Изобретение относится к обработке металлов давлением, а именно к способам горячей объемной штамповки, и может быть использовано для изготовления крупных кольдевых поковок типа шестерен.
Цель изобретения - повышение качества деталей путем улучшения их макроструктуры и повышение экономичности.
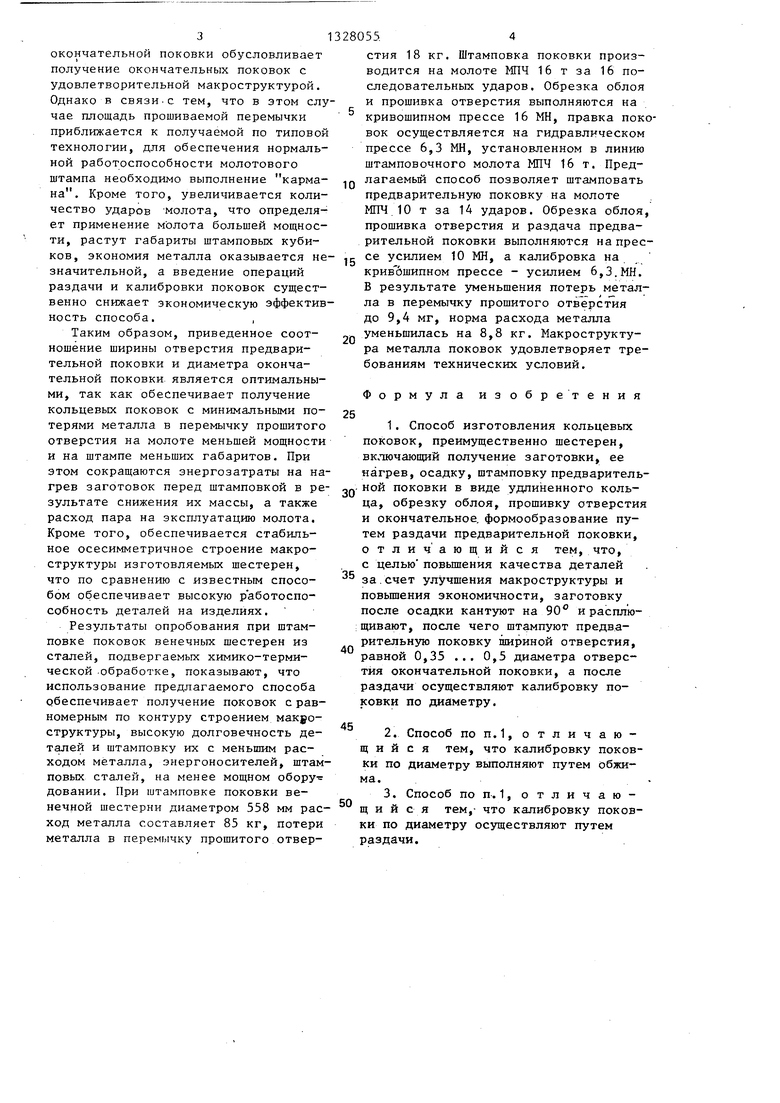
На фиг.1 изображены исходная и осаженная заготовки; на фиг.2 - заготовка после кантовки на 90 и расплющивания в направлении диаметра , на фиг.3 - предварительная поковка, отштампованная в виде удлиненного кольца, после обрезки облоя и прошивки отверстия; на фиг,4- тоже, вид сверху; на фиг.З - то же, перед раздачей (слева) и после окончания процесса раздачи (справа); на фиг.6 - схема калибровки путем обжима по наружному диаметру в матрице с сужающимся каналом; на фиг.7 - то же, путем раздачи по внутреннему диаметру жестким инструментом.
Принятые обозначения:-d
3 аметр и высота исходной заготовки о hp - диаметр и высота заготовки по.сле осадки В - ширина заготовки после расплющивания в направлении диаметра, Н, В, L - высота, ширина и длина предварительной поковки, от- иггампованной в виде удлиненного кольца; b - ширина отверстия предварительной поковки, D
d.наружный
и диаметр отверстия поковки после раздачи, D, d - наружный и внутренний диаметры изделия после калибровки Р - усилие деформации, обжимная матрица 1, поковка 2 после раздачи, поковка 3 после калибровки, деформирующий инструмент 4..
Способ осуществляют следующим образом.
Исходную цилиндрическую заготовку, отрезанную на пресс-ножницах, например, из стали 20Х254МА (фиг.1), нагревают до ковочной температуры 1200 С и передают на штамповочный молот с массой падающих частей (МПЧ) 10 т. На первом переходе штамповки заготовку осаживают в торец, затем, кантуя на 90, осаженную заготовку устанавливают на образующую бок.овой поверхности и расплющивают в направлении диаметра до получения полуфабриката в виде удлиненного круга шириной BQ, которая
10
20
25
, на 20 мм меньше ширины предварительной поковки В (фиг.2 и 3).
На втором переходе штамповки расплющенную заготовку устанавливают-в штамповочный ручей, центрируют по его контуру и осуществляют штамповку предварительной поковки (фиг.4). Отштампованную предварительную поковку передают на обр езной пресс усилием 10 МН, на котором производится обрезка облоя и прошивка отверстия, после чего поковка устанавливается на секторный штамп, размещенный на боковом - ползуне пресса, на котором выполняется, раздача- предварительной поковки (фиг.З). Затем поковка перемещается на установленный в линию молота МПЧ 1,0 т второй образной пресс усилием 6,3 МН, на котором осуществляется калибровка ее по наружному диаметру путем обжима в матрице с сужающимся каналом (фиг.6). Устранение огранки :Ш1И эллиптичности .поковки после раздачи достигается также путем калибровки поковки по отверстию в штампе, устанавливаемом на этом же прессе (6,3 МН), взамен обжимного (фиг.7).
Приведенное соотношение ширины отверстия предварительной поковки в диаметре окончательной поковки обусловлено следующими данными, полученными при проведении опытных работ. При штамповке предварительной поковки в виде удлиненного кольца с шири- 35 ной отверстия меньше 0,35 (например, 0,3) диаметра отверстия окончательной поковки в процессе расплющивания осаженной заготовки имеет место интенсивное выпучивание средней части полуфабриката и недостаточное течение металла по длине. В результате - при деформировании в штамповочном ручье наблюдается преимущественный выход металла в облой в средней части по дпине L предварительной поковки, трудное заполнение торцовых радиусных участков поковки, перепутыва- ние волокон металла. При металлографическом исследовании отмечается нестабильность строения макроструктуры по контуру поковки, что определяет недостаточную долговечность, отдельных зубьев и недопустимо при изготовлении тяжелонагруженных венечных шестерен.
Изготовление предварительных поковок с щириной отверстия более 0,5 (например, 0,55) диаметра отверстия
30
40
45
50
55
31
окончательной поковки обусловливает получение окончательных поковок с удовлетворительной макроструктурой. Однако в связи.с тем, что в этом случае площадь прошиваемой перемычки приближается к получаемой по типовой технологии, для обеспечения нормальной работоспособности молотового штампа необходимо выполнение кармана. Кроме того, увеличивается количество ударов Молота, что определяет применение молота большей мощности, растут габариты штамповых кубиков, экономия металла оказывается незначительной, а введение операций раздачи и калибровки поковок существенно снижает экономическую эффективность способа.,
Таким образом, приведенное соотношение ширины отверстия предварительной поковки и диаметра окончательной поковки является оптимальными, так как обеспечивает получение кольцевых поковок с минимальными потерями металла в перемычку прошитого отверстия на молоте меньшей мощности и на штампе меньших габаритов. При этом сокращаются энергозатраты на нагрев заготовок перед штамповкой в результате снижения их массы, а также расход пара на эксплуатацию молота. Кроме того, обеспечивается стабильное осесимметричное строение макроструктуры изготовляемых шестерен, что по сравнению с известным способом обеспечивает высокую работоспособность деталей на изделиях.
Результаты опробования при штамповке поковок венечных шестерен из сталей, подвергаемых химико-термической -обработке, показывают, что использование предлагаемого способа обеспечивает получение поковок с равномерным по контуру строением макроструктуры, высокую долговечность деталей и штамповку их с меньшим расходом металла, энергоносителей, штамповых сталей, на менее мощном оборудовании. При штамповке поковки венечной шестерни диаметром 558 мм расход металла составляет 85 кг, потери металла в перем1)1чку прошитого отвер3280554
стия 18 кг. Штамповка поковки производится на молоте МПЧ 16 т за 16 последовательных ударов. Обрезка облоя и прошивка отверстия выполняются на кривошипном прессе 16 МН, правка поковок осуществляется на гидравлическом прессе 6,3 МН, установленном в линию штамповочного молота МПЧ 16 т. Пред- .,, лагаемый способ позволяет штамповать предварительную поковку на молоте МПЧ 10 т за 14 ударов. Обрезка облоя, прошивка отверстия и раздача предварительной поковки выполняются на прес -с се усилием 10 МН, а калибровка на
крив бшипном прессе - усилием б,З.МН. В результате уменьшения потерь металла в перемычку прошитого отверстия до 9,4 мг, норма расхода металла уменьшилась на 8,8 кг. Макрострукту20
25
30
35
40
ра металла поковок удовлетворяет требованиям технических условий.
Формула изобретения
1. Способ изготовления кольцевых поковок, преимущественно шестерен, включающий получение заготовки, ее нагрев, осадку, штамповку предварительной поковки в виде удлиненного кольца, обрезку облоя, прошивку отверстия и окончательное, формообразование путем раздачи предварительной поковки, отличающийся тем, что, с целью повьш1ения качества деталей за.счет улучшения макроструктуры и повышения экономичности, заготовку после осадки кантуют на и расплющивают, после чего штампуют предварительную поковку шириной отверстия, равной 0,35 ... 0,5 диаметра отверстия окончательной поковки, а после раздачи осуществляют калибровку поковки по диаметру.
45
2.Способ по п.1, отличающий с я тем, что калибровку поковки по диаметру выполняют путем обжима.
3.Способ по п.1, отличающийся тем,- что калибровку поковки по диаметру осуществляют путем раздачи.
ра металла поковок удовлетворяет требованиям технических условий.
Формула изобретения
1. Способ изготовления кольцевых поковок, преимущественно шестерен, включающий получение заготовки, ее нагрев, осадку, штамповку предварительной поковки в виде удлиненного кольца, обрезку облоя, прошивку отверсти и окончательное, формообразование путем раздачи предварительной поковки, отличающийся тем, что, с целью повьш1ения качества деталей за.счет улучшения макроструктуры и повышения экономичности, заготовку после осадки кантуют на и расплющивают, после чего штампуют предварительную поковку шириной отверстия, равной 0,35 ... 0,5 диаметра отверстия окончательной поковки, а после раздачи осуществляют калибровку поковки по диаметру.
77/7/7/7/////////////////////////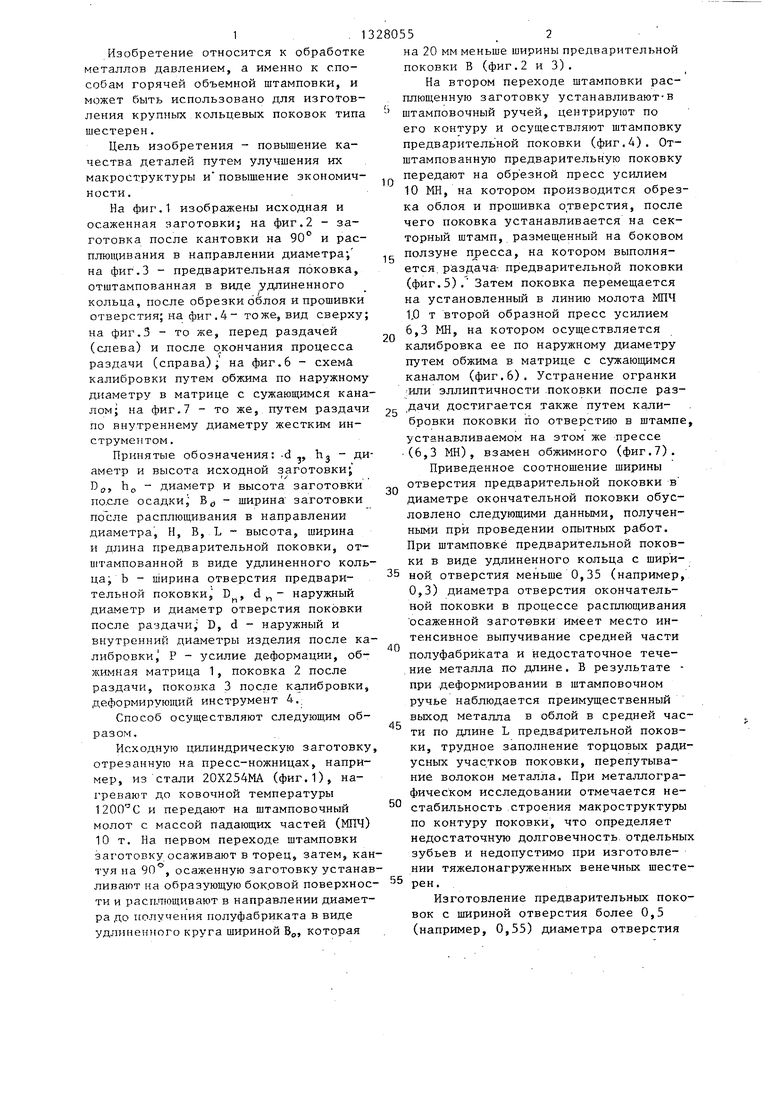
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
| Способ объемной штамповки поковок типа крышек | 1980 |
|
SU902977A1 |
| Способ изготовления грузоподъем-НыХ КРюКОВ | 1979 |
|
SU837548A1 |
| Способ объемной штамповки т-образных поковок | 1978 |
|
SU759189A1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
Изобретение относится к обработке металлов давлением, а именно к технологии изготовления кольцевых поковок, преимущественно шестерен. Целью изобретения является повышение качества деталей за счет улучшения макроструктуры. Для этого заготовку после осадки кантуют на 90 и расплющивают. После этого штампуют предварительную поковку с шириной отверстия, равной 0,35 0,5 диаметра отверстия окончательной поковки. После раздачи осуществляют .калибровку поковки по диаметру. Калибровку можно производить путем обжима или раздачи. После операции раздачи волокна металла в окончательной поковке ориентированы преимущественно в радиальном направлении. Это обеспечивает равнопро- чность зубьев шестерни. 2 з.п.ф-лы, 7 шт. со СЛ СЛ
fuZ. J
Фт.
0«
fue.S
BjL
Фиг. В
.(риг. 7
Редактор В.Петраш
Составитель А.Воронцов Техред М.Ходанич /
T/ in/n Типаж 582Подписное ,
Заказ 34JO/1.31ираж ,,
ВНИИПИ Государственного комитета LLbf
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Пройзводстнённо-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор С.Шекмар
| Способ изготовления рым-болтов | 1977 |
|
SU677803A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
