Изобретение относится к металлообработке, а именно к чистовой обработке отверстий.
Известна расточная оправка, содержащая корпус и установленный в ней резец 1 .
Недостатком этой оправки является то, что при растачивании отверстий, особенно длинных, в результате нагрева резца и его линейного расширения происходит изменение размер обработки и на обрабатываемой детали образуется конусность.
Цель изобретения - повышение точности обработки за счёт компенсации линейного расширения резца.
Поставленная цель достигается тем, что в расточной оправке,содержащей корпус и установленный в ней резец, последний установлен во втулг ке, выполненной из материала с большим коэффициентом линейного расширения, чем ьлатериал резца, причем .втулка закреплена в корпусе своим передним концом, а резец во втулке своим задним концом.
На чертеже изображена расточная оправка.
Оправка состоит из корпуса 1, в нижней части которого винтами 2 закреплена втулка 3, Во втулке 3 винтом 4 закреплен резеЦ 5, Втулка 3 в корпусе 1 закреплена своим передним концов, а 5 во втулке 3 закреплен своим задним концом, причем втулка 3 имеет свободу перемещения при нагревании. Коэффициент линейного расширения материала втулки больше коэффициента линейного расширения материала резца.
При растачивании повышение темпе ратуры в зон.ё резания приводит к нагреву резца 5 и втулки 3, причем тело резца 5 имеет более,высокую температуру, чем втулка 3, Вследствие своего нагрева втулка удлиняется и отводит резец 5 от обрабатываемой детали, чемкомпенсир тся удлинение резца от собственного нагрева. Материал и длина втулки 3 подбираются с таким расчетом, чтобы температурное удлинение резца 5 компенсировалось температурным удлинением втулки 3,
Предлагаемая конструкция расточной оправки позволяет обрабатывать глубокие отверстия с большой точностью.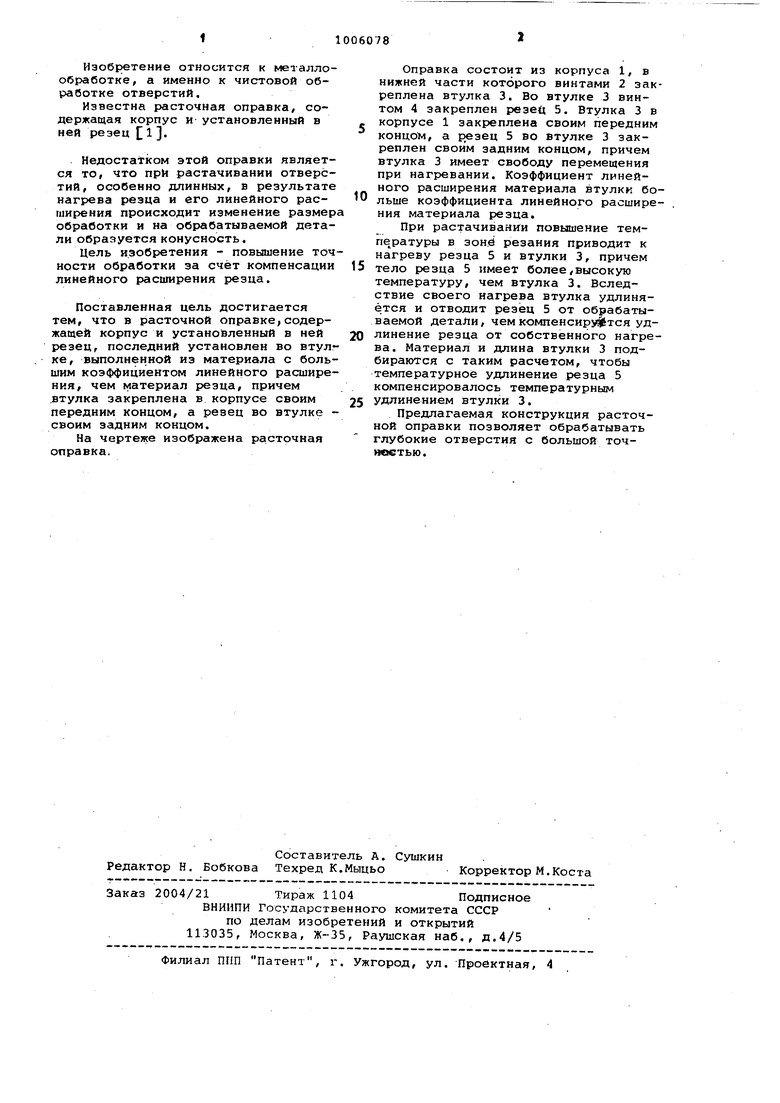
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ | 1992 |
|
RU2026773C1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Динамометрическая расточная скалка | 1976 |
|
SU657919A1 |
| Расточная оправка | 1986 |
|
SU1414514A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Расточная оправка | 1972 |
|
SU524608A1 |
| Способ подналадки резца и устройство для его осуществления | 1983 |
|
SU1126381A1 |
| Инструмент для растачивания отверстий | 1991 |
|
SU1814987A1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
РАСТОЧНАЯ ОПРАВКА, содержа щая корпус и установленный в нем резец, отличающаяся тем, что, с целью повышения точности обработки за счет компенсации линейного расширения резца, резец установлен во втулке, выполненной из материала с большим коэффициентом линейного расширения, чем материал резца, причем втулка закреплена в корпусе своим передним концом, а резец во втулке - своим задним концом. О) о Ч (X)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Консольная расточная оправка | 1976 |
|
SU584979A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
