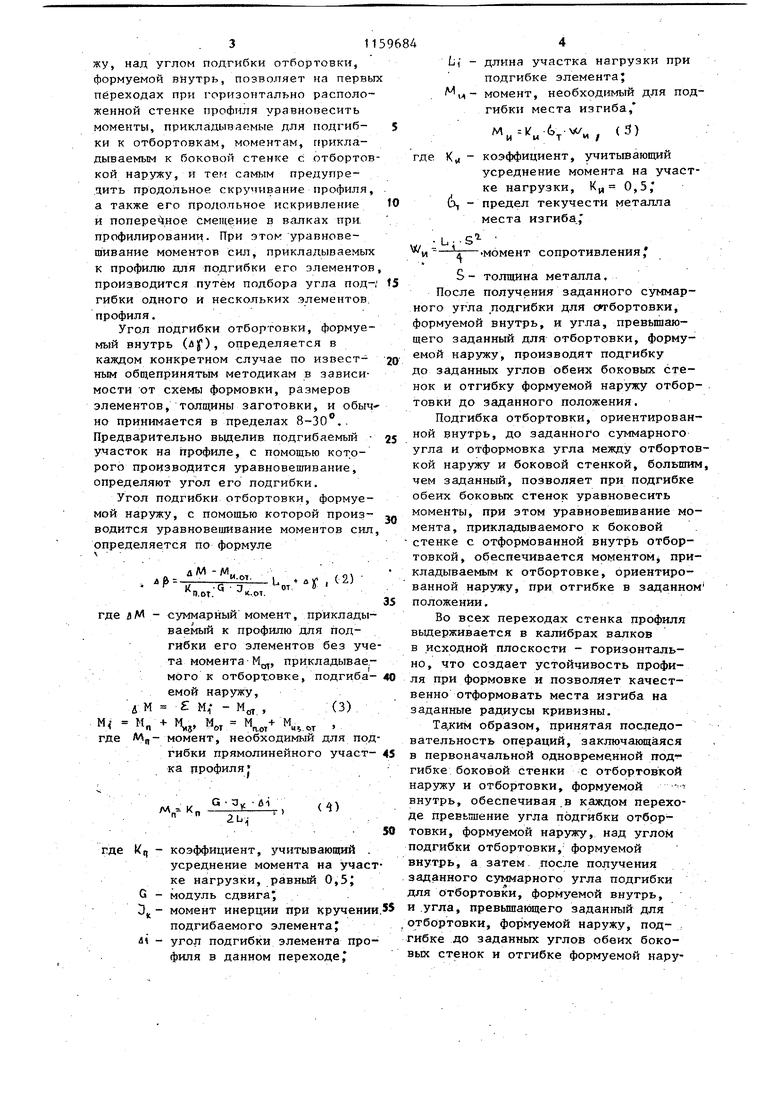
11 Изобретение относится к обработке металлов давлением в валках профилегибочного стана и предназначено для использования преимущественно в черной металлургии и, машиностроении. Цель изобретения - улучшение качества профилей 33 счет уменьшения продольного скручивания. На чертеже изображены технологические переходы при изготовлении пр филя по предлагаемому способу. В I переходе заготовка 1 направл ется вдоль стана. Во II-VII переход производят подгибку элементовпрофи ля . при этом во II-IV переходах про изводят одновременно подгибку отбор товки 2 .наружу на-углы лр за проход, отбортовки 3 внутрь на углы д за проход и боковой стенки 4 относи тельно стенки 5 на углы Ло за проход. Для предупреждения скручивания профиля отбортовка 2, формуемая нару7ку, подгибается на угол л , больший, чем угол подгибки И f .отбортовки 3, формуемой внутрь. В V и Vri переходах производят подгибку боковой стенки 6 относительно стенки 5 на углы и Ч за проход. При этом в IV переходе отбортовка 2,.формуемая наружу,подгибает ся на угол jb , больший, чем конечный заданный на готовом профиле, а отбортовка 3, формуемая внутрь на заданный угол )f . В V-VI перехо дах боковая стенка 6 совместно с отбортовкой 2 поворачивается относительно стенки 5 на угол л f . В переходах одновременно с подгибкой боковой стенки 4 производятся отгибка отбортовки 2 до получения заданного угла f и догиб ка боковой стенки 6 на заданный угол f . При изготовлении профиля во всех переходах обеспечивается взаимное уравновешивание прикладываемБгх к профилю моментов сил, необходимых для подгибки отбортовок и боковых стенок. Моменты сил, прикладываемые к отбортовкам 2 и 3, во II-IV технологических переходах направлены против часовой стрелки и уравновешиваются моментом, прикла дываемым к боковой стенке 4, направ ленным в противоположную сторону, т.е. цо часовой стрелке. В V-VII переходах при доформов ке профиля до заданных размеров уравновешивание момента, прикладываемого к подгибаемой по жесткому режиму боковой стенке 6, производится моментами, прикладываемыми к подгибаемой боковой стенке 4 и отгибаемой отбортовке 2. Так, например, изготовление профиля мм из стали СтЗ производили на станке 1-3x30-300 в семи технологических переходах . Режим подгибки элементов профиля приведен в таблице. При этом превьпиение угла подгибки отбортовки, формуемой наружу, над углом подгибки отбортовки, формуемой ВНУТРЬ, определяли по формуле а М- М ар,-ду IWuf) - угол подгибки отбортовки, формуемой наружу; 6 - угол подгибки отбортовки, формуемой внутрь, суммарный момент сил, прикладываемых к профилю для подгибки его элементов без учета момента, прикладываемого к отбортовке, подгибаемой наружу; момент, необходимый для подгибки места изгиба отбортов.ки, подгибаемой наружу;коэффициент, учитывающий усреднение момента на участке нагрузки и равный 0,5модуль сдвига, момент инерции при кручении отбортовки; длина участка нагрузки при подгибке отбортовки. При изготовлении гнутых профилей с отбортовками, подогнутыми наружу и внутрь по предлагаемому способу, целесообразно первоначально производить одновременную подгибку боковой стенки с. отбортовкой наружу и отбортовки, формуемой внутрь, обеспечивая при этом превьшение угла подгибки отбортовки, формуемой наружу, над углом подгибки отбортовки, формуемой внутрь. Одновременная подгибка боковой стенки с отбортовкой наружу и отбортовкой-, фop fyeмoй внутрь, при которой обеспечивается превышение угла подгибки отбортовки, формуемой нару31жу, над углом подгибки отбортовкн, формуемой внутрь, позволяет на перв переходах при горизонтально располо женной стенке профиля уравновесить моменты, прикладываемые для подгибки к отбортовкам, моментам, прикладываемым к боковой стенке с отборто кой наружу, и тем самым предупредить продольное скручивание профиля а также его продольное искривление и nonepeiiHoe смещение в валках при. профилировании. При этом уравновешивание моментов сил, прикладываемы к профилю для подгибки его элементо производится путём подбора угла под гибки одного и нескольких элементов профиля. Угол подгибки отбортовки, формуе мый внутрь (иIf), определяется в каждом конкретном случае по известным обп1епринятым методикам в зависимости от схемы формовки, размеров элементов, толщины заготовки, и обыч но принимается в пределах 8-30.. Предварительно вьоделив подгибаемый участок на профиле, с помощью которого производится уравновешивание, определяют угол его подгибки. Угол подгибки отбортовки, формуемой наружу, с помощью которой производится уравновешивание моментов сил определяется по формуле ,.. .о.. ь„, Л2) -CJ.n где лМ - суммарный момент, приклады ваемый к профилю для подгибки его элементов без уч та момента М,, прикладывае мого к отборт.овке, подгиба емой наружу, iM Е М, - М , (3) М,- М„ -ЬМ,,, М,, М,-. М„ , где АЛд- момент, необходимый для по гибки прямолинейного участ ка профиля где Кц - коэффициент, учитывающий усреднение момента на учас ке нагрузки, равный 0,5; G - модуль сдвига; . Э - момент инерции при кручени подгибаемого элементаJ л - угод подгибки элемента про филя в данном переходеj 4 Li - длина участка нагрузки при подгибке элемента; момент, необходимый для подгибки места изгиба, 6,-w . (3) -. коэффициент, учитывающий где К, усреднение момента на участке нагрузки, Kj, 0,5, D, - предел текучести металла места изгиба., L.-S- 4--момент сопротивления, . т S- толщина металла. После получения заданного суммарного угла подгибки для с тбортовки, формуемой внутрь, и угла, превышающего заданный для отбортовки, формуемой наружу, производят подгибку до заданных углов обеих боковых стенок и отгибку формуемой наружу отбортовки до заданного положения. Подгибка отбортовки, ориентированной внутрь, до заданного суммарного угла и отформовка угла между отбортовкой наружу и боковой стенкой, большим, чем заданный, позволяет при подгибке обеих боковых стенок уравновесить момен1ы, при этом уравновешивание момента, прикладываемого к боковой стенке с отформованной внутрь отбортовкой, обеспечивается моментом прикладываемым к отбортовке, ориентированной наружу, при отгибке в заданном положении. Во всех переходах стенка профиля вьщерживается в ка.пибрах валков в исходной плоскости - горизонтально, что создает устойчивость профиля при формовке и позволяет качественно отформовать места изгиба на заданные радиусы кривизны. Та.ким образом, принятая посдедовательность операций, заключающаяся в первоначальной одновременной ггодгибке боковой стенки с отбортовкой наружу и отбортовки, формуемой -- внутрь, обеспечивая .в каждом переходе превьппение угла подгибки отбортовки, формуемой наружу, над углом подгибки отбортовки, формуемой внутрь, а затем после получения заданного суммарного угла подгибки ля отбортовки, формуемой внутрь, .угла, превышающего заданный для тбортовки, формуемой наружу, подибке до заданных углов обеих бокоых стенок и отгибке формуемой наружу отбортовки до заданного положания, обеспечивает получение качественных профилей с отбортовками,. подогнутыми наружу и внутрь профиля без продольного скручивания и изгиба. Профиль формовали непрерывным способом из рулонной заготовки. При изготовлении профиля по предлагаемо му способу винтообразное скручивани составляло 0°10 - 0°-30 на 1 м дли ны, продольный прогиб - 0,6-0,8 мм на 1 метр длины, что находится в пределах требований к профилям, применяемым в строительных конструк ПИЯХ.,. Согласно расчетным данным и опыт ной проверке на стане 1-3x30-300 предложенный способ изготовления гнутых профилей с отбортовками, подогнутыми наружу и внутрь профиля, в сравнении с известным позволяет улучшить качество профилей за счет предупреждения винтообразного скручивания и продольного изгиба в процессе профилирования (винтообразное скручивание несимметричного профиля мм при изготовлеИНН по предложенному способу 0°30 , на 1 м длины, продольный прогиб 0,6-0,8 мм на 1м длины, в то время как .при производстве подобных профилей по известном способу соответственно (2-3 , 1,5-3 мм), волнистость на кромках профиля. Кроме того, расширился сортамент изготавливаемых профилей за счет.специальных профилей для каркаса теплиц. Согласно расчетным данным и опытной проверке на стане 1-3x30-300 предлагаемый способ позволяет в. сравнении с известным сократить простои стана за счет уме.ньшения времени на регулировку и настройку на 1520% (вследствие уравновешивания при формовке прикладываемых к подгибаемым элементам моментов), сократить количество технологических переходов на 10-20% за счет одновременной подгибки боковой стенки и отбортовки наружу. Предлагаемый способ изготовления гнутых профилей с отбортовками может применяться в теплицах.
/ переход Н ш /3 0
| название | год | авторы | номер документа |
|---|---|---|---|
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления гнутых про-филЕй | 1979 |
|
SU837468A1 |
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |
| Способ поштучного производства гнутого корытного профиля с отбортовками горизонтальных полок | 1991 |
|
SU1817717A3 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1076164A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления гнутых зетовых профилей проката | 1988 |
|
SU1519812A1 |
| Способ изготовления гнутых профилей | 1979 |
|
SU841706A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |

СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ОТБОРТОВКЛМИ, подогнутыми наружу и внутрь профиля, включающий последовательную подгибку элементов профиля по переходам, о т л ич ающ--ий с я тем, что, с целью улучшения качества профилей за счет уменьшения продольного скручивания, первоначально при формообразовании профиля производят одновременно подгибку боковой стенки с отбортовкой наружу и отбортовки, формуемой внутрьj с превьшением в каждом пе-. реходе угла подгибки отбортовки, ,. формуемой наружу, над углом подгибки Отбортовки, формуемой внутрь, а затем после получения заданного суммарного угла подгиб.ки для отбортовки, формуемой внутрь, и угла,. превьшающего.заданный для отбортовки, формуемой наружу, производят подгибку до заданных углов обеих боковых стенок и отгибку формуемой наружу отбортовки до заданного положения, при этом превьппение угла подгибки отбортовки, формуемой наружу, над углом подгибки отбортовки, формуемой внутрь, определяется по следующей зависимости (й/И -/И. и.от.) Li.ojлр, .o..-GJ.oT. dp - угол подгибки отбортовки, формуемой наружу; 4f - угол подгибки отбортовки, ш формуемой внутрьJ оМ- суммарный момент сил, прикладываемых- к профилю для подгибки его элементов без учета момента, прикладывамого к отбортовке, подгибаемой наружуJ /И момент для подгибки места ел изгиба о- бортовки, подгиба:о емой наружу; 35 коэффициент, учитывающий П.ОТ эо 4 усреднение момента на участке нагрузки и равный 0,5, О модуль сдвига; момент инерции при кручении к.от отбортовки; Ц.от, длина участка нагрузки при подгибке отбортовки.
| Тришевский И.С | |||
| и др | |||
| Калибровка валков для производства гнутых профилей проката | |||
| Киёв, Техника, 1980, с | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
