J Изобретение относится к технологическим процессам и может быть истпользовано при сварке конструкций из различных сплавов. Известны способы ручной сварки при которых дуга горит в среде аргона между неплавящимся электродом и изделием, а питание дуги осуществляется от источника постоянного или переменного cинycoи aльнoгo тока Cll Недостатком этих способов сварки является отсутствие контроля состояния, дугового промежутка и, следовательно, случайные касания электрода с изделием в процессе сварки приводят к нГарушению устойчивости горения дуги и ухудшению формирования шва. Наиболее близким к предлагаемому по технической сущности является способ дуговой сварки неплавящимся электродом, при котором изменяют сварочный ток в зависимости от величины дугового промежутка 2. Недостатком известного способа является низкое качество сварки, низ кая производительность труда и малый срок службы вольфрамового электрода, обусловленные тем, что при случайных касаниях электрода с изделием в процессе сварки происходит выплескивание металла сварочной ванны, загрязнение металла включениями вольфрама,а также загрязнение поверхности вольфрамового электрода,свариваемым металлом. При этом после каждого случайного касания электрода с изделием необходимо прекращать процесг сварки и зачищать поверхнос свариваемой детали и вольфрамовый - электрод от загрязнений. Целью изобретения является повышение качества сварного шва путем улуч шалия его формирования и исключения образования в нем вольфрамовых включений при ручной сварке. Поставленная цель достигается тем что согласно способу сварки неплавящимся электродом,при котором изменяют сварочный ток в зависимости от величины дугового промежутка между электродом и изделием,еварочный ток отключают в момент, предшествующий случайному касанию электрода с изделием, а включают после восстановлени длины дугового промежутка. Тем самым предотвращается выплескивание металла сварочной ванны при касании ее по верХности электродом, загрязнение металла шва вольфрамом и окисными включениями, оплавление вольфрамового электрода и загрязнение его поверхности сваривае1«ым Металлом. Момент отключения сварочного то.ка определяют путем сравнения напряжени на дуге, которое уменьшается по мере приближения электрода к изделию, с опорным напряжением. Возбуждение ду-и производят после нарушения электрического контакта электрода с изделием с помощью осциллятора. Пример . Две пластины из сплава АМц толщиной 1,5 мм сваривают встык вольфрамовым электродом диаметром 1,2 мм переменным прямоугольным током 50А при опорном напряжении U0, равном 13В. Имитацию случайного касания производят путем принудительного сближения электрода с изделием, в момент достижения напряжения на дуге значения, равного опорному напряжению, выключают ток в сварочной цепи. Приводят в соприкосновение разогретый вольфрамовый электрод с ме«галлом сварочной ванны, что не вызывает выплеска металла ванны при отключенном токе в сварочной цепи. Отводят электрод от изделия и возбуждают дугу осциллятором. Дуга возбуждается легко и горит устойчиво. При этом не образуется черный налет на поверхности свариваемых пластин, что свидетельствует о чистоте поверхности вольфрамового электрода. На чертеже изображена функциональная схема устройства для реализации предложенного способа. в сварочную цепь источника питания 1 с падающей внешней характеристикой включен тиристорный ключ 2 и хэсциллятор 3. Между тиристорньол ключом 2 и осциллятором 3 парешлельно дуге включен датчик состояния дугового промежутка 4. При уменьшении напряжения на дуге, что соответствует приближению элект рода к изделию, и достижении значе ия, равного опорному напряжению Ц, датчик состояния дугового промежутка 4 вырабатывает сигнал на выключение тиристорного ключа 2. Касание электрода с изделием происходит при отключенном токе в сварочной цепи. При ликвидации электрического контакта электрода с изделием датчик состояния дугового промежутка 4,вырабатывает сигнал на- включение осциллятора 3 и тиристорного ключа 2, что способствует возбуждению дуги. i При возбуждении дуги датчик состо-, яния дугового промежутка 4 вырабатывает сигнал на выключение осциллятора 3. Испытания показали, что отключение сварочного тока в момент, предшествующий касанию электрода с изде-; лием, выгодно отличает предложенный способ ручной дуговой сварки неплавящимся электродом от известных способов , так как позволяет производить,, сварочные работы в различных условиях, не опасаясь случайных замыканий дугового промежутка, при высоких пока31006126
зателях качества сварки, что позво Ожидаемь годовой эконодшческий
ляет снизить требования к квалифика эффект от использования предлагаеции сварщика и в значительной Mqpe мого способа сварки - Т, 5 тыс. руб,
повысить произвбдительность труда.на один сварочный пост
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Неплавящийся электрод | 1978 |
|
SU764891A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| Устройство для возбуждения дуги между неплавящимся электродом и изделием | 1987 |
|
SU1480992A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ СВАРКИ НАХЛЕСТОЧНЫХ СОЕДИНЕНИЙ | 2011 |
|
RU2467844C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
СПОСОБ фТОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ, при котором изменяют сварочный ток в зависимости от величины дугового промежутка между электродом и изделием, отличающийся тем, что, с целью повышения качества сварного шва путем улучшения его формирования и исключения образования в нем-,вольфрамовых включений при ручной сварке, сварочный ток отключают в момент, предшествукндий касанию электрода с изделием, а включают после восстановления дугового промежутка.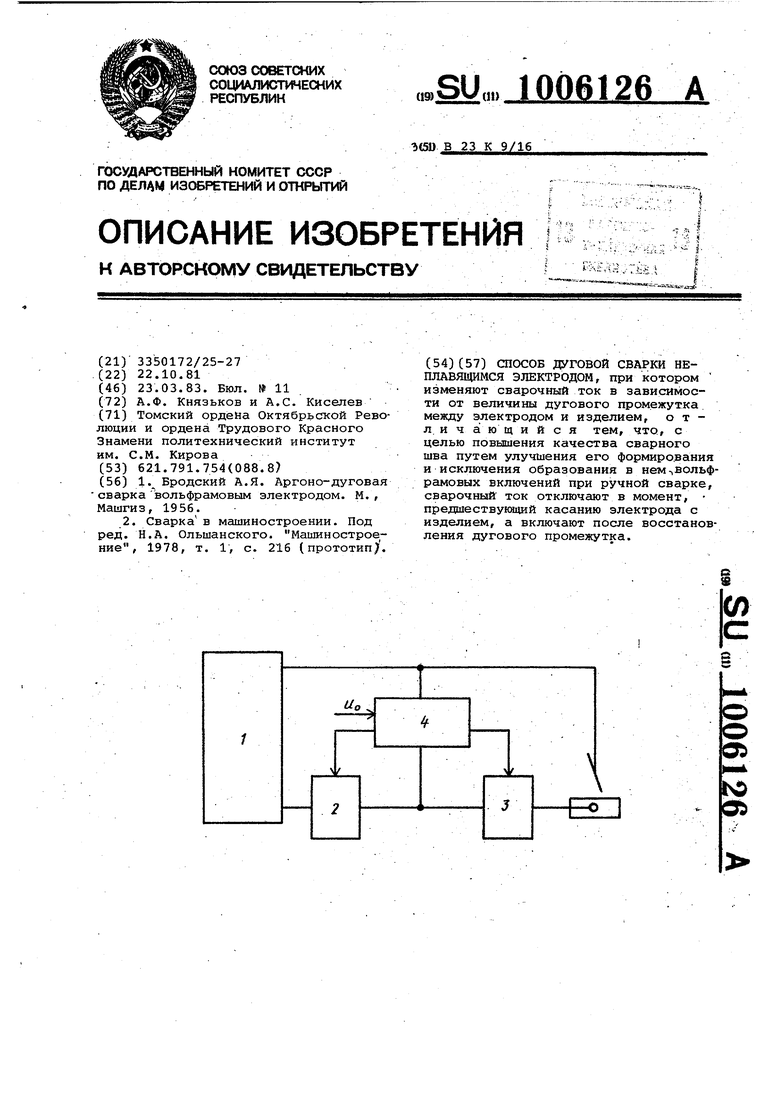
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бродский А.Я | |||
| Ар го но-дуговая сварка вольфрамовым электродом | |||
| М., Машгиз, 1956 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сваркав машиностроении | |||
| Под ред | |||
| Н.А | |||
| Ольшанского | |||
| Машиностроение, 1978, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
