Изобретение относится к металлообработке и может найти применение при обработке труднообрабатываемых металлов на многошпиндельных станка Известен способ обработки, в соо ветствии с которым в шпиндель по кругу устанавливают несколько заготовок и сообщают шпинделю и заготовкам вращение вокруг собственных осей, а резцу - перемещение в напр лении продольной подачи Cll. Известный способ обеспечивает ра деление стружки, так как каждая заготовка, совершая планетарное движе ние ( вращение вокруг собственной ос и вращение вокруг оси шпинделя/, ne риодически проходит зону контакта (резания) с резцом. При точении по этому способу зона контакта резца, неподвижного в плоскости вращения заготовок, с каждой заготовкой ограничена углом поворота шпинделя, в пределах которого происходит точе ние каждой заготовки. .Это ограничив ет производительность способа. . Целью изобретения является повышение производительности обработки. Поставленная цель достигается те что согласно способу токарной обраб ки, включающему установку в шпиндель по кругу нескольких заготовок и сообщение шпинделю и заготовкам вращения вокруг собственных осей, а резцу - перемещения в направлении продольной подачи, резцу до сообщен перемещения в направлении подачи соо щают вращение вокруг оси, параллель ной осям вращения шпинделя и заготовок и расположенной мезкду ними, и синхронизируют вращение резца с вращением шпинделя, причем круговую ча тоту, вращения резца определяют .из выражения R-R(H-h)2 .cos 4Рр(Н-11) )%H2-R| Ч С1ГССОЗ 4(H+R3-t)H ui - круговая частота вращения шпинделя, об/мин/ К - количество заготовок, установленных в шпиндель; V - угол поворота резца, в пре делах которого происходит точение каждой за:готовки рад; Ч - угол поворота шпинделя, в пределах которого происхо дит точение каждой заготовки, рад,(р - радиус вращения резца, мм Rj- радиус заготовки, мм; . Н - расстояние между осями вращения шпинделя и заготовки, мм; h - расстояние между осями вращения шпинделя и резца,ммt - припуск, снимаемый за проход, мм. При таком осуществлении способа зона контакта peзaния ) возрастает за счет образования угла поворота резца при его вращении вокруг заготовки, в пределах которого происходит точение каждой заготовки. Это обеспечивает повышение производительности обработки. На фиг. 1 представлена схема устройства, иллюстрирующая предлагаемый способ; на фиг. 2 - то же, вид сбоку. В шпиндель 1 равномерно по кругу устанавливают несколько заготовок 2, Резец 3 устанавливают на глубину резания с возможностью вращения во,}сруг .оси 4, параллельной оси 5 вращения шпинделя 1 и осям б вращения заготовок 2. Причем ось 4 вращения резца 3 находится между осью 5 вращения шпинделя 1 и осью б вращения заготовки 2, проходящей зону контакта (резания) с резцом 3. .Для обработки сообщают вращение шпинделю 1 вокруг.собственной оси 5с круговой частотой п ц) , а заготовкам 2 - вокруг собственных осей 6с круговой частотой п. Резцу 3 сообщают вращение вокруг оси 4 с круговой частотой Пр , синхронизируют вращение резца 3 с вращением шпинделя 1, сообщая резцу 3 дополнительный поворот .с круговой частотой tig ,. так чтобы к моменту начала резания резец 3 переместился к точке 7 на заготовке 2. Затем резцу 3 сообщают продольную подачу .cf . Для того, чтобы обработка каждой из заготовок 2 вращакяцимся резцом 3 начиналась в одной и той же точке 7, круговую частоту вращения резца 3 устанавливают по выражению 1 . При обработке припуск t с каждой заготовки 2 срезается в виде сегментов 8., При невращающемся резце 3 длина сегмента 8 (дуга 9 - 10) определя.ется углом Ч поворота шпинделя 1, в пределах которого происходит точе- ние заготовки. При сообщении резцу 3 вращения вокруг оси 4 (при неподвижном шпинделе 1) длина сегмента В определяется длиной дуги 7 - 11, образующейся за счет угла Ч поворота резца 3, в пределах которого происходит точение заготовки. Следовательно, при совместном согласованном вращении шпинделя 1 и резца 3 длина сегмента 8 на основайии принципа не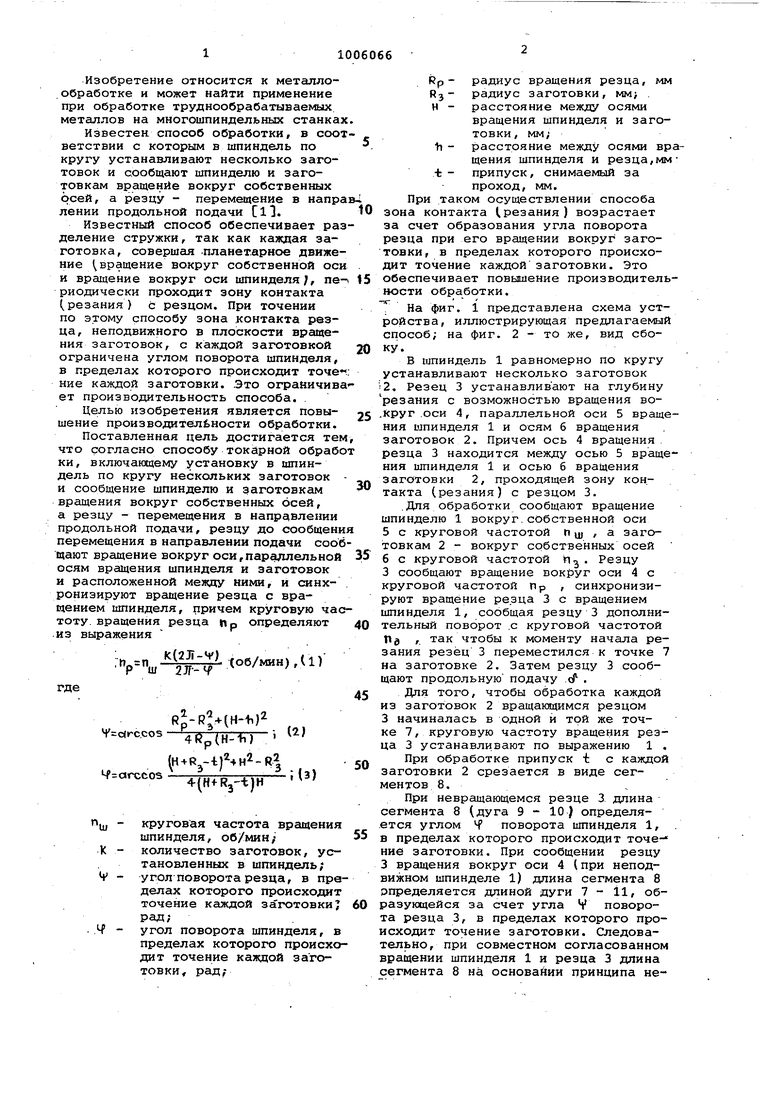

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки | 1981 |
|
SU986601A2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| Способ попутного точения | 1985 |
|
SU1289610A1 |
| СПОСОБ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275989C1 |
| Способ тангенциального точения | 1982 |
|
SU1144769A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1999 |
|
RU2147976C1 |
| КОМБИНИРОВАННАЯ ГОЛОВКА ДЛЯ ТОЧЕНИЯ НАРУЖНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275990C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| Способ ротационного точения комбинированным инструментом | 1990 |
|
SU1804947A1 |
| Способ токарной обработки | 1986 |
|
SU1371774A1 |
СПОСОБ ТОКАРНОЙ ОБРАБОТКИ, включающий установку в шпиндель по кругу нескольких заготовок и сообщение шпинделю и заготовкам вращения вокруг собственных осей, а резцу- перемещения в направлении подачи, отличающийся тем, что, с целью повышения производительности, резцу до сообщения перемещения в направлении подачи сообщают вращение вокруг реи, параллельной осям вращения шпинделя и заготовок и расположенной между ними, и синхронизируют вращение резца с вращением шпинделя, причем круговую частоту вращения резца Пр определяют из выражения (об/мин). где ,)2 V-orccos - 4Rp(H-1i) (Н4Й5-) Ч агссо5 4(H+R3-t)H п щ - круговая частота вращения шпинделя, об/мин; К количество заготовок, установленных в шпиндель; V - угол поворота резца, в пределах которого происходит точение каящой заготовки; рад; 7 - угол поворота шпинделя, в пределах которого происхоруп: точение каждой заготовки, рад, RP - радиус вращения резца, мм; Rj- радиус заготовки, мм j Н - расстояние между осями вращения шпинделя и заготовки, мм; h - расстояние между осями вращения шпинделя и резца , мм; t О) припуск, снимаемый за проход, мм. о О) О)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ токарной обработки | 1970 |
|
SU465274A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
