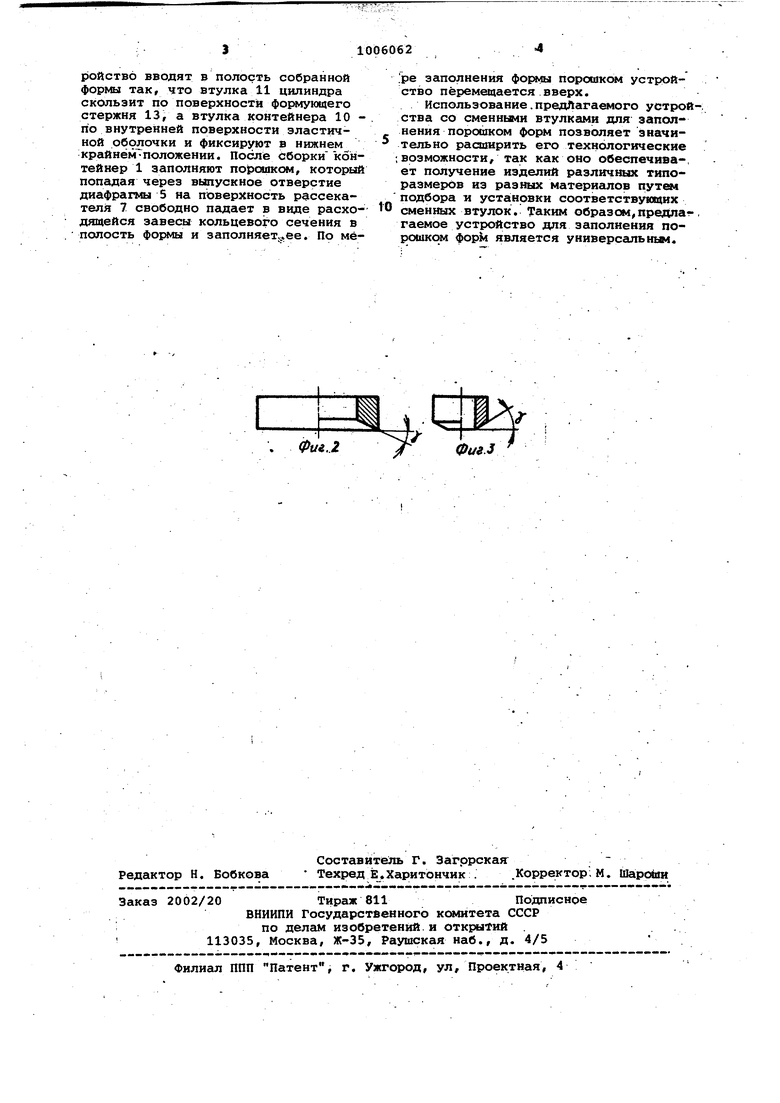
Изобретение относится к порошково металлургии, в частности к устройствам для заполнения порошком форм, и может быть использовано при производстве длинномерных порошковых изделий трубчатой формы. По основному авт. св. 846107 известно устройство .для заполнения порошком форм, преимущественно состоящих из эластичных оболочек с цен ральным формующим стержнем, содержсццее полый цилиндрич еский контейнер, выполненный длиной, превышающей длину оболочки, и конический рас секатель, снабженный жестко соедине ным с ним полым цилиндром и установленный в контейнере, причем цилиндр рассекателя и нижняя часть контейнера жестко соединены между собой ради альными ребрами 11. Однако устройство может быть использовано для получения длинномерных порошковых изделий трубчатой формы только одного типоразмера-. Изменение геометрии изделий (внутренний и наружный диаметры, толщина сте ки), а также материала требуют изготовления новых устройств с соответст вующими размерами контейнера и рассе кателя. Целью изобретения является расширение технологических возможностей устройства. Поставленная цель достигается тем, что устройство для заполнения порошком форм снабжено втулками, выполненными с фаской по поверхности течения порошка с углом, равным углу естественного откоса засыпанного порошка, одна из втулок установлена в нижней части контейнера, а другая - в нижней части полого цилиндра причем обе втулки размещены со стороны поверхностей скольжения. При этом втулка контейнера выполнена с наружным диаметром, равным 1-1,3 наружного диё1метра контейнера, а втулка цилиндра выполнена с внутренним диаметром, равным 1-0,7 внутреннего диаметра цилиндра. На фиг. 1 представлено предлагаемое устройство в исходном состояНИИ (слева) и в момент заполнения порошком (справа), общий вид, на фиг. 2 - втулка контейнера; на фиг. 3 - втулка цилиндра. Устройство содержит полый ЦИЛЙНДрический контейнер 1, изготовленный из металлического листа, металлические фланцы 2 и 3, скрепленные между собой болтами 4, диафрагму 5 с цилиндрическим выпускным отверстием, расположенную в средней части контейнера и закрепленную между фланцами. Над диафрагмой расположен шибер 6 для объемной дозировки засыпаемого порошка; Рассекатель 7 жестко соединен с охватывающим полым цилинд юм 8 и установлен с внешней стороны диафрагмы. Охватывающий полый цилиндр 8 соединяется в верхней и нижней частях с контейнером 1 посредством радиальных ребер 9, причем охватывающий полый цилиндр расположен коаксиально контейнеру и выпускному отверстию. В нижней части контейнера и охватывающего полого цилиндра со стороны скольжения порошка установлены сменные втулки 10 (втулка контейнера) и 11 (втулка цилиндра), выполненные с фаской по поверхности течения порошка с углом, равным углу .естественного откоса засыпаемого порошка. Втулки крепятся к контейнеру и цилиндру любым известным спосрбом (на фиг. 3 не показано). В верхней части контейнера установлен загрузочный бункер 12. Устройство содержит также формующий стержень 13 и эластичную оболочку 14. Выполнение фаски на втулке под определенным углом у необходимо для обеспечения равномерного затекания засыпаемого порошка по всему объему формы, что способствует получению равноплотных изделий. Угол естественного откоса свободно насыпанного порошка определяется по общепринятой методике. Из экспериментальных данных следует, что в случае изготовления определенного типоразмера изделия изменение гранулометрического состава или материала засыпаемого порошка требует изменения геометрических размеров полости формы на 20-30%. Кроме того, известно, что 70-80% загрязнений, задержанных фильтром, удерживается в поверхностном слое, составляющем 2-4% общей, толщины фильтра, и с повышением толщины ресурс работы фильтра снижается, поэтому изготовление втулок контейнера диаметром более 1,3 внешнего диаметра контейнера и втулок цилиндра диаметром мене.е 0,7 внутреннего диаметра цилиндра является нецелесообразным. Заполнение Формы порошком с помощью предлагаемого устройства осуществляется следующим образом. Перед введением устройства в полость формы к нижнему концу контейнера 1 любым известным способом (винтовое .соединение, байонетный затвор и др.) крепится втулка 10 контейнера, либо к нижнему концу полого цилиндра 8 - втулка 11 цилиндра. Если необходимо изменение обоих диаметров засыпаемой полости, то втулки крепятся одновременно, причем они подбираются таким образом, чтобы внешний диаметр втулки 10 контейнера был равен внутреннему диаметру эластичной оболочки 14 а внутренний диаметр втулки 11 цилиндра - диаметру формующего стержня 13. Затем устройство вводят в полость собранной формы так, что втулка 11 цилиндра скользит по поверхности формующего стержня 13, а втулка контейнера 10 по внутренней поверхности эластичной оболочки и фиксируют в нижнем крайнём-положении. После сборки контейнер 1 заполняют порошком, который попадая через вьшускное отверстие диафрагмы 5 на поверхность р ьссекателя 7 свободно падает в виде расходящейся завесы кольцевого сечения в полость формы и заполняет.,ее. По мёре заполнения форма порошком устройство перемещается вверх.
Использование.предлагаемого устройства со сменньши втулками для заполнения порошком форм позволяет значительно расширить его технологические возможности, так как оно обеспечива-, ет получение изделий различных типоразмеров из разных материалов путем подбора и установки соответствующих сменных втулок. Таким образом,предлагаемое устройство для заполнения порошком форм является универсальным.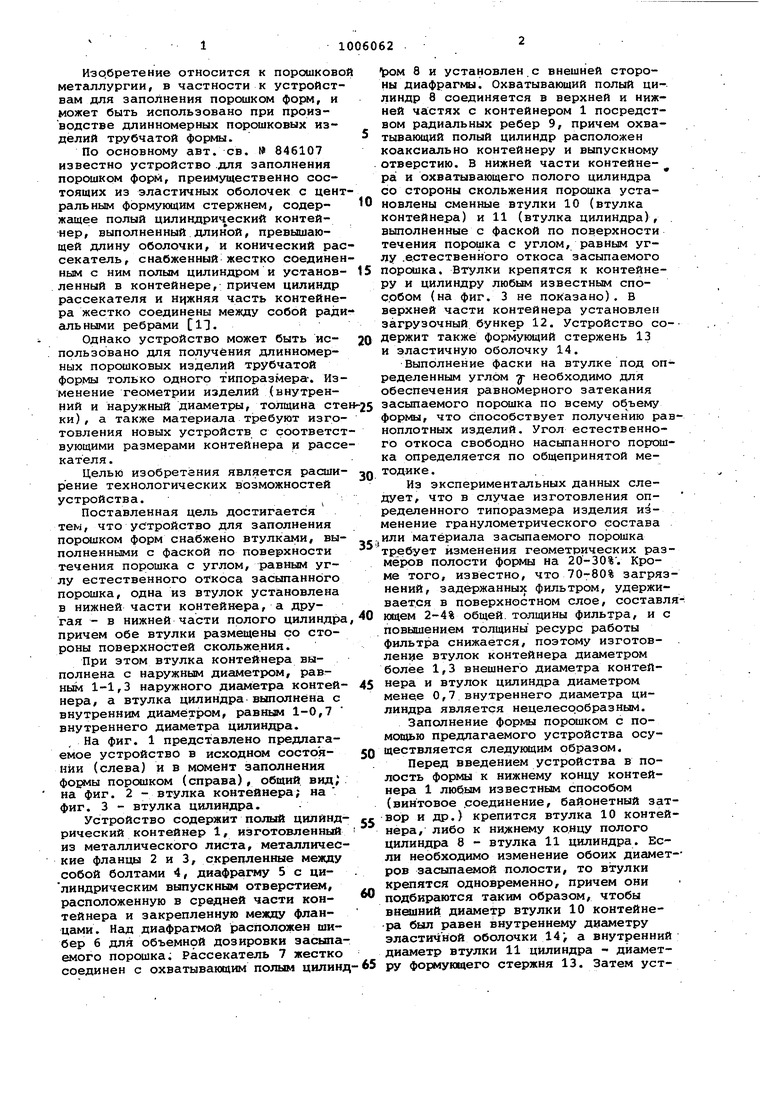
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заполнения порошкомфОРМ | 1979 |
|
SU846107A1 |
| Сцинтилляционный детектор, способ его сборки и устройство для сборки сцинтилляционного детектора | 1991 |
|
SU1805410A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ ПОРОШКОВОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ УГЛА ЕСТЕСТВЕННОГО ОТКОСА ПОРОШКОВЫХ МАТЕРИАЛОВ | 2012 |
|
RU2528564C2 |
| ПОЛОЕ ЗАМКНУТОЙ ФОРМЫ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ИНТЕГРАЛЬНОЙ КОНСТРУКЦИИ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ И ФУТЕРОВКА РЕАКТОРА ВАКУУМНОЙ ВЫСОКОТЕМПЕРАТУРНОЙ УСТАНОВКИ, СОДЕРЖАЩАЯ УКАЗАННОЕ ГЕРМЕТИЧНОЕ ИЗДЕЛИЕ | 2018 |
|
RU2711199C1 |
| Гидростат для формования стаканообразных изделий | 1985 |
|
SU1260115A1 |
| Способ получения длинномерных полых изделий с дном | 1985 |
|
SU1397177A1 |
| Устройство для электроимпульсного прессования порошковых материалов | 2022 |
|
RU2797226C1 |
| Способ прессования из порошков полых цилиндрических изделий с винтовой нарезкой на поверхности | 1987 |
|
SU1532202A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
1. УСТРОЙСТВО ДЛЯ ЗДПОЛНЕ НИЯ ПОРОШКОМ ФОРМ, по авт. св. 846107, отличающееся тем, что, с целью расширения техно логических возможностей устройства, оно снабжено втулками, выполненными с фаской по поверхности течения порошка с углом, равным углу естественного откоса засыпаемого порошка, одна из втулок установлена в нижней части контейнера, а другая - в нижней части полого цилиндра, причем обе втулки размещены со стороны поверхностей скольжения. 2. Устройство по п. 1, отличающееся тем, что втулка контейнера ВЕлполнена с наружным диаметром, равным 1-1,3 наружного диаметра контейнера, а втулка цилиндра выполнена с внутренним диаметром, равным 1-0,7 внутреннего диаметра ци-. линдра.
pij.
Фие. Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для заполнения порошкомфОРМ | 1979 |
|
SU846107A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
