входу интерполятора, второй вход элемента И соединен с выходом дешифратора технологических и вспомогательных команд, а вход блока запоминания команд останова подключен ко второму выходу электронно-вычислительной машины. На чертеже представлена блок-схема предлагаемой системы. Схема включает электронную вычистельную машину (ЭВМ) 1, процессор 2, оперативное запоминающее устройство 3, внешнее ЗУ 4, устройство 5 вводавывода, интерполятор 6, устойство 7 станочного управления, станок 8, дешифратор 9 технологических и вспомогательный команд, блок 10 связи, блок 11 формирования динамического приоритета, пульт 12 оператора, выход 13 сигнала конца отработки кадра, выход It унитарного кода, выход 15 сигнала С5( торможения, выход 16 кода приоритета,, блок 17 запоминания команд останова, элемент И 18, элемент ИЛИ 19, выход 20 сигнала t) торможения, выход 21 сигнала с торможения, выход 22 технологических и вспомогательных команд. Система содержит ЭВМ 1, включающую процессор 2 и подключенные к нему оперативное ЗУ 3, внешнее ЗУ 4, устройство 5 ввода-вывода; устройство 7 станочного управления, включающее блок 10 связи, вход которого подключен к выходу ЭВМ 1, а выход подключен к входам интерполятора 6 и дешифратора 9 технологических и вспомогательных команд, выходы 1 и 22
которых унитарного кода и команд подключены к станку 8, кроме того, выход 14 унитарного кода интерполятора 6 подключен к входу блока 11 формирования динамического приоритета, ко второму входу которого подключен выход 13 конца отработки кадра интерполятора 6. Выход 16 кода приоритета подключен ко входу ЭВМ 1, а выход пульта оператора подключен к входу интерполятора. Система дополнительно содержит блок 17 запоминания команд останова, вход которого подключен ко второму выходу ЭВМ 1, а выход подключен ко входу схемы И 18, ко второму входу которой подключен;выход 22 команд дешифратора 9. Выход 15 сигнала а торможения блока 11 формирования динамического приоритета подключен к первому входу элемента ИЛИ 19. .Выход 20 сигнала Ь торможения схемы И 18 подключенКО второму входу элемента ИЛИ 19, а выход 21 сигнала с торможения подключен ко-входам пульта 12 оператора, блока 1П связи и интерполятора 6.
Выход 15 сигнала а торможения соответствует выходу 15 сигнала торможения основного изобретения, а выход 21 сигнала с торможения является дизьюнкцией сигналов 15 -и 20 и по своему воздействию на пульт 12 оператора, блок 10 связи и интерполятор 6 идентичен действию на эти блоки сигнала 15 выхода основного изобретения.
Рабата предложенной системы осуществляется следующим образом,
При первоначальном вводе программ обработки деталей с устройства 5 ввода-вывода во внешнее ЗУ 4 в процессоре- 2 производится анализ вводимой программы и в кадрах программы с холостыми перемещениями (т,е. в кадрах с перемещениями, не содержащими обработки, в которых инструмент должен быть вне контакта с поверхностью обрабатываемой детали, например в кадрах сменц инструмента при управлении многоинструментальными cтaнкJMИ или при отсутствии команды вращения шпинделя и т.п.) приформировываются команды разрешения останова.
В процессе работы системы блоки программы обработки последовательно переписываются из внешнего ЗУ 4 в оперативное ЗУ 3, причем каждый
последующий блок переписывается из внешнего ЗУ 4 в оперативное ЗУ 3 в процессе отработки (вывода из оперативного ЗУ 3 в устройство 7 станомного управления) предыдущего блока программы обработки.
Из оперативного ЗУ 3 кадры программы обработки последовательно поступают через блок 10 связи в интерполятор 6 и дешифратор 9 технологических и вспомогательных команд. Унитарный код с выхода 14 интерполятора 6 и команды с 22 дешифратора 9 поступают на станок 8 для отработки. Команды конца отработки каждого кадра с выхода 13 интерполятора 6 поступают в блок 11, где в зависимости от наличия и частоты унитарного кода на выходе 14, а также
величины задержки поступления из ЭВМ
1очередного кадра программы обработки формируются запросы различного уровня приоритета, поступающие на вход ЭВМ 2. Если при достижении максимального, наперед заданного уровня приоритета информация из ЭВМ .не поступает, то блок 11 формирования динамического приоритета форми- , рует сигнал d торможения, который ,через схему И 18 поступает на вход блока 10 связидля блокировки поступления в устройство 7 станочного управления очередного кадра программы, на вход инт :рполятора 6 для торможения движения по координатам и на вход пульта 12 оператора для сигнализации об аварийном останове.
При передаче каждого блока программы из внешнего ЗУ 4 в оперативное ЗУ 3 процессор 2 осуществляет контроль передаваемой информации, например, по контрольной сумме. Выявление ошибки указывает на недостоверность управляющей информации,
содержащейся в блоке программы обработки, переданном из внешнего ЗУ 4 в оперативное ЗУ 3. Необходимо предотвратить передачу в устройство 7 станочного управления, недостоверной информации и остановить станок 8 до начала отработки блока, содержащего недостоверную информацию, т.е. в процессе отработки предыдущего блока, для чего при обнаружении ошибки СИ1- нал об этом поступает из процессора
2на вход блока 17 запоминания команд останова и запоминается в нем как команда аварийного останова, которая поступает на один из входов
элемента И 18. На второй вход элемента И 18 с выхода 22 дешифратора 9 поступают технологические и вспомогательные команды, содержащиеся в выводимых из оперативного«вУ 3 в устройство 7 станочного управления кадра предыдущего блока программы обработки. Элемент И 18 срабатывает только при наличии на первом входе команды аварийного останова, а на втором входе - команды разрешения останова с выхода 22 дешифратора 9, означающей, что инструмент находится вне контакта с деталью, при этом на выходе 20 элемента И 18 появляется сигнал t) торможения, который проходит через элемент ИЛИ 19 и с выхода 21 в виде сигнала с торможения поступает на входы блока 10 связи, интерполятора 6 и пульта 12 оператора. Действие этого .сигнала полностью идентично действию торможения при останове станка вследствие отсутствия информации на выходе ЭВМ, однако (в отличие от первого останова вследствие отсутствия информации) В1Г)рой останов осуществляется в момент времени, гарантирующий отсутст вие контакта инструмента с деталью, что исключает возможность появления брака вследствие отжима инструмента. Кроме того, второй останов предотвращает прохождение, в устройство 7 станочного управления недостоверной ин рмацйи, так как останов осуществ ляется в процессе отработки предыдущего блока программы обработки.
Работа станка может быть возобновлена оператором только после устранения причины останова станка.
Экономическую эффективность изоб- ретения получают за счет повышения надежности системы, предотвращения брака или поломки станка при появлении ошибок в процессе передачи информации из внешнего ЗУ в оперативное.
Формула изобретения
Система числового программного управления группой станков по авт. св„ № , отличающаяt я тем, что, с целью повышения надежности системы, каждое устройство станочного управления дополнительно содержит последовательно соединенные блок запоминания команд останова, элемент И и элемент ИЛИ, вторым входом подключенный к выходу сигналов торможения блока формирования динамического приоритета, а выходом - к входу пульта оператора, второму входу блока связи и третьему входу интерполятора, второй вход элемента И соединен с выходом дешифратора технологических и вспомогательных команд, а вход блока запоминания команд останова подключен к второму выходу электронно-вычислительной машины.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР , кл. G 05 В 19/18, 1972 (прототип)..
| название | год | авторы | номер документа |
|---|---|---|---|
| Система числового программного управления группой станков | 1984 |
|
SU1238036A2 |
| Многоканальная система программного управления станками | 1977 |
|
SU746426A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ ГРУППОЙ ЕДИНИЦ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ | 1991 |
|
RU2020537C1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| ИНТЕРПОЛЯТОР | 1970 |
|
SU272415A1 |
| Многокоординатная система числового программного управления | 1972 |
|
SU448435A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Многоканальная система программного управления станками | 1984 |
|
SU1236424A1 |
| Устройство для моделирования систем группового числового программного управления | 1981 |
|
SU1019468A1 |
| Линейно-круговой интерполятор | 1974 |
|
SU536471A1 |