Изобретение относится к сварочной технике, конкретно К конструкции неплавящихся электродов для сварки пульсирующей(импульсной)дугой, вращающейся в магнитном поле. Известны неплавящиеся электроды, представляющие собой вольфрамовые стержни и широко использующиеся, помимо обычной дуговой сварки, для сварки импульсной дугой, а также дугой, вращающейся в магнитном поле 1 рднако, из-за неподвижности катодного пятна на вольфрамовом электродестержне наложение магнитного поля,отклоняя дугу/ удлиняет ее и, в резуль тате, снижает ее устойчивость. Относительно сварки импульсной дугой с использованием такого электрода следует отметить, что область ее применения ограничена необходимостью специального источника импульсов свароч ного тока. Известны неплавящиеся электроды в виде полых цилиндров-трубок(вольфрамовых или охлаждаемых водой медных), применяющихся преимущественно для сварки дугой, вращающейся в магнитном поле и образующей при своем вращении плазменный цилиндр, опира ощийс верхним основанием на торец трубчатого электрода, а нижним - на свариваемое изделие {2 . Однако применение таких электродов исключает возможность управления тепловложением в свариваемое изделие путем наложения импульсов сварочного тока из-за сложности синхрюнизации подачи импульсов с частотой вращения дуги. Цель изобретения - повышение качества сварки с использованием новой конструкции неплавящегося электрода. Указанная цель достигается тем,что неплавящийся трубчатый электрод из вольфрама выполнен таким образом,что рабочий торец электрода имеет срез под углом 45-80° к продольной оси электрода. Из-за неперпендикулярности рабочего торца электрода к продольной оси расстояние между свариваемым изделием и торцом непостоянно при обходе по торцу. В результате длина дуги при ее вращении (при этом катодное пятно обегает торец электрода) периодически изменяется с частотой, равной скорости вращения дуги. С такой же частотой изменяется и величина тока
дуги от максимальной, когда дуга замыкает кратчайшее расстояние между торцом электрода и изделием, до минимальной, когда длина дуги максимальна. Аналогично изменению тока изменяется и величина тепловложения в изделие. Ориентируя различным образом электрод (относительно оси шва), можно варьировать положением зоны максимального тепловложения:смещать ее к периферии шва или совмещать с его осью, что позволяет использовать разработанный электрод как для сварки тонколистового материала, так и для сварки разнородных материалов с различными теплофизическими свойствами.
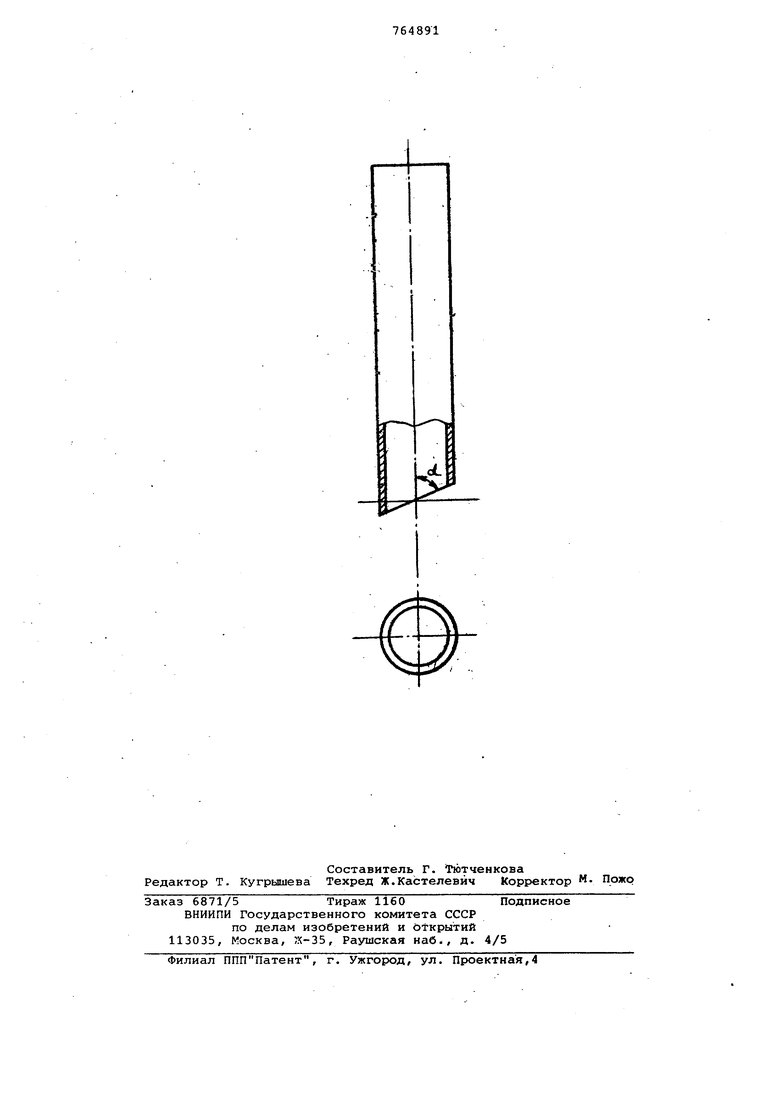
На чертеже предстайлена конструкция электрода.
Электрод представляет собой полый цилиндр-трубку, изготовленную из вольфрама; рабочий торец электрода . имеет срез под углом 45-80 образо- ванным плоскостью торца и продольной осью электрода.
Величина угла среза рабочего торца электрода зависит от диаметра электрода-трубки. При использовании электродов-трубок сравнительно малых диаметров(2-5 мм) величина этого угла смещается в сторону больших его значений (из указанного диапазона), в электродах больших диаметров этот угол должен быть меньше. Например, рабочий торец электрода с внутренним .диаметром 10 мм необходимо заточить так, чтобы угол между его плоскостью и продольной осью электрода составил 60-80°. При уменьшении этого угла снижается устойчивость дуги из-за чрезмерной величины дугового промежутка в момент прохождения катодньом пятном верхней относительно изделия точки торца, при увеличении угла уменьшается положительный эффект изза снижения величины импульсов сварочного тока.
Предлагаемый электрод работает следующим образом.
Электрод устанавливается в горелке обычным способом. Дуговой разряд между Электродом и свариваемым изделием возбухсдйется осциллятором или замыканием электрода на графитовую пластину. При наложении на дуговойпромежуток магнитного поля, создаваемого обычным способом(например с помощью соленоида, установленного на сопле горелки), дуга начинает вращаться , при этом ее катодное пятно (при сварке на постоянном токе и прямой полярности) обегает торец электрода с частотой, определяемой величиной тока дуги и напряженностью магнитного поля. С такой же частотой изменяется длина дуги и, как следствие, величина сварочного тока. Аналогично изменяется и тепловложение в свариваемое изделие: его величина
оказывается максимальной в 2оне, со-, ответствующей минимальной длине дугового промежутка. При симметричном (относительно оси шва) расположении электрода зона максимального тепловложения совпадает с продольной осью шва, при его повороте на 90 (вокруг продольной оси электрода) эта зона смешается от оси шва к его периферии. Необходимость в таком смещении возникает, например, при сварке разнородных металлов (с различными теплофизическими свойствами). При сварке однородных металлов предлагаемый электрод позволяет зону максимального проплавления размещать на оси шва или смещать еек периферии.
Таким образом, предлагаемый электрод позволяет совместить в одном процессе две разновидности дуговой сварки: сварку импульсной дугой и
0 сварку дугой, вращающейся в магнитном поле, дает возможность использовать одновременно все достоинства указанных разновидностей сварки, обеспечивает управление величиной и располос жением зоны максимального тепловложения и, .в конечном итоге, повышает качество сварки.
Предлагаемый электрод может быть применен во всех случаях автоматической дуговой сварки неплавящимся электродом, однако максимальный эффект будет получен при сварке тонколистового материала встык (без присадочного материала или с его подачей сбоку или по центру электрода) при сварке
5 разнородных материалов с различными теплофизическими свойствами.
Технико-экон мическая эффективность внедрения предлагаемого электррда обусловлена повышением качества сварки благодаря большим возможностям(в сравнении с известными электродами) управления процессом тепловложения в свариваемое изделие.
Формула изобретения
Неплавящий.ся электрод, преимущественно для сварки импульсной дугой, вращающейся в магнитном поле, выполненный в виде полого вольфрамовогб цилиндра, отличающийс я тем, что, с целью повышения качества сварки, рабочий торец электрода имеет срез под углом 45-80° к продольной оси электрода.
Источники информации,
принятые во внимание при экспертизе
1.Леваков В. С. и др. Влияние продольного магнитного поля на Электрическую дугу с неплавящимся вольфрамовым катодом.- Сварочное производство, 1965, № 10, с.9-12.
2.Волчков Г. В. Особенности перемещения дуг в поперечном магнитном поле с нeпJraвящимcя электродом.- Сварочное производство, 1973, № 7,
с. 26-28.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2520881C1 |
| Способ дуговой сварки | 1986 |
|
SU1386400A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |