| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления матрицы штампа | 1979 |
|
SU990413A1 |
| Способ восстановления штампов | 1990 |
|
SU1742019A1 |
| Способ изготовления поковок типа звена трака гусеничной машины | 1982 |
|
SU1060293A1 |
| Молотовой штамп для изготовления пустотелых поковок | 1980 |
|
SU940995A1 |
| Штамп для получения деталей типа стаканов | 1982 |
|
SU1049161A1 |
| Способ получения биметаллических изделий | 1981 |
|
SU996046A1 |
| Устройство для восстановления деталей | 1990 |
|
SU1742018A1 |
| Штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU878404A1 |
| Способ изготовления кольцевых поковок | 1983 |
|
SU1156770A1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
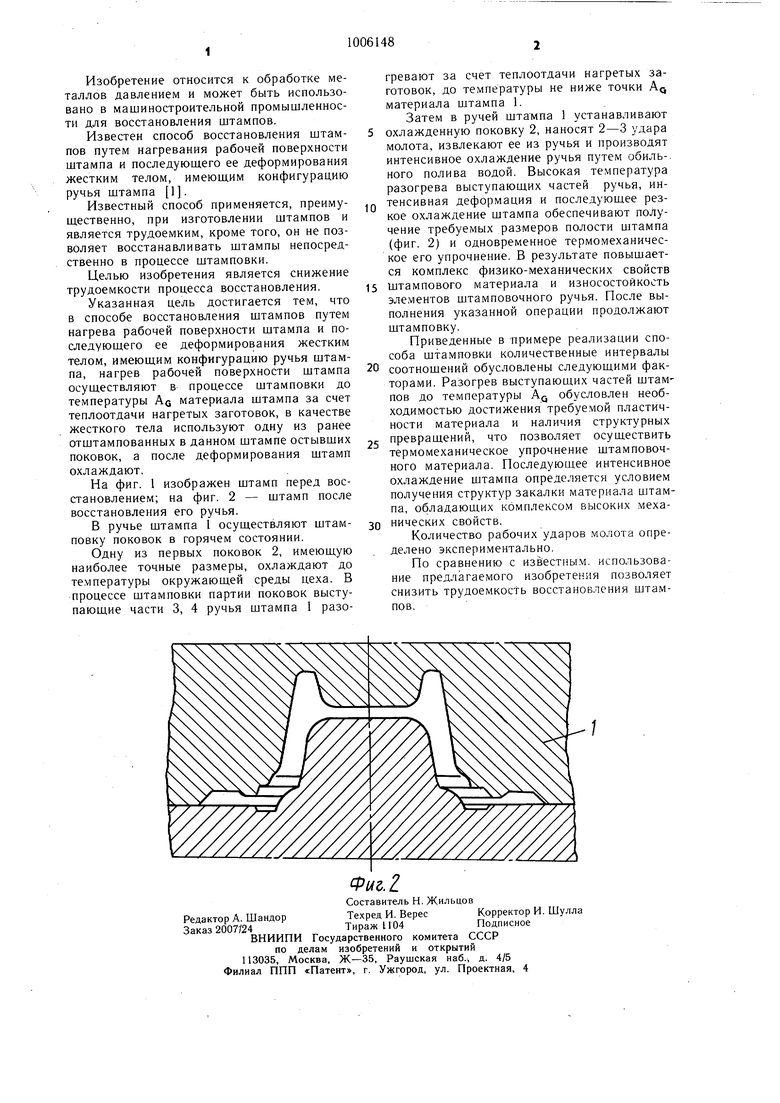
СПОСОБ ВОССТАНОВЛЕНИЯ ШТАМПОВ путем нагрева рабочей поверхности штампа и последуюшего ее деформирования жестким телом, имеюшим конфигурацию ручья штампа, отличающийся тем, что, с целью снижения трудоемкости, нагрев рабочей поверхности штампа осуществляют в процессе штамповки до температуры AQ материала штампа за счет теплоотдачи нагретых заготовок, в качестве жесткого тела используют одну из ранее отштампованных в данном штампе остывших поковок, а после деформирования штамп охлаждают. (Л О5 4:: 00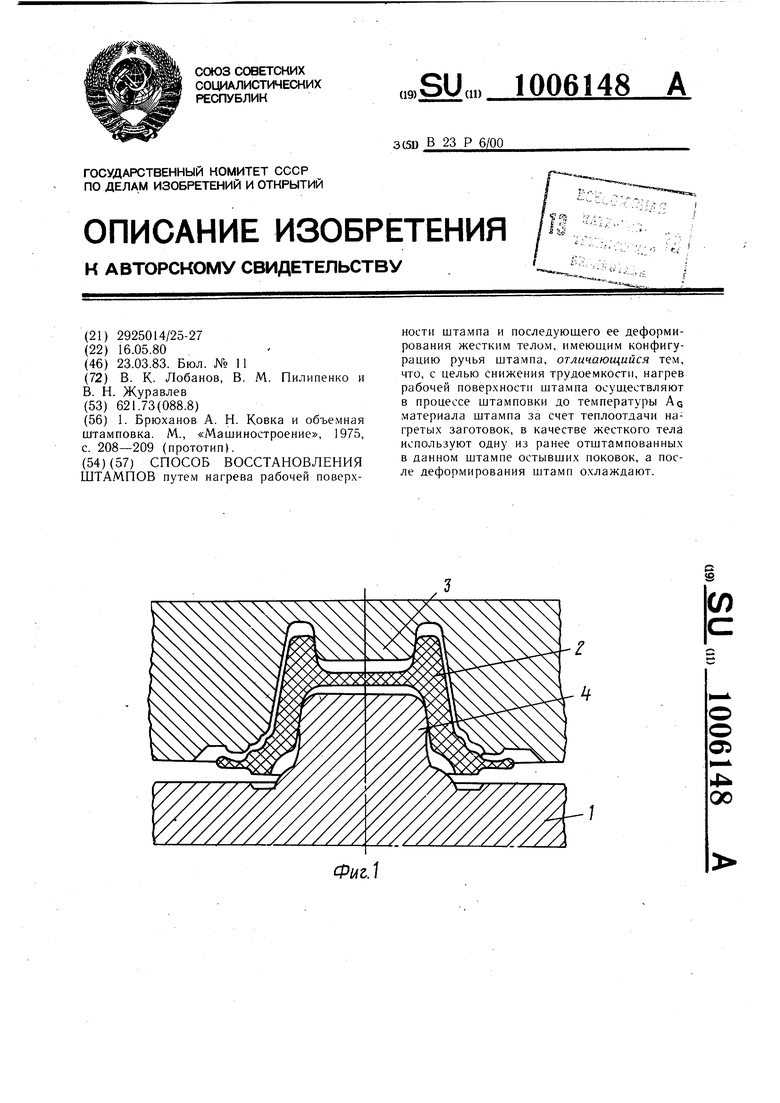
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Брюханов А | |||
| Н | |||
| Ковка и объемная штамповка | |||
| М., «Машиностроение, 1975, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
