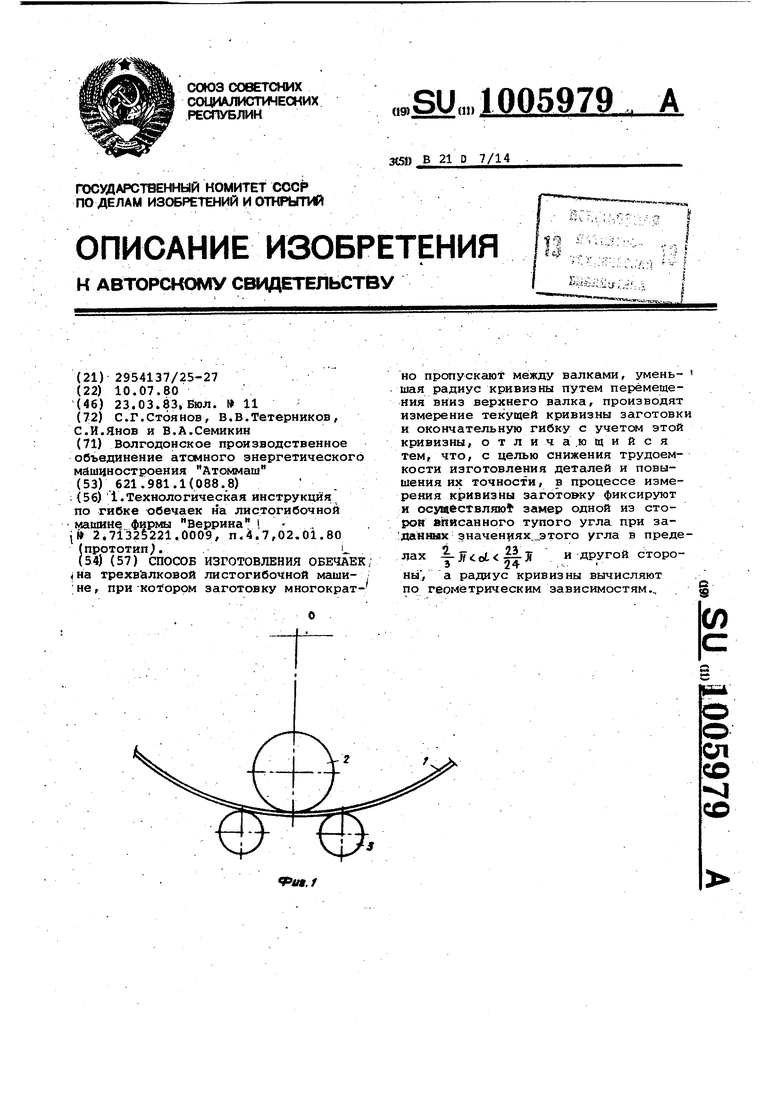
Изобретение относится к обрабо ке металлов давлением и может быть использовано при изготовлении гибкой на ротационных машинах деталей криволинейных кольцевых контуров больших радиусов кривизны в энергомашиностроительной,нефтехимической, котлостроительной и других отраслях промышленности. Наиболее близким к изобретению по технической сущности является cn соб гибки замкнутых и незамкнутых деталей кольцевых контуров больших размеров. Способ заключается в гибке путем свободного изгиба на ротационной машине с периодической проверкой кривизны изготавливаемой детали по шаблону 1. Недостатком данного способа явля ется большая продолжительность прои .водственного.цикла, связанная с неоднократной проверкой кривизны дета ли. Кроме того, отсутствие текущей информации о кривизне детали очень часто ведет к перегибу - трудноиспра вимому браку. Необходимость изготовления шаблонов на каждый тип изделия ведет к удорожанию продукции. Целью изобретения являетсл снижение трудоемкости из готовлени} деталей и повышение их точности. Поставленная достигается тем что согласно способу изготовления обечаек на трехвалковой листогибочной машине, при котором заготовку многократно пропускают между валками, умейьшая радиус кривизны путем перемещения вниз .верхнего валка, производят измерение текущей кривизны и окончательн5 гибку с учетом этой кривизны, в процессе измерения текущей кривизны заготовку фиксирутот и осущег-твляют замер одной из сторон вписанного тупого угла при заданных 3 значениях этого угла в пределах-д-Л 2oL пХЗГН Л1-1 -.,-.ULT э т-,г.ПМ другой его стор9ны,а радиус кривизны вычисляют по геометрическим зависимостям. . На фиг.1 представлена схема гибки кольцевой детали на трехвалкойой гибочной машине; на фиг.2 - схема измерения сгибаемой детали. .Способ осуществляют следующим образом. . Листовую заготовку 1 прокатывают в трехвалковой листогибочной мапшне уменьшая до н обхс димого радиус кривизны путем многократного фиксирован ноге пер;емещёния сверху вниз верхнего вёшка. 2. После каждого очередного нажатия верхнего валка и последующего пропуска через нижние валки 3 листовой заготовки, на ней фиксируют сторону 4 и под заданным углом ct осуществляю замер величины хорды с помощью стороны 5 вписанного угла. Затем по известным формулам геометрии производят расчеты полученного радиуса, по его значейию с учетом конечного значения радиуса и возможностей машины производят очередное перемещение сверху вниз верхнего валка и пропуск заготовки. Дальнейшее ведение процесса гибки аналогично описанному. Циклы повторяют до получения радиуса заданной кривизны. Пример. Осуществляют гибку обечайки радиусом 3 м из ст.З (толщина листовой заготовки 100 мм, (шрина 1350 мм ) на трехвалковой листогибочной машине фирмы Веррина (Италия ) со встроенным устройством для замера радиуса по высоте сегмента. За хорду, отсекающую сегмент, принимают точки касания обечайки валков (600 мм). В процессе гибки до значейия В-3400 мм используют устройство, d затем применяют шаблоны. Так как величина прогиба на проход уже не известна, величину хода нажатия верхнего ваЛка назначают .по 1 мм. Несмотря на это.1.1 мм хода соответствует изменению радиуса на 200 мм ), допускается перегиб детали с ошибкой по радиусу 150 мм. Вследствие этого происходит нахлест кромок и необходимо разгибать обечайку при помощи прокладок. При изготовлении другой обечайки текущий радиус контролируют по изменению стороны вписанного угла. Для данных размеров обечайки наиболее удобным.является фиксированный угол 11 J, В этом случае на. 1 мм длины стороны угла приход;ится 2 мм изменения величины радиуса. Определение радиуса производят по номограмме, соответствующей формуле . R 2 a:4i 2i.eco5 ot-eB2 где В , - фиксированное расстояние одной из сторон вписанного угла i е6 - угол между сторонами; L, - вторая измеряема сторона вписанного угла. Так, со значения радиуса 3850 мм измеряюти получают следующие значения стороны угла радиуса Jk..975. R 3850 . 340.0 3050 3000 Гибка деталей заканчивается в 1,5 раза быстрей. Отклонение радиуса по контуру вполне удовлетворяет условиям сборки под автоматическую сварку.
Таким образом, использование пред- гораздо более точными по разме лагаемого способа позволит получать крупногабаритные детали замкнутых и незамкнутых кольцевых - контуров
10059794
ру и за меньшее время, а также уменьшит количество брака.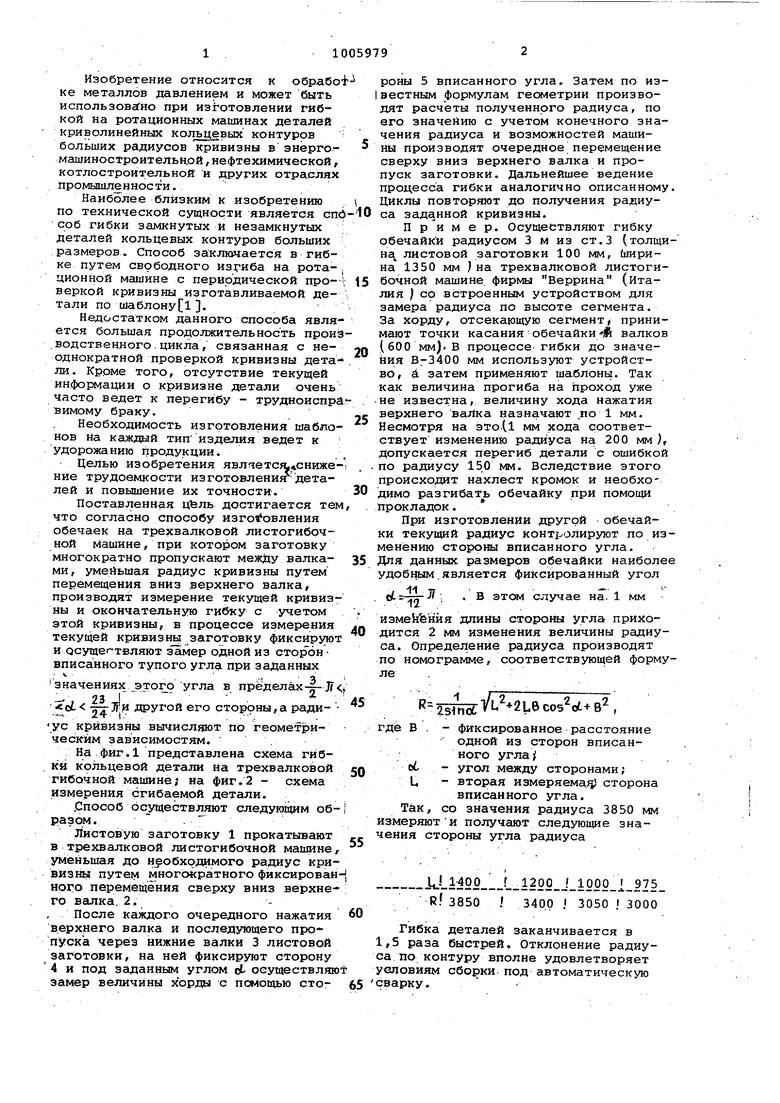
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК НА ВАЛКОВЫХ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2002 |
|
RU2222403C2 |
| Листогибочная машина | 1991 |
|
SU1792765A1 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| Трехвалковая листогибочная машина | 1982 |
|
SU1072950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК НА ЧЕТЫРЕХВАЛКОВОЙ И АСИММЕТРИЧНОЙ ТРЕХВАЛКОВОЙ ЛИСТОГИБОЧНЫХ МАШИНАХ | 2001 |
|
RU2202426C2 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2236321C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК С НЕПЛОСКИМИ ИЛИ НЕПАРАЛЛЕЛЬНЫМИ ТОРЦАМИ В ВАЛКАХ ТРЕХВАЛКОВОЙ ГИБОЧНОЙ МАШИНЫ | 2008 |
|
RU2367535C1 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1993 |
|
RU2015772C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК/ i на трехв алковой листогибочной маши- ; ;не, при котором заготовку многократно пропускают между валками, уменьшая радиус кривизны путем перемещения вниз верхнего валка, производят измерение текущей кривизны заготовки и окончательную гибку с учетом этой кривизны, о т л и ч а .ю щ и и с я тем, что, с целью снижения трудоемкости изготовления деталей и повышения их точности, в процессе измерения кривизны заготовку фиксируют и осуадёствляю замер одной из сторон вписанного тупого угла при за данных эначениях.этого угла в пределах jj :oL ||-3i и другой стороны, а радиус кривизны вычисляют по геометрическим зависимостям.. сд ;о со